Dans le cadre de mon travail de conseil technique, j’ai eu l’occasion de travailler sur chaque aspect de la fabrication et de la conception de batteries de voitures électriques.
La batterie est la pièce la plus chère d’une voiture électrique. Il est donc important que le processus de fabrication soit fiable afin d’éviter les défauts coûteux. Les batteries de véhicules électriques sont très demandées, ce qui exerce une pression sur les fabricants pour qu’ils maximisent la production sans compromettre la qualité. C’est pourquoi l’automatisation robotisée se retrouve presque partout dans la fabrication de batteries.
Le processus de production de batteries électriques comprend de nombreuses étapes. Avant d’examiner chaque étape, passons en revue la structure des cellules de batteries.
Le composant le plus important dans une batterie de voiture électrique est la cellule. C’est dans les cellules que l’énergie de la batterie est stockée. Bien que différentes compositions chimiques existent, les batteries au lithium-ion sont les plus répandues sur le marché, car elles offrent le meilleur compromis entre la densité énergétique et le coût.
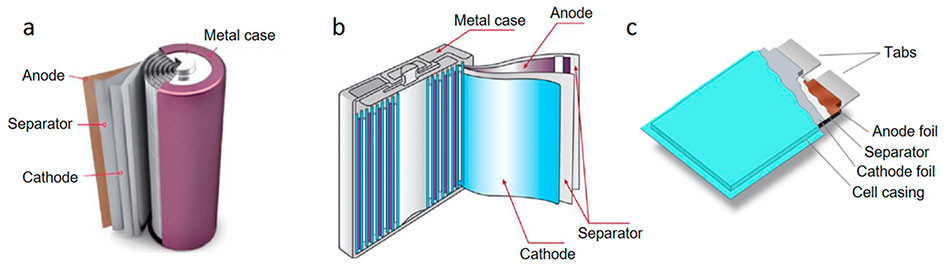
Trois types de batteries de voitures électriques sont fabriqués : les cellules cylindriques, les cellules prismatiques et les cellules pochettes. Les cellules cylindriques sont de loin les plus populaires, mais les cellules prismatiques sont également importantes.
Tous les types de cellules comprennent les composants suivants, qui sont assemblés de la même façon.
Les feuilles d’électrode sont des feuilles métalliques (appelées collecteurs de courant) recouvertes d’une pâte qui contient des matériaux comme des agents de graphite, de fer, de carbone et de lithium. Deux types de feuilles d’électrode sont fabriqués : les anodes sont faites de cuivre et transportent le courant négatif, et les cathodes sont faites d’aluminium et transportent le courant positif.
Les feuilles séparatrices sont faites d’un matériau poreux (généralement de polyoléfine) qui leur permet de baigner dans un électrolyte liquide. Elles sont insérées entre les feuilles d’électrode pour créer une barrière physique empêchant les courts-circuits.
Un électrolyte liquide est versé dans les cellules et est absorbé par les feuilles séparatrices. Le courant électrique peut ainsi traverser les séparateurs.
Les boîtiers de cellules sont généralement constitués d’acier nickelé, car le nickelage empêche l’acier de réagir avec l’électrolyte. Les boîtiers peuvent être également faits d’aluminium pour la même raison.
Étapes de fabrication d’une batterie de voiture électrique
1. Mélange de la préparation de bouillie
Un revêtement appelé bouillie est appliqué sur les collecteurs de courant pour contribuer à la production et à la conduction d’électricité. La bouillie est une pâte homogène mélangée sous vide pour garantir l’absence de bulles d’air ou d’humidité dans celle-ci.
Voilà ce qu’elle contient :
des agents liants pour regrouper tous les ingrédients ;
des matériaux actifs pour produire de l’énergie électrique ;
des matériaux conducteurs pour augmenter la conductivité électrique.
La bouillie ne contient pas les mêmes matériaux pour l’anode et la cathode. Par exemple, dans les batteries au lithium-ion, elle contient de l’oxyde métallique au lithium pour la cathode et du graphite pour l’anode.
Avant le mélange, les propriétés des matériaux bruts utilisés dans la bouillie sont mesurées et validées.
2. Revêtement et calandrage
Une fois que la bouillie est prête, les feuilles d’électrode en sont recouvertes dans une machine appelée coucheuse. Voici la liste des différentes opérations effectuées pendant ce processus :
Coulage : le mélange est versé dans les feuilles.
