In EV battery production lines, welding the interconnection between the cells is a bottleneck. Each module needs hundreds and sometimes thousands of micro-welds that each has to be inspected for quality and safety—and there is no room for error. Lithium-ion batteries are used in passenger cars and need to meet high safety standards.
Battery manufacturers face a difficult challenge: they must massively increase production while maintaining strict quality standards.
While laser welding is known for its ability to produce high-quality welds at high speeds, integrating this technology into EV battery production lines presents unique challenges. EV manufacturers need to work with laser and automation experts that know how to address these challenges if they want to:
Achieve a high yield of > 99.999% good welds;
Produce at a high rate (e.g., one module every minute).
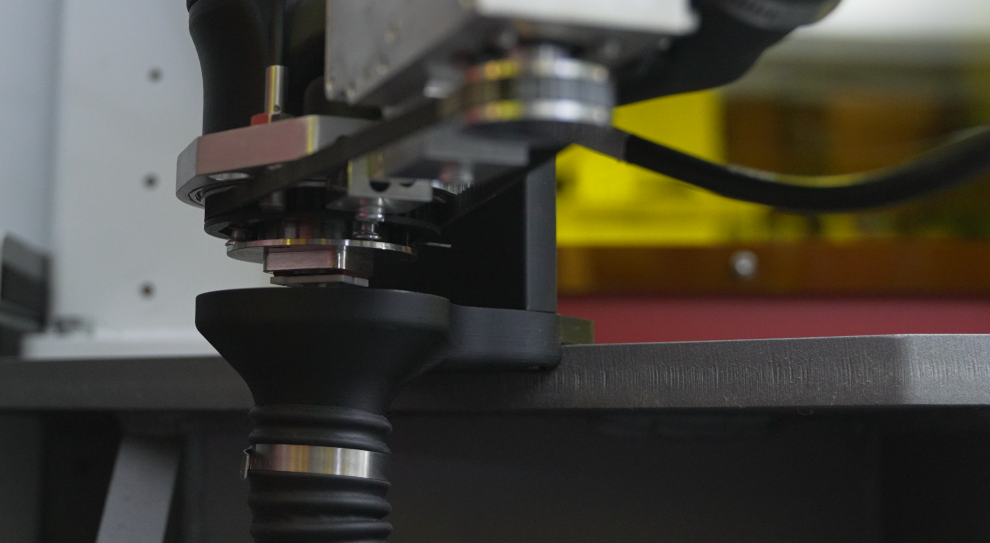
1. Clamping Must Be Adaptable to Optimize the Laser Process
4 SCARA robots being used simultaneously for dynamic clamping
Like all welding processes, laser welding needs clamping to ensure zero gap between the current collector and the poles. But clamping is more complex in EV battery production lines.
It needs to be adapted to the following variations that occur in production:
Variations: During manufacturing, battery modules are never perfect. Cells and busbars have small position variations that can affect the quality of the clamp. To weld with precision, the clamping system must be able to accommodate these variations that can occur at each individual weld position.
Design changes: Battery designs change all the time. If the position and height of the welds are modified during these changes, clamping needs to be adapted.
Multiple products: An adaptable clamping system is essential to change from one production model to another. Adapting the clamping system must be easy to avoid slowing down the line.
Without these adaptations, there will be quality problems, or the production output will be slowed down by clamping adjustments.
There are two general approaches to clamping for battery welding:
Dynamic clamping: Clamping tools can be mounted on actuators, gantry, or robot arms to move them with maximum flexibility on all axes. Complemented by vision, these devices can make automatic adjustments for localized deviations. They can also run different programs to adapt to design changes and different part models. The different methods of dynamic clamping operate at different speeds, with robot arms being the fastest.
Clamping plates: A clamping plate can be used to apply pressure on all welding positions at once. This solution is fast, but adjusting for deviations is more difficult. This lack of flexibility forces manufacturers to design modules with tighter tolerances (harder to manufacture) so that welding can work with smaller deviations. If there are design changes or if more than one part model is manufactured, different clamping plates need to be used every time.
