Lasersvetsning är inte lika utbredd som tekniker som MIG-, TIG- och bågsvetsning. Det beror främst på att det fram till nyligen krävde stora investeringar.
Runt år 2006 gjorde dock fiberlasertekniken viktiga framsteg, vilket drastiskt sänkte kostnaderna. Och under de senaste 18 åren har ytterligare framsteg fortsatt att sänka produktionskostnaderna och ägandekostnaden för lasersvetsmaskiner.
Vi har nått en tidpunkt där lasersvetsning inte bara är lönsamt för produktionslinjer med stora volymer, utan även för alla typer av tillverkare. Vi ser till och med en ökning av handhållna enheter.
Eftersom lasersvetsning är så tillgängligt är det nu ett bra tillfälle att utforska denna beprövade process som lovar precision, snabbhet och kostnadseffektivitet.
Lasersvetsning är en precis process som ger upphov till mycket liten deformation jämfört med traditionella svetsmetoder. Den använder en högenergisk laserstråle för att smälta samman metaller och skapa en stark metallurgisk bindning. När energin från laserstrålen absorberas av ytan får värmen ytan att smälta, vilket bildar en smältpöl som stelnar på några millisekunder.
Tänk på lasersvetsning som ett förstoringsglas i solljuset. Om du fokuserar tillräckligt med energi på en metallyta kan du smälta den – och i vissa fall till och med förånga den.
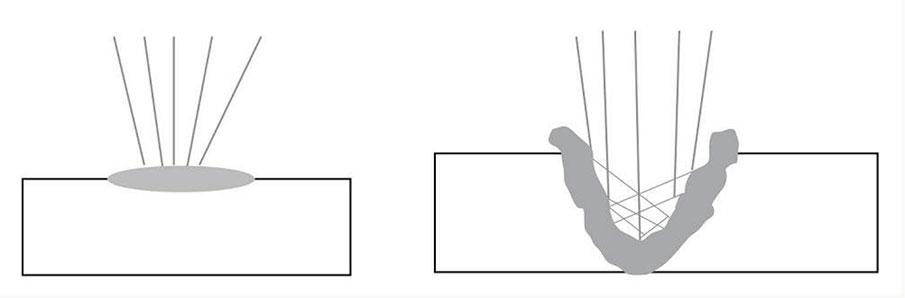
Konduktionssvetsning vs. nyckelhålssvetsning
Ledningssvetsning (vänster) och nyckelhålssvetsning (höger). Bild med tillstånd av The Fabricator.
De två huvudtyperna av lasersvetsningsprocesser – konduktionssvetsning och nyckelhålssvetsning – fungerar på olika sätt.
Konduktionssvetsning är en skonsam process där laserstrålen långsamt smälter metallen. Under denna typ av svetsning överstiger metallens temperatur dess smältpunkt och den övergår till flytande tillstånd, men övergår aldrig till gasform. Värmeöverföringen inom metallen är likartad i alla riktningar.
Konduktionssvetsning är långsammare men ger resultat av högre kvalitet med lite eller inget stänk och låg rökutveckling.
Nyckelhålssvetsning är en snabb men aggressiv process som smälter och förångar metallen, och tränger djupare in i materialet. Metallen når sin smältpunkt och i vissa områden till och med sin förångningstemperatur. Följaktligen befinner sig en del av smältbadet i gasform och kan orsaka stänk. Värmeöverföringen inom metallen sker mestadels vinkelrätt mot laserstrålen.
Nyckelhålssvetsning är idealisk för produktionslinjer med stora volymer eftersom den är snabbare, men den kan leda till porositet och en större värmepåverkad zon (HAZ).
Svetsning av olika metaller
Lasersvetsning av olika metaller är möjlig, men inte alltid okomplicerad eller direkt genomförbar. Olika metaller har olika smältpunkter, absorberar olika andel ljus och leder värme i olika hastigheter.
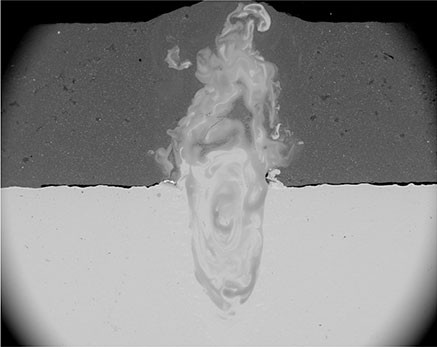
På Laserax har vi tidigare lasersvetsat olika metaller när vi svetsade cylindriska och prismatiska celler till samlingsskenor för EV-batterier. I dessa fall lasersvetsade vi aluminium till förnicklat koppar och aluminium till förnicklat stål.
