Veröffentlicht von Catherine Veilleux, Laser Welding
Laserschweißen ist weniger verbreitet als Technologien wie MIG-, WIG- und Lichtbogenschweißen. Das liegt vor allem daran, dass es bis vor kurzem noch massive Investitionen erforderte.
Um das Jahr 2006 herum machte die Glasfaser-Lasertechnologie jedoch wichtige Fortschritte und senkte die Kosten drastisch. In den folgenden 18 Jahren haben weitere Fortschritte die Produktionskosten und die Betriebskosten von Laserschweißgeräten kontinuierlich gesenkt.
Inzwischen kommt Laserschweißen nicht mehr nur für Großserienproduktionsstraßen, sondern für alle Arten von Herstellern in Frage. Es gibt sogar einen Anstieg bei den Handgeräten.
Nachdem das Laserschweißen nun so leicht zugänglich ist, ist jetzt ein guter Zeitpunkt, dieses bewährte Verfahren näher zu betrachten, das Präzision, Schnelligkeit und Kosteneffizienz verspricht.
Laserschweißen ist ein präzises Verfahren, das im Vergleich zu herkömmlichen Schweißmethoden nur sehr geringe Verformungen verursacht. Es verwendet einen hochenergetischen Laserstrahl, um Metalle miteinander zu verschmelzen und eine starke metallurgische Verbindung herzustellen. Die Energie des Laserstrahls wird von der Oberfläche absorbiert und die entstehende Hitze bringt die Oberfläche zum Schmelzen und bildet eine Schmelze, die innerhalb weniger Millisekunden wieder erstarrt.
Stellen Sie sich das Laserschweißen wie Sonnenlicht durch ein Vergrößerungsglas vor. Wenn Sie genügend Energie auf eine Metalloberfläche bündeln, wird diese schmelzen und in manchen Fällen sogar verdampfen.
Die Leistungsdichte ist sehr hoch und formt eine konzentrierte Wärmequelle von Millionen von Watt pro cm2. Für eine schnelle Laserschweißgeschwindigkeit oder ein tieferes Eindringen wird eine höhere Laserleistung benötigt. Die Laserleistung ist der Hauptfaktor, der die Kosten eines Geräts in die Höhe treibt.
Laserschweißen kann für jedes Material verwendet werden, das schmelzen und wieder erstarren kann. Es wird also nicht nur zum Schweißen von Metallen wie Aluminium, Kupfer und Edelstahl verwendet, sondern auch für andere Materialien, einschließlich bestimmter Arten von Thermoplasten, Gläsern und Verbundwerkstoffen.
Wärmeleitungsschweißen vs. Tiefschweißen
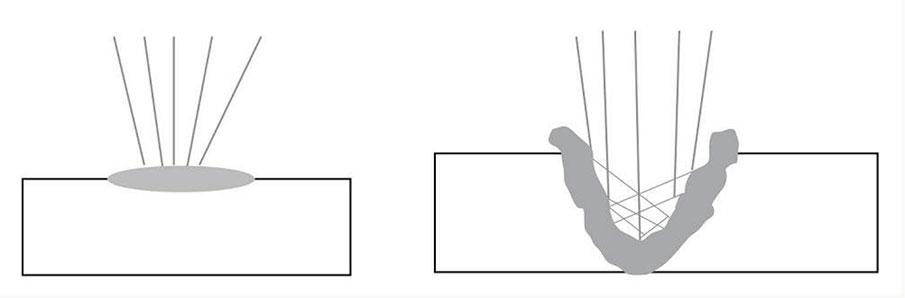
Conduction welding (left) and Keyhole welding (right). Image courtesy of The Fabricator.
Die beiden wichtigsten Laserschweißmethoden, das Wärmeleitungsschweißen und das Tiefschweißen, unterscheiden sich in ihrer Funktionsweise.
Das Wärmeleitungsschweißen ist ein sanfter Prozess, bei dem der Laserstrahl das Metall langsam schmilzt. Bei dieser Art des Schweißens steigt die Temperatur des Metalls über seinen Schmelzpunkt und das Material wird verflüssigt, geht aber nie in den gasförmigen Zustand über. Die Wärmeübertragung innerhalb des Metalls ist in allen Richtungen gleich.
Wärmeleitungsschweißen ist langsamer, liefert aber qualitativ hochwertigere Ergebnisse mit wenig oder keinen Spritzern und wenig Rauch.