A key difference between dynamic tooling and static plates is that plates limit the space available for the clamping apparatus. With dynamic clamping, clamping tools can be larger than the cells being welded. This makes it possible to mount additional components with the clamping system to accommodate cell-to-cell variations more easily.
With our battery laser welding machine, we opted for dynamic clamping because we believe it is needed to achieve a high yield of more than 99.999% good welds. Because dynamic clamping is typically a slower method, we had to work extra hard to make sure that laser welding does not wait after the clamping tools. That’s where SCARA robots come into play.
We use up to 8 SCARA robots (depending on the size of the module and the cycle time needed) that each carry a clamping tool. These robots can move independently to clamp the next welds in advance while another weld is being made.
With robots, extra space is available for:
A fume extraction nozzle (mounted on the robot arms) to locally extract dust and fumes close to the laser process.
An air blower to redirect contaminants toward the extraction nozzle.
A shielding gas (such as argon) delivered directly in the welding zone (if needed)
2. Vision Must Be Precise Without Compromising Speed
The XYZ measurements of multiple cells
Small deviations and positioning variations in cells and busbars need to be measured by a vision system to adapt the laser process and the clamping.
Here are the requirements of a good vision system for battery welding:
X-Y-Z Measurements: Vision systems need to be able to locate the position of every cell. While X-Y measurements are essential to properly clamp and weld the cells, Z measurements (height) ensure that laser welding is in focus and that the clamping is good. Several methods (vision or otherwise) can be used to obtain X-Y-Z measurements, such as 3D stereoscopic vision, OCT measurements, and mechanical measurements.
Speed: Vision analysis is done before the laser process. It must be done quickly so as not to add too much cycle time.
High resolution: High-resolution measurements are essential to adjust the laser process and clamping to the cells’ tight tolerances.
Lighting: Uniform lighting in the welding cell ensures that the vision cameras can see all zones and do not mistake one element for another.
Field of view: A larger field of view makes it possible to measure the position of multiple cells at the same time, which helps perform vision faster than analyzing individual cell positions one at a time.
Module Integrity: The vision system must validate the proper positioning of busbars (and other components) to ensure welding is performed on a correctly assembled module. This avoids creating any scrap.
Some laser welding solutions use vision to analyze one cell position at a time. While this approach offers the highest resolution possible, it adds precious seconds to the process and creates a bottleneck when the time comes to scale up production.
The challenge with vision is to make it fast without compromising on quality—or without compromising too much on quality. It is possible to reduce the camera’s resolution, spend less time on vision, and still generate consistent results that meet manufacturing tolerances.
When we designed our solution, we found that it is better to analyze a group of cells at once within a large field of view. With 21700 battery cells for example, we analyze the individual position of 150 cells at once, then we move on to analyze another group of cells. With this approach, we can gain up to 50 ms per cell. This approach maximizes the uptime of the laser without affecting the quality of the welds.
3. Laser Process Development is a Required Step
Laser welding batteries is a lot more complicated than traditional heavy welding (like with car frames). Each application has unique and advanced requirements that make it impossible to use a predefined laser welding process.
The laser process needs to be developed and optimized for each use case. Parameters like the spot size, scan speed, wobbling, and power need to be controlled carefully for each application.
Sensitive components: Heat generated by the laser can cause critical damage to batteries, causing problems such as short circuits, explosions, or permanent damage. It is essential to control various laser parameters to minimize heat and precisely control the process.
Weld characteristics: Welds need to be strong enough so that they meet the required product specifications for peel and shear strength. At the same time, the welding depth must be analyzed to ensure penetration is within the specified limits.
Electrical resistance: Electrical resistance in the welding joints generates heat during charge cycles and reduces the efficiency of the battery. It needs to be minimal and uniform to optimize range and heat management.
Aging: A good weld right now is not enough. Aging tests need to be performed to validate the long-term performance of the welds.