Ett tvärsnitt (SEM-bild) av lasersvetsningen. En 250 μm tjock aluminiumskena är sammanfogad med en 250 μm tjock, nickelpläterad, cylindrisk cell av stål.
Vid lasersvetsning av olika metaller smälter de två metallerna inte samman till en homogen blandning utan fogas samman vid gränssnittet mellan de två metallerna. Detta skapar en fog som inte är lika strukturellt stark som vid svetsning av samma metall.
För att lösa detta problem finns två strategier:
Tillsatsmaterial kan användas för att skapa starkare fogar (liksom vid andra svetsmetoder). I detta fall talar vi om en process som kallas laserlödning – och inte lasersvetsning.
Laserstrålen kan oscilleras för att hjälpa till att smälta samman de olika metallerna långsammare. Denna process kallas lasersvängning och kräver ytterligare optiska komponenter. Laservibration erbjuder andra fördelar, eftersom den hjälper till att bli av med gaser som annars skulle skapa porositet i fogarna.
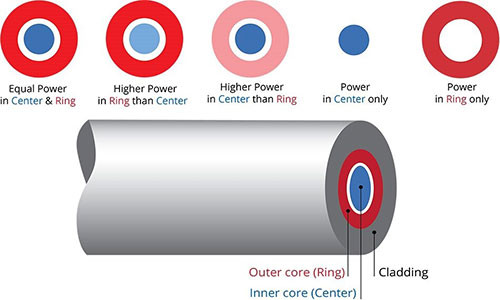
Justerbara ringlägen
En av de bästa strategierna för att minska stänk är att använda det vi kallar justerbara ringlägen.
Medan energin vanligtvis fokuseras på en mycket liten punkt vid lasersvetsning, erbjuder ringlägen avancerad kontroll över hur energin fördelas.
En ring som omger laserpunkten kan användas för att förvärma delen. Detta ger bättre kontroll över smältbadet och minskar i slutändan sprutbildningen.
För att kunna använda olika ringlägen krävs en fiberoptisk kabel med en yttre kärna för att projicera en ”yttre” stråle (se bild).
Olika ringlägen (överst) och den fiberoptiska kabel som används för att justera ringläget (nederst). Bild med tillstånd av Coherent.
När uppfanns lasersvetsning?
De första experimenten med lasersvetsning går tillbaka till 1960-talet – kort efter att Ted Maiman byggde den första lasern. Men det var först 1967, efter att forskare vid Battelle Memorial Institute hade gjort en demonstration av lasersvetsning, som tillverkarna började se en verklig potential för industriella tillämpningar.
För att förstå hur denna process har kommit att inta en så viktig plats inom tillverkningsindustrin måste vi gå tillbaka till uppfinningen av själva lasern. Här är de viktigaste tekniska framstegen som har format utvecklingen och införandet av lasersvetsning som vi känner den idag.
1917 – Albert Einstein upptäcker stimulerad emission, vilket ger den bakgrundskunskap som behövs för att förstärka ljus till laserstrålar.
1957 – Gordon Gould utvecklar den teoretiska grunden för lasern.
1960 – Ted Maiman bygger den första lasern – en rubinlaser – vilket öppnar dörren för potentiella tillämpningar.
1960-talet – Olika experiment genomförs för att visa att lasersvetsning är genomförbart.
1962 – Forskare vid American Optical Company använder en Nd:glaslaser för att svetsa stål och titan.
1963 – Elias Snitzer demonstrerar den första fiberlasern, men den är begränsad vad gäller effekt och verkningsgrad jämfört med andra lasrar.
1964 – Vid Bell Laboratories uppfinner Geusic et al. Nd:YAG-lasern, som ger mer effekt och verkningsgrad än Nd:Glass-lasrar.
1967 – Forskare demonstrerar de praktiska tillämpningarna och genomförbarheten av lasersvetsning vid Battelle Memorial Institute. Detta banar väg för vidare utveckling och en bred användning.