Das Tiefschweißen ist ein schnelles, aber aggressives Verfahren, bei dem das Metall geschmolzen und sogar verdampft wird und es zu einem tieferen Eindringen in das Material kommt. Das Metall erreicht seine Schmelztemperatur und in einigen Bereichen sogar seine Verdampfungstemperatur. Infolgedessen befindet sich ein Teil der Schmelze im gasförmigen Zustand und kann Spritzer verursachen. Die Wärmeübertragung innerhalb des Metalls ist senkrecht zum Laserstrahl am stärksten.
Tiefschweißen ist ideal für Produktionsstraßen mit hohen Stückzahlen, weil es schneller ist, aber es kann zu Porosität und einer größeren Wärmeeinflusszone (WEZ) führen.
Schweißen von ungleichen Metallen
Laserschweißen von ungleichen Metallen ist möglich, aber nicht immer einfach oder praktikabel. Verschiedene Metalle haben unterschiedliche Schmelztemperaturen, absorbieren einen unterschiedlichen Prozentsatz des Lichts und leiten Wärme unterschiedlich schnell.
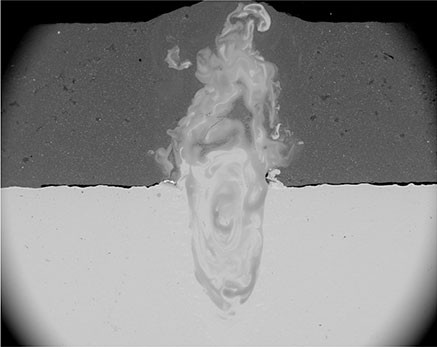
Laserax hat bereits Erfahrung mit dem Laserschweißen unterschiedlicher Metalle aus der Verschweißung zylindrischer und prismatischer Zellen mit Busbars für EV-Batterien. In diesen Fällen haben wir Aluminium mit vernickeltem Kupfer und Aluminium mit vernickeltem Stahl lasergeschweißt.
A cross-section view (SEM image) of laser welding. A 250-μm-thick aluminum busbar is joined to a 250-μm-thick nickel-plated steel cylindrical cell.
Beim Laserschweißen ungleicher Metalle verschmelzen die beiden Metalle nicht zu einer homogenen Mischung, sondern verbinden sich an der Grenzfläche zwischen den beiden Metallen. Dadurch entsteht eine strukturell schwächere Verbindung als beim Schweißen des gleichen Metalls.
Um dieses Problem zu lösen, gibt es zwei Strategien:
Füllmaterial kann verwendet werden, um stärkere Verbindungen herzustellen (wie bei anderen Schweißtechniken). In diesem Fall handelt es sich um ein Verfahren namens Laserlöten und nicht um Laserschweißen.
Der Laserstrahl kann oszilliert werden, um die verschiedenen Metalle langsamer zu verschmelzen. Dieser Prozess wird als Wobble-Laserschweißen bezeichnet und erfordert zusätzliche optische Komponenten. Wobble-Schweißen bietet noch weitere Vorteile, denn es hilft, Gase zu entfernen, die sonst zu Porosität in den Verbindungsnähten führen würden.
Einstellbare Ringmodi
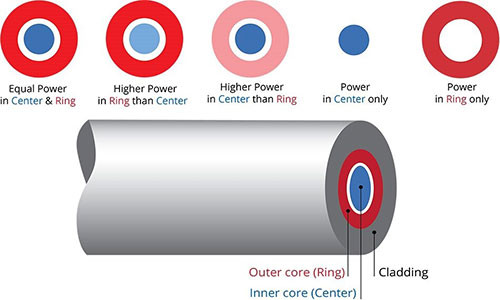
Eine der besten Strategien zur Verringerung von Spritzern ist die Verwendung von sogenannten einstellbaren Ringmodi.
Während die Energie beim Laserschweißen in der Regel auf einen sehr kleinen Punkt fokussiert wird, bieten die Ringmodi zusätzliche Kontrolle über die Energieverteilung.
Ein Ring, der den Laserpunkt umgibt, kann zum Vorwärmen des Teils verwendet werden. Dies bietet eine bessere Kontrolle über das Schmelzbad und verringert letztlich Spritzer.
Um verschiedene Ringmodi verwenden zu können, wird ein Glasfaserkabel mit einem äußeren Kern benötigt, um einen "äußeren" Strahl zu projizieren (siehe Abbildung).
Different ring modes (top) and the fiber optic cable used to adjust the ring mode (bottom). Image courtesy of Coherent.
