Dans les chaînes de production des batteries de voitures électriques, la soudure de l’interconnexion entre les cellules constitue un véritable goulet d’étranglement. Chaque module a besoin de centaines, voire de milliers de microsoudures qu’il faut ensuite inspecter individuellement pour s’assurer qu’elles sont de bonne qualité et sûres. Les batteries au lithium-ion sont utilisées dans les voitures particulières et doivent répondre à des normes de sécurité strictes. Aucune erreur n’est permise.
Les fabricants de batteries sont confrontés à un problème de taille : ils sont tenus d’augmenter considérablement la production tout en respectant des normes de qualité strictes.
Bien que la soudure laser soit réputée pour sa capacité à produire très rapidement des soudures de haute qualité, l’intégration de cette technologie aux chaînes de production de batteries de voitures électriques présente son propre lot de défis. Les fabricants de voitures électriques doivent collaborer avec des experts en laser et en automatisation capables de venir à bout de ces difficultés s’ils souhaitent atteindre :
un rendement élevé avec plus de 99,999 % de soudures de bonne qualité ;
une vitesse de production élevée (p. ex. un module par minute).
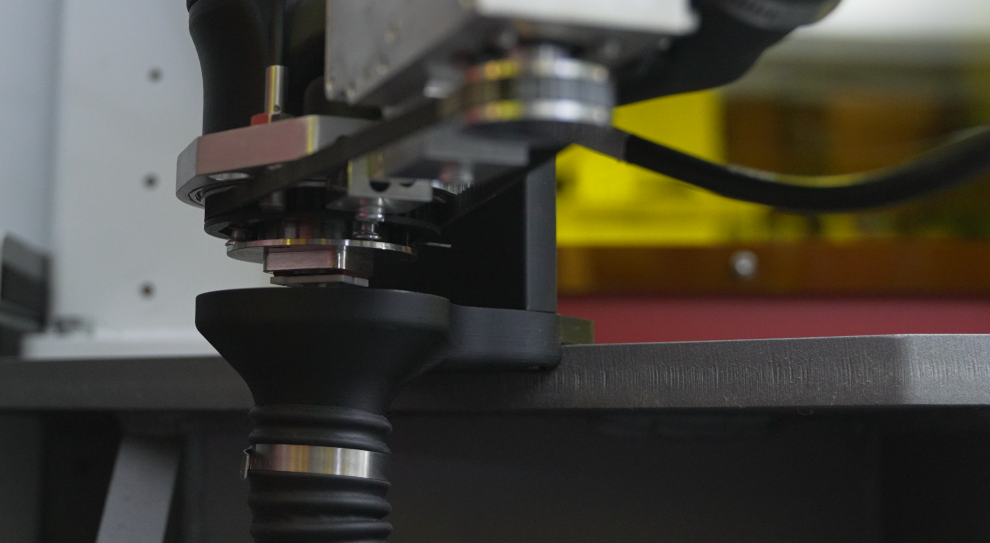
1. La fixation doit être adaptable pour que le processus laser puisse être optimisé
Quatre robots SCARA utilisés simultanément pour la fixation dynamique
Comme tous les processus de soudure, la soudure laser nécessite une fixation pour garantir l’absence d’espaces entre le collecteur actuel et les pôles. Cependant, la fixation est plus complexe sur les chaînes de production de batteries de voitures électriques.
Elle doit être adaptée aux variations qui surviennent pendant la production :
Variations : les modules de batteries ne sont jamais parfaits pendant la fabrication. Les cellules et les busbars présentent de petites variations de position qui risquent d’affecter la qualité de la fixation. Ces variations peuvent se produire à chaque position individuelle de soudure, et le système de fixation doit pouvoir en tenir compte pour permettre une soudure précise.
Changements de conception : la conception des batteries évolue constamment. Si la position et la hauteur des soudures changent en même temps que la conception, la fixation doit être adaptée.
Plusieurs produits : pour pouvoir passer d’un modèle de production à un autre sans ralentir la chaîne, il est essentiel d’utiliser un système de fixation facilement adaptable.
Sans ces adaptations, la qualité des soudures en souffrira. Quant aux ajustements de la fixation, ils risquent de ralentir le rendement de la production.
Deux approches générales de fixation sont employées dans le cadre des soudures de batteries :
Fixation dynamique : il est possible de monter les outils de fixation sur les actionneurs, le portique ou les bras robotiques pour permettre le déplacement le plus flexible possible sur tous les axes. Associés à un système de vision, ces dispositifs peuvent apporter automatiquement des ajustements en cas de déviations localisées. En outre, ils peuvent exécuter différents programmes pour s’adapter aux changements de conception et aux différents modèles de pièces. Les différentes méthodes de fixation dynamique fonctionnent à des vitesses différentes, les bras robotiques étant les plus rapides.