1970 – Vid Western Electric Company används CO2-lasrar för lasersvetsning för första gången, vilket ger högre effekt och lägre kostnader än fastfaslasrar som Nd:YAG-lasrar.
1980-talet – Fiberlasrar som ger högre strålkvalitet och effektivitet, lägre underhållskostnader och enklare integration introduceras vid Southampton University i Storbritannien.
1990-talet – Lasersystem börjar integreras med robotarmar för automatiserade svetsprocesser. Dessa första system kräver att arbetsstycket placeras nära laserkällan.
2000-talet – Framsteg inom fiberlasertekniken gör lasersvetsning överkomligt för ett bredare spektrum av tillverkare. Framsteg inom skanningshuvuden banar väg för fjärrsvetsning, vilket gör det möjligt att precisionsstyra laserstrålar på avstånd.
2010-talet – Fjärrstyrda lasersvetsningssystem blir allt mer genomförbara och kommersiellt tillgängliga, vilket möjliggör leverans av laserenergi till arbetsstycket via fiberoptiska kablar över längre avstånd.
Lasersvetsningstekniken fortsätter att utvecklas inom en rad olika aspekter, bland annat när det gäller lasereffekt, optiska komponenter, strålkvalitet, skanningshuvuden och datorstyrningssystem.
Vilka typer av lasrar kan användas för svetsning?
Fiberlasrar är den vanligaste typen av lasrar som används för svetsning, men även andra typer av lasrar kan användas, däribland blå lasrar, gröna lasrar, CO2-lasrar, Nd:YAG-lasrar och diodlasrar.
Låt oss titta på varje typ av laser för att förstå hur de kan användas för svetsning.
Typ av laser
Egenskaper
Fiberlaser
Den mest beprövade tekniken på marknaden
Hög energieffektivitet (≈30 %) leder till bättre värmehantering och lägre driftskostnader
Den infraröda våglängden absorberas väl-absorberas av de flesta metaller
Laserstrålen genereras och leds i en fiberoptisk kabel, vilket ger hög strålkvalitet för ökad precision och högre energitäthet för bra inträngningsdjup
Minimal användning av förbrukningsmaterial resulterar i lågt underhåll
Hög effekt är tillgänglig utan synliga begränsningar
Den optiska konstruktionen gör dem lätta att integrera med robotar eller CNC-maskiner
CO2-laser
Den första lasertypen som någonsin använts för lasersvetsning i industriella tillämpningar
Laserstrålen kan inte ledas genom fiberoptisk kabel, vilket leder till lägre strålkvalitet
Optiska komponenter är inte anpassade för robotintegration.
Kan svetsa cirkulära arbetsstycken eftersom lasern kan fixeras i position medan arbetsstycket roterar
Högt underhållsbehov på grund av förbrukningsmaterial
Genomsnittlig energieffektivitet (≈20 %)
Nd:YAG-laser
Beprövad teknik
Låg energieffektivitet (≈5 %) ger upphov till problem med värmehantering och höga driftskostnader
Laserstrålen kan ledas genom fiberoptisk kabel för förbättrad strålkvalitet, men det är fortfarande svårt att fokusera laserstrålen på en liten punkt
Används främst för formreparationer där större fokus inte är ett problem
Högt och kostsamt underhåll på grund av förbrukningsmaterial som behöver bytas ut, såsom speglar och lampor
Blå/grön laser
Teknik som ännu inte är beprövad
Omvandlar IR-våglängd (1 064 nm) till blått ljus (400–500 nm) eller grönt ljus (532 nm)