Wann wurde das Laserschweißen erfunden?
Die ersten Experimente mit Laserschweißen gehen auf die 1960er-Jahre zurück – kurz nachdem Ted Maiman den ersten Laser gebaut hatte. Aber erst nachdem Forscher am Battelle Memorial Institute 1967 eine Demonstration des Laserschweißens durchgeführt hatten, erkannten Fertigungsunternehmen ein echtes Potenzial für industrielle Anwendungen.
Um zu verstehen, warum dieses Verfahren einen so wichtigen Platz in der Fertigung einnimmt, müssen wir zur Erfindung des Lasers selbst zurückgehen. Nachfolgend finden Sie die wichtigsten technologischen Fortschritte, die die Entwicklung und Einführung des Laserschweißens, wie wir es heute kennen, geprägt haben.
1917 – Albert Einstein entdeckt die stimulierte Emission und liefert damit das nötige Hintergrundwissen, um Licht zu Laserstrahlen zu verstärken.
1957 – Gordon Gould entwickelt den theoretischen Rahmen für Laser.
1960 – Ted Maiman baut den ersten Laser – einen Rubinlaser – und öffnet damit die Tür für mögliche Anwendungen.
1960er-Jahre – Verschiedene Experimente werden durchgeführt, um die Machbarkeit des Laserschweißens zu demonstrieren.
1962 – Forscher der American Optical Company verwenden einen Nd:Glas-Laser zum Schweißen von Stahl und Titan.
1963 – Elias Snitzer demonstriert den ersten Glasfaser-Laser, der jedoch im Vergleich zu anderen Lasern in Bezug auf Leistung und Effizienz begrenzt ist.
1964 – In den Bell Laboratories erfinden Geusic et al. den Nd:YAG-Laser, der mehr Leistung und Effizienz als Nd:Glas-Laser bietet.
1967 – Forscher demonstrieren am Battelle Memorial Institute die praktischen Anwendungen und die Machbarkeit des Laserschweißens. Dies ebnet den Weg für die weitere Entwicklung und die breite Technologieübernahme.
1970 – Bei der Western Electric Company werden zum ersten Mal CO2-Laser zum Laserschweißen eingesetzt, die mehr Leistung und geringere Kosten als Festkörperlaser wie Nd:YAG-Laser bieten.
1980er-Jahre – An der Universität Southampton in Großbritannien werden Glasfaser-Laser eingeführt, die eine höhere Strahlqualität und Effizienz, geringeren Wartungsaufwand und eine einfachere Integration bieten.
1990er-Jahre – Lasersysteme werden zunehmend mit Roboterarmen für automatisierte Schweißprozesse kombiniert. Bei diesen ersten Systemen musste das Werkstück nahe an der Laserquelle positioniert werden.
2000er-Jahre – Fortschritte in der Glasfaser-Lasertechnologie machen das Laserschweißen für eine größere Anzahl von Herstellern erschwinglich. Weiterentwicklungen bei Scan-Köpfen ebnen den Weg für das Remote-Schweißen, das es ermöglicht, Laserstrahlen aus der Ferne präzise zu lenken.
2010er-Jahre – Remote-Laserschweißsysteme werden zunehmend praktikabel und kommerziell verfügbar. Sie ermöglichen die Übertragung von Laserenergie auf das Werkstück durch Glasfaserkabel über größere Entfernungen.
Die Laserschweißtechnologie entwickelt sich in vielerlei Hinsicht weiter, u. a. in Bezug auf Laserleistung, optische Komponenten, Strahlqualität, Abtastköpfe und Computersteuerungssysteme.
Welche Arten von Lasern können schweißen?
Am häufigsten werden zum Schweißen Glasfaser-Laser eingesetzt, aber auch andere Lasertypen wie blaue Laser, grüne Laser, CO2-Laser, Nd:YAG-Laser und Diodenlaser können verwendet werden.
Schauen wir uns die einzelnen Lasertypen an, um zu verstehen, wie sie zum Schweißen verwendet werden können.