Plaques de fixation : il est possible d’utiliser une plaque de fixation pour appliquer une pression sur toutes les positions de soudure en même temps. C’est une solution rapide, mais il est plus difficile d’apporter des ajustements en cas de déviations. Ce manque de flexibilité force les fabricants à concevoir des modules avec des tolérances plus étroites (plus difficiles à fabriquer) afin de permettre la soudure avec de plus petites déviations. Si la conception est modifiée, ou si plusieurs modèles de pièces sont fabriqués, il faut utiliser des plaques de fixation différentes à chaque fois.
Différence clé entre l’outillage dynamique et les plaques statiques : les plaques limitent l’espace disponible pour l’appareil de fixation. Avec la fixation dynamique, les outils de fixation peuvent être plus grands que les cellules soudées. Il est ainsi possible d’installer d’autres composants avec le système de fixation pour prendre plus facilement en compte les variations entre les cellules.
Avec notre machine de soudure laser pour batteries, nous avons opté pour une fixation dynamique, car nous estimons en avoir besoin pour atteindre un rendement élevé de plus de 99,999 % de soudures de bonne qualité. Mais comme la fixation dynamique est une méthode généralement plus lente, nous avons dû redoubler d’efforts pour nous assurer que la soudure laser n’est pas ralentie par les outils de fixation. C’est ici que les robots SCARA entrent en jeu.
Nous utilisons jusqu’à huit robots SCARA (selon la taille du module et la durée de cycle nécessaire), chacun équipé d’un outil de fixation. Ces robots peuvent se déplacer indépendamment afin de fixer les prochaines soudures avant même que la soudure en cours ne soit terminée.
Les robots offrent davantage d’espace pour :
une buse d’extraction de fumée (montée sur les bras robotiques) permettant d’extraire localement la poussière et la fumée à proximité du processus laser ;
un ventilateur permettant d’acheminer les contaminants vers la buse d’extraction ;
un gaz protecteur (comme de l’argon) apporté directement dans la zone de soudure (si nécessaire).
2. Le système de vision doit être précis sans compromettre la vitesse
Mesures X-Y-Z de plusieurs cellules
Les petites déviations et les variations de position des cellules et des busbars doivent être mesurées au moyen d’un système de vision afin que le processus laser et la fixation puissent être ajustés.
Un système de vision adapté à la soudure de batteries doit présenter les caractéristiques suivantes :
Mesures X-Y-Z : les systèmes de vision doivent être capables de situer la position de chaque cellule. Bien que les mesures X-Y soient essentielles pour une fixation et une soudure correctes des cellules, les mesures Z (hauteur) veillent à ce que la soudure laser soit bien focalisée et que la fixation soit appropriée. Diverses méthodes (par vision ou autres) permettent d’obtenir les mesures X-Y-Z, comme la vision stéréoscopique 3D, les mesures par tomographie en cohérence optique (TCO) et les mesures mécaniques.
Rapidité : l’analyse par vision a lieu avant le processus laser. Elle doit être réalisée rapidement afin de ne pas trop prolonger la durée de cycle.
Haute résolution : il est essentiel de réaliser des mesures haute résolution pour ajuster le processus laser et la fixation aux tolérances étroites des cellules.
Éclairage : un éclairage uniforme au sein de la cellule de soudure permet aux caméras de vision de voir toutes les zones et de ne pas confondre un élément avec un autre.
Champ de vision : un champ de vision plus large permet de mesurer la position de plusieurs cellules à la fois, ce qui est plus rapide que de devoir analyser par vision chaque position de cellule individuellement, l’une après l’autre.
Intégrité du module : le système de vision doit confirmer que les busbars (et d’autres composants) sont adéquatement positionnés pour garantir que la soudure est réalisée sur un module correctement assemblé. Cela permet d’éviter la création de rebuts.
Certaines solutions de soudure laser utilisent la vision pour analyser une position de cellule à la fois. Bien que cette approche offre la plus haute résolution possible, elle rallonge le processus de plusieurs secondes et crée un goulet d’étranglement lors de la mise à l’échelle de la production.
Le problème avec les systèmes de vision, c’est qu’il est difficile de rendre le processus rapide sans (trop) compromettre la qualité. Néanmoins, il est possible de réduire la résolution des caméras et de passer moins de temps sur le processus de vision tout en générant des résultats constants qui répondent aux tolérances de fabrication.