4. The Welding Machine Needs to Be Kept Clean
An extraction system installed just under the clamping system to extract fumes, dust and spatter as close as possible to laser welding
Keeping the laser welding machine clean is critical to ensuring the quality of the welds. Dust, fumes, and spatter can cause the following critical problems:
Short circuits: As electrical components, batteries that are contaminated can result in short circuits and lead to thermal runaways.
Thermal lensing: Due to the high power used for laser welding (typically 1kW), contaminants on the protective window are more likely to cause thermal lensing, which is when the heat generated by the laser beam creates a lensing effect. Thermal lensing is a serious problem because it can alter the precision and energy density of the laser beam.
It’s essential to implement the right measures to control the welding cell’s cleanliness. Here’s what needs to be done:
Localized extraction: Fumes, dust, and spatter need to be extracted as close as possible to the welding process. Our battery laser welding machine achieves this by attaching the extraction nozzle to the clamping tool.
Clamping tool cleaning: Clamping tools need to be cleaned regularly so that they don’t contaminate the welds.
Air blowing: Air blowers can be used to redirect dust and fumes towards the extraction nozzle. They can also be used to prevent contaminants from accumulating and sticking on the lens’ protective window.
5. Everything Needs to Be Calibrated
Multiple components working together for laser welding
A lot of components work together when welding batteries. The laser head, vision cameras, gantry system, robots, and clamping tools all need to communicate and coordinate their actions. They need to be calibrated with high precision within the same coordinate system to ensure that the welding operation remains accurate.
To calibrate all these elements together, a pre-defined calibration sequence can provide step-by-step guidance. After that, periodical calibration adjustments need to be performed to ensure the calibration stability over time.
6. Manual Module Inspection is Necessary
With current welding technologies in EV battery production lines, up to 100% of welded modules are sent for manual inspection. During this step, an operator manually inspects welds that are suspected to be defective. Sometimes, every single weld is inspected manually as part of the quality assurance process. This can involve performing electrical resistance tests, microscopic analyses, and other types of manual inspections.
Manual inspection is—for many battery manufacturers— a necessary step to reliably control quality and detect weld defects. Even when machines detect defective welds, manufacturers still fall back on manual inspections to validate that the welds are defective. After all, no one wants to rework welds that are perfectly good (false negatives).
If there are so many manual inspections, it’s because in-process monitoring is not where it should be.
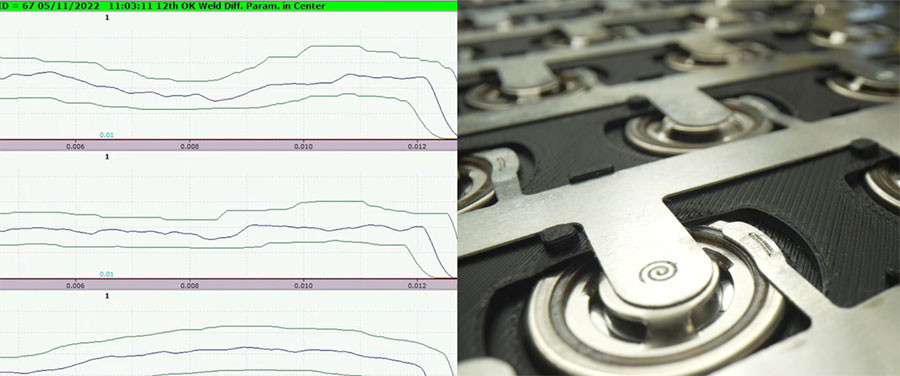
7. In-Process Monitoring Needs to Be More Reliable
Real-time weld monitoring data from an LWM system
To produce battery modules on a large scale, it’s essential to send as little modules as possible for manual inspection. For this, manufacturers need to be 100% confident that the modules have no weld defects.
To be certain that a module is perfect and doesn’t need manual inspection, in-process monitoring must meet the following criteria:
All bad welds must be identified with absolute certainty.
There must be no false negatives (i.e., when a good weld is flagged as defective)
Let’s look at the possibilities available to manufacturers when it comes to monitoring welds directly in the production line.