Lasertyp
Eigenschaften
Glasfaser-Laser
Die bewährteste Technologie auf dem Markt
Hohe Energieeffizienz (ca. 30 %) führt zu besserem Wärmemanagement und niedrigeren Betriebskosten
Infrarot-Wellenlänge wird von den meisten Metallen gut absorbiert
Der Laserstrahl wird in einem Glasfaserkabel erzeugt und geführt, was zu einer hohen Strahlqualität für mehr Präzision und einer höheren Energiedichte für eine gute Eindringtiefe führt
Minimale Nutzung von Verbrauchsgütern führt zu geringem Wartungsaufwand
Hohe Leistung ist anscheinend unbegrenzt verfügbar
Das optische Design ermöglicht leichte Integration in Roboter oder CNC-Maschinen
CO2-Laser
Der erste Lasertyp, der je zum Laserschweißen in der Industrie eingesetzt wurde
Der Laserstrahl kann nicht durch Glasfaserkabeln geführt werden, was zu einer geringeren Strahlqualität führt
Optische Komponenten sind nicht für die Integration mit Robotern geeignet.
Kann runde Werkstücke schweißen, indem der Laser fixiert wird, während sich das Werkstück dreht
Hoher Wartungsaufwand durch Verbrauchsgüter
Durchschnittliche Energieeffizienz (ca. 20 %)
Nd:YAG-Laser
Bewährte Technologie
Niedrige Energieeffizienz (ca. 5 %) verursacht Probleme beim Wärmemanagement und hohe Betriebskosten
Laserstrahl kann durch Glasfaserkabel geführt werden, um die Strahlqualität zu verbessern, aber Fokussierung des Laserstrahls auf einen kleinen Punkt bleibt schwierig
Meist für Reparaturen von Formen verwendet, bei denen ein größerer Fokus kein Problem darstellt
Hoher und kostspieliger Wartungsaufwand durch Verbrauchsgüter, die ausgetauscht werden müssen, wie Spiegel und Lampen
Blaue/grüne Laser
Technologie muss sich erst noch bewähren
Konvertiert IR-Wellenlänge (1.064 nm) in blaues Licht (400–500 nm) oder grünes Licht (532 nm)
Da bei der Umwandlung Energie verloren geht, haben diese Laser eine geringe Energieeffizienz (ca. 10 %) und ein komplexes Wärmemanagement
Sehr begrenzte Laserleistung aufgrund ineffizienter Energieumwandlung
Wellenlänge wird von Kupfer gut absorbiert
Wird für kleine elektronische Komponenten verwendet
Diodenlaser
Hohe Energieeffizienz (ca. 40 %) ermöglicht besseres Wärmemanagement und niedrigere Betriebskosten
Strahlqualität ist extrem schlecht und schwer auf einen kleinen Punkt zu fokussieren
Kann zum Schweißen von Kunststoffen verwendet werden
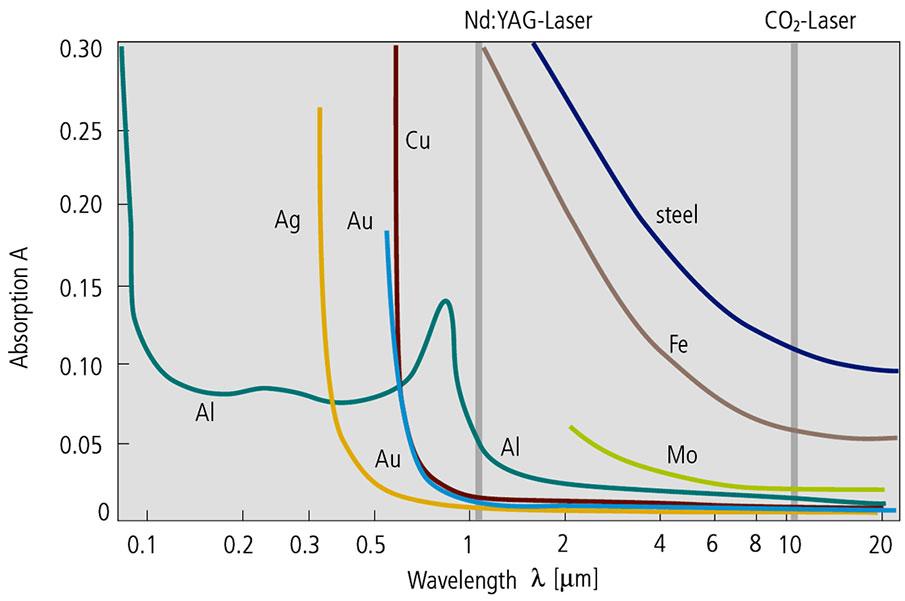
Einer der wichtigsten Faktoren bei der Wahl eines Lasertyps ist die Wellenlänge. Jede Art von Metall absorbiert und reflektiert Wellenlängen zu unterschiedlichen Anteilen. Wenn eine Wellenlänge gut absorbiert wird, wird weniger Laserleistung benötigt.
