Med den snabba tillväxten av elbilar inom bilindustrin har batterisvetsning blivit en viktig utmaning för att hålla jämna steg med krävande produktionskrav. På Laserax har vi utvecklat en lasersvetscell som hanterar dessa utmaningar.
Denna helt automatiserade lösning kombinerar lasersvetsning med SCARA-robotar, dynamiska klämverktyg, bildanalys och övervakning under processen.
Tack vare dessa funktioner är svetscellen utformad för att producera en batterimodul per minut samtidigt som strikta kvalitetskrav på 99,999 % felfria svetsar upprätthålls.
I den här artikeln tittar vi på de viktiga funktionerna som utgör denna lösning.
Med vårt fjärrstyrda lasersvetshuvud kan lasersvetsning utföras på cirka 600 mm avstånd från batterimodulen. Laserstrålen leds genom en optisk fiber som ger en liten punktstorlek med hög intensitet, vilket resulterar i hög precision och ett bra inträngningsdjup.
Laserhuvudet har ett synfält på 400 x 400 mm, vilket gör det möjligt att bearbeta batterimoduler en sektion i taget. Monterat på ett portalsystem kan det också flyttas över olika sektioner av modulen för att svetsa alla battericeller i en enda operation.
Fjärrstyrt laserhuvud monterat på ett portalsystem.
3D-visionssystem
Innan svetsningen används ett 3D-visionssystem för att registrera XYZ-positionen för varje enskild cell i laserens synfält. Det kan analysera positionen för upp till 150 celler i en enda bild.
Visionkamerorna kompletteras av belysningsutrustning för att säkerställa att cellernas djup uppfattas korrekt.
Kamerorna rör sig med laserhuvudet på portalsystemet.
Dynamisk fixturering med SCARA-robotar
Klämverktyg är monterade på SCARA-robotar som applicerar rätt tryck på varje cellanslutning som ska svetsas. Med hjälp av bildanalys anpassas klämverktygets position till varje cell.
Genom att använda flera robotar genererar klämningen ingen väntetid för lasern. Detta säkerställer att lasern alltid svetsar, vilket ger en cykeltid på cirka 100 millisekunder per cell.
Klämverktyg monterat på en SCARA-robot (överst). Tryck som utövas på anslutningen mellan cell och samlingsskena (nedan).
Rökutsugning och rengöring av klämverktyg
För att uppnå högkvalitativa svetsfogar på varje modul är det viktigt att hålla arbetsmiljön ren. Föroreningar kan orsaka kortslutningar, försämra optiken och skapa termisk linsning.
Avsugningssystemet måste placeras så nära svetsen som möjligt. För att uppnå detta monteras avsugningsmunstycket direkt på klämverktyget.
Mellan modulerna flyttar SCARA-robotar klämverktygen till automatiserade rengöringsstationer där klämspetsen rengörs med tryckluft.
Klämverktyg som rengörs med tryckluft, med ett utsugsmunstycke under.
Laserkälla
Laserkällan som driver vår cell är en beprövad lösning för batteriproduktion:
Fiberlasersystemet arbetar med en våglängd på 1 070 nm, vilket gör det idealiskt för svetsning av metaller som aluminium, stål och koppar.
Den levereras med upp till 6 kW lasereffekt för att uppfylla de mest krävande kraven på cykeltid.
Den kontinuerliga laserstrålen ger en kontinuerlig strålning med ihållande värmeöverföring, vilket gör det enkelt att hantera svetsar av olika storlekar. Den kan användas för att svetsa samlingsskenor med en tjocklek som varierar mellan 100 μm och mer än 1,5 mm.
Enkelmodslaserteknik genererar en liten spotstorlek som ger utmärkt kontroll över värmetillförseln. Detta resulterar i högkvalitativa svetsar med en liten värmepåverkad zon (HAZ).
Lasersäkerhetshölje
Vår lasersvetscell är en certifierad laserprodukt av klass 1 och levereras med den juridiska dokumentationen redo att skickas in till organisationer som FDA.
Inkapslingen håller kvar strålen och dess reflektioner, vilket skyddar dina medarbetare och din arbetsmiljö från den kraftfulla lasern som används för svetsning.
Klass 1-lasersäkerhetshölje för lasersvetscellen.
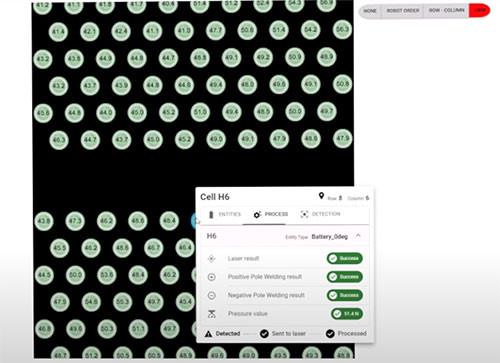
Övervakning under processen
Lasersvetsprocessens noggrannhet valideras i realtid med ett LWM-system. Detta system upptäcker automatiskt felaktiga svetsar genom att analysera signaler som avges under svetsningen.
Övervakningen används för att automatiskt skicka felaktiga svetsar för omarbetning. Den tränas med hjälp av data från korrekta svetsar baserat på dina specifikationer. Du kan hitta mer information om hur LWM-system fungerar här.
Svetsövervakningsdata finns tillgängliga för de positiva och negativa polerna i varje cell i HMI.
Videopresentation av lasersvetscell för batterier
Upptäck dina alternativ för en automatiserad svetscell
Om du vill utforska svetslösningar för tillverkning av batteripaket och moduler kan våra experter guida dig. De kan hjälpa till i designfasen av din produkt samt med integrationen i en fullskalig produktionslinje.
Vi erbjuder också en rad olika tjänster, inklusive uthyrning av en arbetsstation för produktutveckling och småskalig produktion, utveckling av en anpassad lasersvetsprocess samt svetsning av kompletta moduler.
Keven är produktlinjechef för Laserax batterisvetslösningar. Han har en stark bakgrund inom elektroteknik, särskilt inom PLC-programmering, elkonstruktion och visionssystem. Han är ofta involverad i att utvärdera kunders behov för att kunna erbjuda anpassade industriella lösningar.
Automatiserad lasersvetsning är en banbrytande tillverkningsprocess som kombinerar laserteknikens precision med automatiseringens konsistens och hastighet. I grunden handlar det om att använda en laserstråle (vanligtvis styrd av ett skanningsoptiskt system, robot eller portalsystem) för att smälta samman material på ett kontrollerat, beröringsfritt sätt.
Vi har nått en tidpunkt där lasersvetsning inte bara är lämpligt för produktionslinjer med stora volymer, utan även för alla typer av tillverkare. Eftersom lasersvetsning är så tillgängligt är det nu ett bra tillfälle att utforska denna beprövade process som lovar precision, snabbhet och kostnadseffektivitet.
Lasersvetsning måste kontrolleras för att upptäcka dåliga svetsar och säkerställa kvaliteten. Att säkerställa god svetskvalitet blir allt svårare, eftersom lasersvetsning i allt högre grad används för mikrosvetsningsapplikationer som kräver större precision, såsom svetsning av batterikontakter inom bilindustrin.