Eftersom energi går förlorad vid omvandlingen har dessa lasrar låg energieffektivitet (≈10 %) och kräver komplex värmehantering
Mycket begränsad lasereffekt på grund av ineffektiv energiomvandling
Våglängden absorberas väl av koppar
Används för små elektroniska komponenter
Diodlaser
Hög energieffektivitet (≈40 %) leder till bättre värmehantering och lägre driftskostnader
Strålkvaliteten är extremt dålig och svår att fokusera på en liten punktstorlek
Kan användas för att svetsa plast
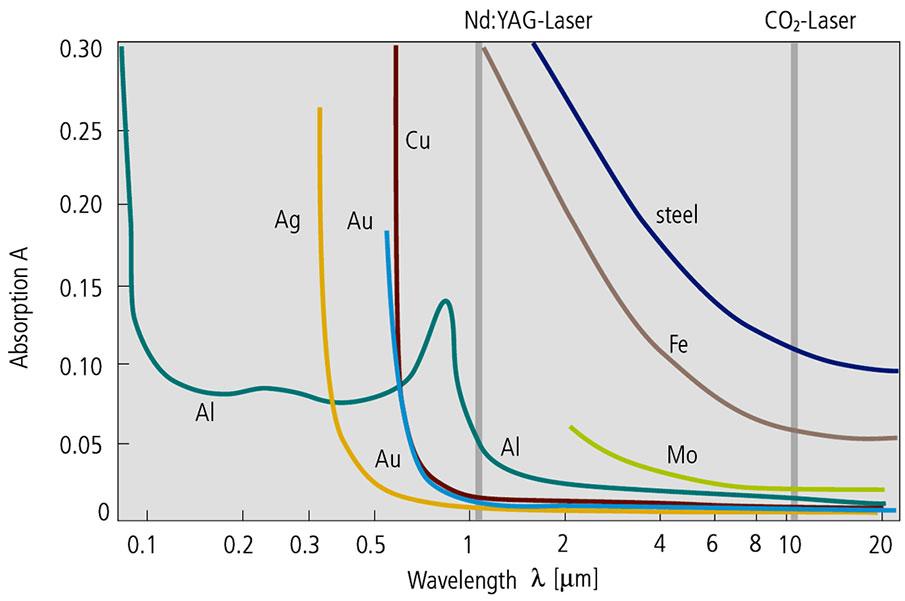
När man väljer en lasertyp är våglängden en av de viktigaste faktorerna att ta hänsyn till. Varje metalltyp absorberar och reflekterar våglängder i varierande utsträckning. Om en våglängd absorberas väl behövs mindre lasereffekt.
Diagrammet nedan ger en översikt över vanliga metalltyper och deras absorptionsspektrum för olika våglängder.
Lasersvetsning erbjuder en rad fördelar jämfört med andra metoder som MIG-, TIG- och bågsvetsning. Låt oss titta på de viktigaste av dem.
Den värmepåverkade zonen (HAZ) är mindre. Laserstrålens energi fokuseras på ett mycket litet område och flyttas vidare så snart som möjligt. Med denna precision och kontroll värms endast de områden upp som behöver värmas. Det sker ingen onödig värmetillförsel.
Delarna behåller bättre mekaniska egenskaper. Tack vare den låga värmetillförseln uppstår mindre värmeförvrängning och mindre skevhet i delarna. Med andra svetsmetoder försämrar överskottsvärme de mekaniska egenskaperna och skapar ofta behov av riktning. Detta extra steg krävs inte med laser.
Ingenjörer kan konstruera delar med lägre vikt. Med andra svetsmetoder hanterar maskiningenjörer ofta överskottsvärmetillförseln genom att konstruera delar med tjockare material. Men med lasersvetsning, eftersom uppvärmningen är så liten som möjligt, är det möjligt att välja tunna material, vilket hjälper till att minimera produktvikt och materialkostnader. Detta är mycket viktigt för tillverkare inom flyg- och bilindustrin, där minskad fordonsvikt är ett viktigt mål för att förbättra räckvidden.
Små komponenter kan svetsas tack vare den höga precisionen. Detta är särskilt relevant för elektroniska komponenter, flikanslutningar och liknande tillämpningar.
Lasersvetsning är snabbare än andra processer. Tack vare fiberlaserteknik kan industriella lasrar enkelt arbeta med flera tusen watt, vilket är mer än tillräckligt för att uppfylla de mest krävande produktionskraven.
Svetsar av högre kvalitet är ett direkt resultat av bättre kontroll över processen. Under svetsningen bidrar den snabba uppvärmningen och nedkylningen av materialet till att förebygga kvalitetsproblem. Till exempel minskar risken för väteförsprödning. Väteförsprödning uppstår när väte tränger in i metallen och orsakar mekaniska skador. Tack vare processens hastighet finns det minimalt med tid för väteabsorption och diffusion.
Lasersvetsning är lätt att automatisera tack vare faktorer som fjärrstyrningsmöjligheter, minimalt slitage och repeterbarhet. Detta gör det till en intressant teknik för tillverkare som har svårt att hitta specialiserade svetsare.
Vilka är nackdelarna med lasersvetsning?