Die nachstehende Grafik gibt einen Überblick über gängige Metallarten und ihr Absorptionsspektrum für verschiedene Wellenlängen.
Laserschweißen bietet im Vergleich zu anderen Verfahren wie MIG-, WIG- und Lichtbogenschweißen eine Vielzahl von Vorteilen. Schauen wir uns die wichtigsten davon an.
Die Wärmeeinflusszone (WEZ) ist kleiner. Die Energie des Laserstrahls wird auf einen sehr kleinen Bereich fokussiert und so früh wie möglich bewegt. Mit diesem Maß an Präzision und Kontrolle werden nur die Bereiche erhitzt, die erhitzt werden müssen. Es gibt keine unnötige Wärmezufuhr.
Die Teile behalten bessere mechanische Eigenschaften. Aufgrund der geringen Wärmezufuhr kommt es zu weniger Wärmeverformung und Verziehen der Teile. Bei anderen Schweißmethoden verschlechtert überschüssige Wärme die mechanischen Eigenschaften und macht oft ein Richten erforderlich. Dieser zusätzliche Schritt ist beim Laser nicht erforderlich.
Ingenieure können Teile mit geringerem Gewicht entwerfen. Bei anderen Schweißverfahren begegnen Maschinenbauingenieure dem überschüssigen Wärmeeintrag oft, indem sie Teile mit dickeren Materialien konstruieren. Da beim Laserschweißen so wenig wie möglich erhitzt wird, ist es möglich, dünne Materialien zu verwenden, was dazu beiträgt, das Produktgewicht und die Materialkosten zu minimieren. Dies ist von großer Bedeutung für Hersteller in der Luft- und Raumfahrt sowie in der Automobilindustrie, wo die Reduzierung des Gewichts von Vehikeln ein wichtiges Ziel ist, um die Reichweite zu erhöhen.
Aufgrund der hohen Präzision können kleine Komponenten geschweißt werden. Das ist besonders für elektronische Komponenten, Steckverbindungen und ähnliche Anwendungen wichtig.
Laserschweißen ist schneller als andere Verfahren. Dank der Glasfaser-Lasertechnologie können Industrielaser problemlos mit mehreren Tausend Watt arbeiten, was mehr als genug ist, um auch die anspruchsvollsten Produktionsanforderungen zu erfüllen.
Qualitativ hochwertigere Schweißnähte sind das direkte Ergebnis einer besseren Kontrolle über den Prozess. Beim Schweißen hilft die schnelle Erwärmung und Abkühlung des Materials, Qualitätsprobleme zu vermeiden. So ist beispielsweise die Wahrscheinlichkeit einer Wasserstoffversprödung geringer. Wasserstoffversprödung tritt auf, wenn Wasserstoff in das Metall eindringt und mechanische Schäden verursacht. Aufgrund der Geschwindigkeit des Prozesses bleibt nur wenig Zeit für die Aufnahme und Diffusion von Wasserstoff.
Laserschweißen ist leicht zu automatisieren dank Faktoren wie Fernsteuerung, geringem Verschleiß und Wiederholbarkeit. Das macht diese Technologie für Hersteller interessant, die Schwierigkeiten haben, spezialisierte Schweißer zu finden.
Was sind die Nachteile des Laserschweißens?
Es gibt nicht viele Nachteile des Laserschweißens, aber es ist dennoch wichtig, sie zu kennen und zu berücksichtigen. Schauen wir sie uns genauer an.
Lasersicherheit ist ein ernstes Thema beim Schweißen. Der Laserstrahl und seine Reflexion können Augenverletzungen, Hautverbrennungen und Brandgefahr verursachen. Im Idealfall befindet sich der Laser in einem Laserschutzgehäuse der Klasse 1, das den Laserstrahl und seine Reflexionen abschirmt.
Bei einigen Anwendungen kann dies Probleme verursachen. Große Teile und Strukturen wie Schiffe lassen sich nur schwer in ein Gehäuse zwängen. Es können auch andere Lösungen als Gehäuse erprobt werden, um den Strahl einzudämmen (z. B. verwenden einige Lösungen Spannwerkzeuge, um den Strahl zu blockieren).
Handgeführte Geräte können für Bediener gefährlich sein, die daher PSA tragen und die Sicherheitsmaßnahmen für Laser befolgen müssen.