Real-Time Weld Monitoring
Real-time weld monitoring systems like LWM and LDD systems use feedback from the welding operation to detect weld defects.
LWM systems capture signals emitted during laser welding to infer bad welds. These AI systems need to be trained on what represents a good weld. Proper configuration is key to get good and consistent results. Here are some key characteristics of LWM systems:
Compatible with many types of laser sources. They are easier to integrate with existing systems.
Compatible with large fields of view, which allows to maximize the speed of the process.
Proven in existing EV and battery production lines.
LDD systems use OCT imaging techniques to measure direct characteristics of the welds, such as weld penetration and weld seam position. The fact that they provide measurements on tangible things makes them easier to understand. Here are some key characteristics of LDD systems:
Provide quantitative measurements.
Limited to small fields of view, which puts a limit on the speed of the process in general.
Only work with the manufacturer’s laser sources and optical components.
Real-time weld monitoring systems can be installed in the welding cell to analyze weld quality at the same time as welding, adding no time to the operation.
Automated Testing Techniques
Other methods to validate weld quality include automated testing techniques (like resistance measurements, infrared thermography, and vision analysis). These methods are used to directly identify defects.
Automated tests are more complicated to implement at high speed because they require setting up an additional station in the production line. For resistance measurements and infrared thermography for instance, a complex setup needs to be prepared to pass an electrical current through the battery and measure the results.
8. Weld Rework Must Not Slow Down the Line
A battery module being sent for rework in a welding machine
When defective welds are identified, manufacturers do everything not to scrap the whole module. Modules are expensive and scrapping one represents thousands of dollars. If only one module is scrapped every hour, this can represent millions of dollars every year.
For this reason, defective welds need to be reworked inline as early as possible.
To make sure that rework does not slow down the throughput of the production line, it’s essential to detect bad welds as soon as possible.
If defective welds are detected during the welding operation using a real-time weld monitoring system, they can sometimes be reworked straight away with a second welding cycle. This ensures that cycle time is optimized by removing the need to get the module in and out of the machine for rework.
If defective welds are identified later, such as during manual inspection or using an automated testing technique, rework tends to put a strain on the cycle time, as modules need to be sent again into the welding cell.
9. The Complete Journey: Design, Prototyping, Pre-Production & Full-Scale Production
Laser welding offers the potential to generate thousands of good welds in a few seconds. It is the ideal solution to produce battery modules on a large scale, but it involves many aspects that need to be optimized.
Battery module development is a multi-step process beginning with design, multiple steps of prototyping, pre-production, and full-scale production.
For manufacturers looking to start producing modules, this can seem overwhelming. It can be tempting to buy a small laser welding machine to start producing a low number of modules, but that’s a costly mistake. Cheaper solutions are not optimized. When the time comes to scale up production, you will need to completely start over your welding process.
To produce a limited quantity of modules, it’s best not to buy a machine that does not correspond to your long-term goals. In that case, a laser welding service will offer the following benefits:
Complete laser process that includes clamping, vision, and more to scale up in the long run
No need to wait for a machine to start producing (quick lead time)
Cost-efficient solution (cheaper than buying a machine)
Product development is faster (no need to worry about welding)
A partner who can guide you in your design choices
With a PhD in Laser Processing, Alex is one of the two laser experts who founded Laserax. He is now Vice President and Chief Technology Officer, overseeing the team that develops laser processes for laser marking, cleaning, texturing, and welding applications.
In recent years, data centers have experienced unprecedented growth, mainly driven by the rapid expansion of artificial intelligence (AI). This surge comes with massive energy demands, with more centers being built, and computing workloads becoming far more energy intensive.
While lithium-ion batteries dominate the electric vehicle market, there are continuing concerns about shortages of raw materials, costs, and extraction and mining practices. Lithium production is expensive and it’s not particularly eco-friendly.
Lithium-ion batteries have been powering our devices and electric vehicles for years, but solid-state batteries are now heralded as the next big thing. But how accurate is that claim?