Lorsque nous avons conçu notre solution, nous avons constaté qu’il était préférable d’analyser plusieurs cellules à la fois avec un champ de vision plus large. Avec les cellules de batterie 21700, par exemple, nous analysons la position individuelle de 150 cellules à la fois, puis nous passons à l’analyse d’un autre groupe de cellules. Cette approche nous permet de gagner jusqu’à 50 ms par cellule et maximise le temps de fonctionnement du laser sans affecter la qualité des soudures.
3. Le développement du processus laser est une étape indispensable
La soudure laser des batteries est un processus considérablement plus complexe que la soudure intense traditionnelle (comme avec les châssis de voitures). Chaque application impose des exigences uniques et avancées qui empêchent l’utilisation d’un processus de soudure laser prédéfini.
Le processus laser doit être développé et optimisé pour chaque cas d’utilisation. Les paramètres tels que la taille de point, la vitesse de balayage, l’oscillation et la puissance doivent être contrôlés minutieusement pour chaque application.
Composants sensibles : la chaleur générée par le laser peut causer de graves dommages aux batteries et entraîner des problèmes tels que des courts-circuits, des explosions ou des dommages permanents. Il est essentiel de contrôler divers paramètres laser pour réduire au maximum la chaleur générée et permettre un contrôle précis du processus.
Caractéristiques des soudures : les soudures doivent être suffisamment robustes afin de répondre aux spécifications requises du produit en matière de résistance au pelage et au cisaillement. D’un autre côté, il convient d’analyser la profondeur de soudure pour s’assurer que la pénétration se trouve dans les limites spécifiées.
Résistance électrique : la résistance électrique dans les joints soudés génère de la chaleur pendant les cycles de charge et réduit l’efficacité de la batterie. Pour une autonomie et une gestion de la chaleur optimales, la résistance électrique doit être uniforme et réduite au maximum.
Vieillissement : les soudures doivent pouvoir résister à l’épreuve du temps. Il convient de les soumettre à des essais de vieillissement pour s’assurer qu’elles conserveront leurs performances sur le long terme.
4. La machine de soudure doit rester propre
Un système d’extraction installé juste en dessous du système de fixation pour extraire la fumée, la poussière et les projections au plus proche de la soudure laser
Il est impératif de garder la machine de soudure laser propre pour garantir la qualité des soudures. La poussière, la fumée et les projections risquent d’entraîner les problèmes critiques suivants :
Courts-circuits : les batteries sont des composants électriques. Dès lors, leur contamination risque d’entraîner des courts-circuits et des emballements thermiques.
Effet de lentille thermique : étant donné que la soudure laser utilise une puissance élevée (généralement 1 kW), les contaminants présents sur la fenêtre de protection sont plus susceptibles d’entraîner un effet de lentille thermique en raison de la chaleur générée par le faisceau laser. L’effet de lentille thermique est un problème grave, car il peut altérer la précision et la densité énergétique du faisceau laser.
Il est essentiel de mettre en œuvre des mesures appropriées pour contrôler la propreté de la cellule de soudure. Voici ce qu’il faut faire :
Extraction localisée : la fumée, la poussière et les projections doivent être extraites au plus près du processus de soudure. Pour ce faire, nos machines de soudure laser pour batteries sont dotées d’une buse d’extraction sur l’outil de fixation.
Nettoyage des outils de fixation : les outils de fixation doivent être nettoyés régulièrement afin de ne pas contaminer les soudures.
Soufflage d’air : les ventilateurs permettent d’acheminer la poussière et la fumée vers la buse d’extraction. En outre, ils aident à éviter l’accumulation et l’adhésion des contaminants sur la fenêtre de protection de la lentille.
5. Tout doit être étalonné
Plusieurs composants travaillant de concert pour la soudure laser
De nombreux composants travaillent ensemble dans le processus de soudure de batteries. La tête laser, les caméras de vision, le système de portique, les robots et les outils de fixation doivent pouvoir communiquer entre eux et coordonner leurs actions. Ils doivent être étalonnés avec une grande précision au sein du même système de coordonnées pour que l’opération de soudure reste précise.
Pour un étalonnage simultané de tous ces éléments, une séquence d’étalonnage prédéfinie peut fournir des conseils étape par étape. Ensuite, des ajustements d’étalonnage doivent être effectués de temps à autre pour que l’étalonnage reste stable au fil du temps.