Die Anfangsinvestition kann ebenfalls ziemlich hoch sein. Auch wenn die Kosten weiterhin sinken, sind Laser in der Anschaffung immer noch teurer als Alternativen. Wenn Sie dann noch bedenken, dass die meisten Hersteller automatisierte Lösungen suchen, können Sie sehen, dass es sich um eine ernsthafte Investition handelt.
Beispiele für Laserschweißgeräte
Batterie-Schweißgerät
Dieses Batterielasergerät ist eine vollständig geschlossene Lösung, die die Herausforderungen des Batterieschweißens, wie z. B. die Spannanpassungsfähigkeit, die Qualität und die Geschwindigkeit, meistert. Es verwendet SCARA-Roboter für ein Spannen mit hoher Geschwindigkeit und Präzision.
Handgeführtes System
Dieses handgeführte System ist ein Beispiel dafür, wie Laserschweißprodukte für mehr Hersteller zugänglicher werden.
Roboter-Schweißgerät (Remote-Schweißen)
Diese Maschine demonstriert die einfache Automatisierung des Laserschweißens mit Remote-Schweißen, rotierenden Spannvorrichtungen und Roboterhandhabung des Laserkopfes.
Roboterschweißen von Fahrzeugrahmen
Bei großen Teilen, wie z. B. Fahrzeugrahmen, kann die Einhausung des Schweißprozesses aus Platz- und Kostengründen problematisch sein. Dieses Gerät löst dieses Problem, indem es den Strahl und seine Reflexionen mit einem gut konzipierten Spannwerkzeug einschließt. Dies bietet vollständige Lasersicherheit, ohne dass ein Gehäuse erforderlich ist.
Fazit
Mit seiner Präzision, seiner Geschwindigkeit und seinem hohen Maß an Kontrolle bietet das Laserschweißen erstaunliche Möglichkeiten. Hersteller, für die diese Technologie neu ist, sollten ihre Anwendung mit einem Experten besprechen, der ihnen helfen kann:
Produkte unter Berücksichtigung des Laserschweißens neu denken
Bewerten, ob Laserschweißen eine gute Lösung für Sie ist
Machbarkeitsstudien durchführen
Auswirkungen und Kosten einer Integration verstehen
Wenn Sie eine Laserschweißanwendung für Batterien haben, wenden Sie sich an einen Laserax Experten, um Ihre Anforderungen zu besprechen.
Patrick ist Direktor für angewandte Physik bei Novika Solutions, einem Forschungszentrum, das Herstellern hilft, die Kosten für die Integration von Laserschweißtechnologie zu bewerten. Patrick hat viele Hersteller im Laserschweißen geschult, sodass sie die Technologie vollständig beherrschen.
Catherine hat einen Bachelor-Abschluss in Technischer Physik und einen Master-Abschluss in Physik. Ihren Master-Abschluss absolvierte sie in Zusammenarbeit mit Laserax, um industrielle Lösungen für die Lasertexturierung metallischer Oberflächen zu entwickeln. Heute ist sie als Leiterin des Anwendungslabors bei Laserax tätig und leitet dort das Team, das Laserprozesse für Kunden testet und optimiert.
Automatisiertes Laserschweißen ist ein hochmoderner Fertigungsprozess, der die Präzision der Lasertechnologie mit der Konsistenz und Geschwindigkeit der Automatisierung verbindet. Im Kern geht es um den Einsatz eines Laserstrahls (in der Regel gesteuert durch eine Scan-Optik, Roboter- oder Portalsysteme), um Materialien kontrolliert und berührungslos zu verschmelzen.
Das Laserschweißen ist eine hochpräzise und effiziente Schweißtechnologie, die in verschiedenen Branchen wie der Automobilindustrie, der Luft- und Raumfahrt und der medizinischen Fertigung eingesetzt wird. Es bietet eine große Eindringtiefe, hohe Schweißgeschwindigkeiten und minimale thermische Verformung und ist damit die ideale Wahl für Anwendungen, die Genauigkeit, Geschwindigkeit und Wiederholbarkeit erfordern.
Das Laserstrahlschweißen (LBW) ermöglicht eine präzise und effiziente Verbindung von Materialien mittels eines Laserstrahls. Es überzeugt durch höchste Präzision, Schnelligkeit und die Möglichkeit, auch mit empfindlichen Komponenten zu arbeiten. Damit eignet es sich ideal für Branchen wie Elektronik, Batterien, Automobil und Luft- und Raumfahrt.