Det finns inte många nackdelar med lasersvetsning, men de är ändå viktiga att beakta och ta itu med. Låt oss titta närmare på dem.
Lasersäkerhet är en allvarlig fråga under svetsning. Laserstrålen och dess reflektioner kan orsaka ögonskador, brännskador på huden och brandrisk. Idealiskt är lasern innesluten i ett lasersäkerhetshölje av klass 1 som håller kvar laserstrålen och dess reflektioner.
För vissa tillämpningar kan detta orsaka huvudbry. Stora delar och konstruktioner, såsom fartyg, kan vara svåra att innesluta i ett hölje. Andra lösningar än höljen kan utforskas för att innesluta strålen (till exempel använder vissa lösningar klämverktyg för att blockera strålen).
Handhållna enheter kan vara farliga för operatörer som måste bära personlig skyddsutrustning och följa säkerhetsåtgärder för lasersäkerhet.
Den initiala investeringen kan också vara ganska hög. Även om kostnaden fortsätter att sjunka är lasrar fortfarande dyrare att anskaffa än alternativ. Lägg till detta att de flesta tillverkare söker automatiserade lösningar, och du står inför en betydande investering.
Exempel på lasersvetsmaskiner
Batteridriven svetsmaskin
Denna batterilaservagn är en helt sluten lösning som övervinner utmaningarna med att svetsa batterier såsom anpassningsbarhet vid fixturering, kvalitet och hastighet. Den använder SCARA-robotar för att utföra fixturering med hög hastighet och precision.
Handhållet system
Detta handhållna system är ett exempel på hur lasersvetsningsprodukter blir mer tillgängliga för ett bredare spektrum av tillverkare.
Robotsvetsmaskin (fjärrsvetsning)
Denna maskin visar hur enkelt det är att automatisera lasersvetsning, med fjärrsvetsning, roterande fixturer och robothantering av laserhuvudet.
Robotsvetsning av bilram
För stora delar som bilramar kan det vara problematiskt att innesluta svetsprocessen när det gäller utrymmesanvändning och kostnad. Denna maskin löser detta problem genom att innesluta strålen och dess reflektioner med ett välkonstruerat klämverktyg. Detta ger fullständig lasersäkerhet utan behov av en inneslutning.
Slutsats
Med sin precision, hastighet och höga kontrollnivå erbjuder lasersvetsning fantastiska möjligheter. För tillverkare som är nya inom denna teknik är det viktigt att diskutera er tillämpning med en expert som kan hjälpa er:
Ompröva din produkt med lasersvetsning i åtanke
Utvärdera om lasersvetsning är en bra lösning för dig
Genomför genomförbarhetsstudier
Förstå konsekvenser och kostnader för integration
Om du har en lasersvetsningsapplikation för batterier, kontakta en Laserax-expert för att diskutera dina behov.
Patrick är chef för tillämpad fysik vid Novika Solutions, ett forskningscenter som hjälper tillverkare att utvärdera kostnaden för att integrera lasersvetsningsteknik. Patrick har utbildat många tillverkare i lasersvetsning så att de har full behärskning av tekniken.
Catherine har en kandidatexamen i teknisk fysik och en masterexamen i fysik. Hon genomförde sitt examensarbete i samarbete med Laserax för att utveckla industriella lösningar för lasertexturering av metalliska ytor. Hon är nu chef för applikationslabbet på Laserax, där hon leder teamet som testar och optimerar laserprocesser för kunder.
Automatiserad lasersvetsning är en banbrytande tillverkningsprocess som kombinerar laserteknikens precision med automatiseringens konsistens och hastighet. I grunden handlar det om att använda en laserstråle (vanligtvis styrd av ett skanningsoptiskt system, robot eller portalsystem) för att smälta samman material på ett kontrollerat, beröringsfritt sätt.
Med den snabba tillväxten av elbilar inom bilindustrin har batterisvetsning blivit en viktig utmaning för att hålla jämna steg med krävande produktionskrav. På Laserax har vi utvecklat en lasersvetscell som hanterar dessa utmaningar.
Lasersvetsning måste kontrolleras för att upptäcka dåliga svetsar och säkerställa kvaliteten. Att säkerställa god svetskvalitet blir allt svårare, eftersom lasersvetsning i allt högre grad används för mikrosvetsningsapplikationer som kräver större precision, såsom svetsning av batterikontakter inom bilindustrin.