6. Une inspection manuelle du module est nécessaire
Avec les technologies de soudure actuellement utilisées dans les chaînes de production de batteries de voitures électriques, jusqu’à 100 % des modules soudés sont soumis à une inspection visuelle. Au cours de cette étape, un opérateur inspecte manuellement les soudures que l’on soupçonne d’être défectueuses. Parfois, l’intégralité des soudures est inspectée manuellement dans le cadre du processus d’assurance qualité. Celui-ci peut impliquer des essais de résistance électrique, des analyses microscopiques et d’autres types d’inspections manuelles.
Pour de nombreux fabricants de batteries, l’inspection manuelle est une étape indispensable pour assurer la fiabilité du contrôle qualité et de la détection des défauts. Même lorsque les machines détectent des soudures défectueuses, les fabricants ont recours à des inspections manuelles pour confirmer que les soudures sont bel et bien défectueuses. Après tout, personne ne veut retravailler des soudures qui sont tout à fait acceptables (en cas de faux positifs).
Si les fabricants s’appuient tant sur des inspections manuelles, c’est parce que le monitoring en cours de processus laisse encore à désirer.
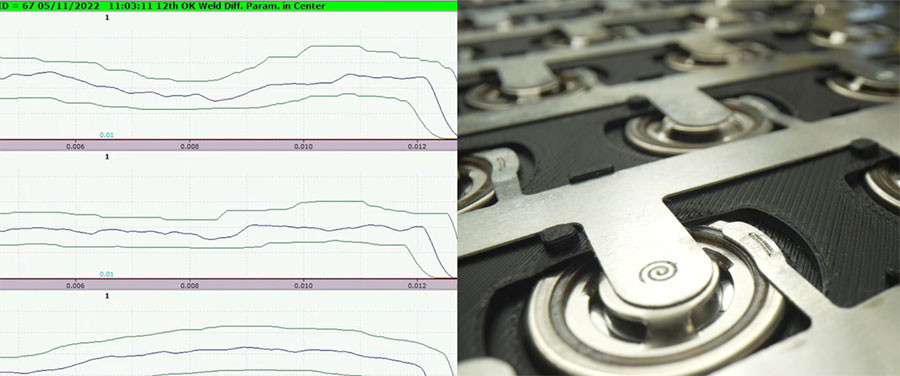
7. Le monitoring en cours de processus doit être plus fiable
Données de monitoring en temps réel des soudures tirées d’un système de monitoring des soudures laser
Pour produire des modules de batteries à plus grande échelle, il est essentiel d’envoyer le moins de modules possible pour inspection manuelle. Mais pour cela, les fabricants doivent avoir la certitude que leurs modules sont exempts de défauts de soudure.
Pour être certains que les modules sont parfaits et ne nécessitent pas d’inspection manuelle, les fabricants ont besoin d’un monitoring en cours de processus qui :
identifie toutes les soudures de mauvaise qualité avec une certitude absolue ;
ne signale aucun faux négatif (c.-à-d. qui ne signale pas des soudures de bonne qualité comme étant défectueuses).
Voyons par quels moyens les fabricants peuvent contrôler les soudures directement dans la chaîne de production.
Monitoring en temps réel des soudures
Les systèmes de monitoring en temps réel des soudures tels que les systèmes LWM et LDD utilisent un retour de l’opération de soudure pour détecter les défauts.
Les systèmes LWM capturent des signaux émis pendant la soudure laser pour déduire les soudures de mauvaise qualité. Ces systèmes d’IA doivent être entraînés pour être capables de déterminer ce qui constitue une bonne soudure. En outre, ils doivent être correctement configurés pour fournir des résultats de qualité et cohérents. Voici quelques-unes des caractéristiques des systèmes LWM :
Ils sont compatibles avec de nombreux types de sources laser, ce qui les rend plus faciles à intégrer à des systèmes existants.
Ils sont compatibles avec des champs de vision larges, ce qui permet de maximiser la vitesse du processus.
Ils ont déjà fait leurs preuves dans des chaînes de production de batteries et de voitures électriques existantes.
Les systèmes LDD utilisent des techniques d’imagerie TCO pour mesurer les caractéristiques directes des soudures, comme la pénétration de la soudure et la position du joint de soudure. De plus, ils permettent de mesurer des éléments concrets, ce qui les rend plus faciles à comprendre. Voici quelques-unes des caractéristiques des systèmes LDD :
Ils fournissent des mesures quantitatives.
Ils utilisent de petits champs de vision, ce qui limite la vitesse du processus de manière générale.
Ils fonctionnent uniquement avec les sources laser et les composants optiques du fabricant.
Les systèmes de monitoring en temps réel des soudures peuvent être installés sur la cellule de soudure pour analyser la qualité des soudures en même temps que le processus, et ce, sans ralentir l’opération.
Techniques d’essai automatisées
Parmi les autres méthodes de validation de la qualité des soudures, on retrouve les techniques d’essai automatisées (comme les mesures de résistance, la thermographie infrarouge et l’analyse par vision). Ces méthodes permettent d’identifier directement les défauts.
Les essais automatisés sont plus compliqués à mettre rapidement en œuvre, car ils nécessitent l’installation d’une station supplémentaire dans la chaîne de production. Par exemple, les mesures de résistance et la thermographie infrarouge nécessitent la préparation d’une installation complexe permettant de faire passer du courant électrique à travers la batterie et de mesurer les résultats.
8. Le retravail des soudures ne doit pas ralentir la chaîne
Un module de batterie envoyé pour retravail dans une machine de soudure
Lorsque des soudures défectueuses sont identifiées, les fabricants font tout leur possible pour ne pas perdre tout le module. En effet, les modules coûtent cher et la mise au rebut d’un seul représente une perte de plusieurs milliers de dollars. Si un module est mis au rebut toutes les heures, le coût peut s’élever à plusieurs millions de dollars par an.
C’est pourquoi les soudures défectueuses doivent être retravaillées dans la chaîne de production le plus rapidement possible.
Pour que leur retravail ne ralentisse pas le rendement de la chaîne de production, les mauvaises soudures doivent être détectées le plus tôt possible.
Si un système de monitoring en temps réel détecte des soudures défectueuses pendant l’opération de soudure, il est parfois possible de les retravailler directement avec un deuxième cycle de soudure. Cela permet d’optimiser la durée du cycle, car il n’est pas nécessaire de retirer le module de la machine, puis de le replacer pour le retravailler.
Si des défauts de soudure sont détectés plus tard, par exemple pendant l’inspection manuelle ou dans le cadre d’un essai automatisé, le retravail a tendance à ralentir la durée de cycle, car les modules doivent alors être renvoyés dans la cellule de soudure.
9. Le parcours complet : conception, prototypage, préproduction et production à grande échelle
La soudure laser a le potentiel de générer des milliers de soudures laser de qualité en quelques secondes. Cette solution est idéale pour la production de modules de batteries à grande échelle, mais elle implique de nombreux aspects devant être optimisés.
Le développement de modules de batteries est un processus multiétape : conception, plusieurs étapes de prototypage, préproduction et production à grande échelle.
Pour les fabricants qui cherchent à se lancer dans la production de modules, le processus de soudure laser peut sembler particulièrement complexe. Il peut être tentant d’acheter une petite machine de soudure laser pour commencer à produire un petit nombre de modules, mais ce serait une erreur coûteuse. Les solutions plus économiques ne sont pas optimisées. Lorsque vous déciderez de mettre votre production à l’échelle, vous devrez totalement repenser le processus de soudure.
Si vous souhaitez produire une quantité limitée de modules, vous devriez éviter d’acheter une machine qui ne vous permettra pas d’atteindre vos objectifs à long terme. Dans ce cas, un service de soudure laser vous offrira les avantages suivants :
un processus laser complet comprenant la fixation, la vision et d’autres éléments pour permettre la mise à l’échelle sur le long terme ;
un délai de mise en production rapide (pas besoin d’attendre une machine pour lancer la production) ;
une solution rentable (moins chère que l’achat d’une machine) ;
un développement de produits plus rapide (pas besoin de se soucier de la soudure) ;
un partenaire qui peut vous guider dans vos choix de conception.
Titulaire d’un doctorat en traitement laser, Alex est l’un des deux experts en laser qui ont fondé Laserax. Il est maintenant vice-président et directeur de la technologie, assurant l’encadrement de l’équipe qui développe les processus laser pour les applications de marquage, de nettoyage, de texturation et de soudage laser.
Si les batteries lithium-ion dominent le marché des véhicules électriques, des inquiétudes persistent quant à la pénurie de matières premières, aux coûts et aux pratiques d’extraction et d’exploitation minière. La production de lithium est coûteuse et n’est pas particulièrement écologique.
Les batteries lithium-ion alimentent nos appareils et nos véhicules électriques depuis des années, mais les batteries solides sont désormais considérées comme la prochaine grande innovation. Est-ce que cette affirmation est vraie ?
Lancées en 1995, les cellules pochettes ont toujours présenté une conception unique, dans laquelle la batterie est encapsulée dans un film plastique souple au lieu d’un boîtier rigide comme les cellules cylindriques et prismatiques.
Dans cet article, nous abordons leur évolution au fil des ans et leur orientation future.