Mise au rebut : l’excès de bouillie (ou de pâte) est raclé sur les feuilles.
Séchage : la pâte restante est séchée.
Calandrage : une presse à rouleaux comprime la feuille afin d’obtenir la bonne porosité et la bonne épaisseur.
3. Découpe des feuilles
Les feuilles d’électrode sont coupées de manière à obtenir la forme exacte souhaitée. Les feuilles doivent rentrer dans le boîtier, mais aussi respecter des facteurs de forme spécifiques.
Les feuilles des cellules cylindriques sont longues et étroites pour être façonnées en rouleau.
Les feuilles des cellules prismatiques sont rectangulaires pour s’insérer dans la structure en forme de boîte.
La forme rectangulaire des cellules pochettes doit s’aligner sur les bords de la pochette.
La découpe laser est la technologie généralement utilisée pour la production à grand volume. Dans des chaînes de production plus petites ou dans les laboratoires R&D, les découpeuses sont également utilisées.
4. Identification pour la traçabilité
Le marquage laser permet d’identifier de façon permanente les feuilles d’anode et de cathode grâce à des codes 2D. Cela permet :
d’optimiser les performances en regroupant les cellules qui présentent les mêmes propriétés électriques et mécaniques ;
de connaître les cellules qui se trouvent dans les modules de batteries et les blocs-batteries lorsqu’elles sont balayées ;
de suivre l’avancée des cellules dans la chaîne de production en cas d’identification d’un problème de production.
5. Empilage
Les feuilles d’électrode et les feuilles séparatrices forment ce qui s’appelle une pile. La pile est une série de feuilles alternées (anode, feuille séparatrice, cathode, feuille séparatrice, etc.). La pile est ensuite insérée dans le boîtier de la cellule, qu’il s’agisse d’un boîtier cylindrique, prismatique ou d’une pochette.
Différentes méthodes permettent de créer ces piles :
Empilage de feuilles individuelles : les feuilles sont placées une par une sur la pile.
Enroulement : les feuilles sont placées sur des rouleaux et un « support de pile » tourne pour enrouler les feuilles. Pour les cellules cylindriques, le support de pile possède une forme cylindrique.
Pliage en Z avec une électrode individuelle : les anodes et les cathodes sont placées en alternance sur un rouleau de feuille séparatrice.
Pliage en Z : les rouleaux de feuilles sont pliés ensemble par une traction de gauche à droite.
6. Soudure des feuilles aux languettes
Une bande métallique est soudée à la pile d’anode de feuilles de cuivre, et une autre est soudée à la pile de cathode de feuilles d’aluminium. Il est possible de recourir à la liaison par ultrasons et à la soudure laser pour créer ces connexions. Ces bandes métalliques (ou languettes) sont ensuite reliées aux bornes des cellules et seront soudées à un busbar pour créer un circuit électrique.
7. Remplissage, dégazage et scellage
L’électrolyte est versé dans le boîtier et est absorbé par les feuilles séparatrices. Le choix de la chimie de l’électrolyte est important pour les performances de la batterie. Par exemple, les additifs peuvent servir à affecter les facteurs, tels que la viscosité, et améliorer la conductivité.
Après le versement et l’absorption de l’électrolyte, les bulles d’air sont éliminées dans une chambre à vide. Cette étape s’appelle le dégazage et elle garantit la distribution uniforme de l’électrolyte.
Le boîtier est ensuite scellé hermétiquement à l’aide de méthodes telles que le sertissage, la soudure laser, la liaison par ultrasons ou le thermoscellage.
8. Formation, inspection et groupement
La formation implique la charge initiale et le test des cellules de la batterie. Lors de cette étape, les cellules sont reliées et subissent plusieurs cycles de charge et de décharge (avec du repos entre les deux) qui contribuent à définir les propriétés électrochimiques des cellules.
L’étape finale de la fabrication de cellules (avant l’assemblage du module et du bloc-batterie) est l’inspection des cellules.
Après la formation, les cellules sont soumises à un test final pour vérifier leurs propriétés électriques comme la capacité, la tension et la résistance interne. Les propriétés mécaniques sont également validées grâce aux caméras de vision. Les cellules qui ne satisfont pas aux exigences sont rejetées.
Les cellules présentant des propriétés similaires sont regroupées. Elles seront assemblées dans les mêmes modules afin de garantir la haute performance du module dans son ensemble.
9. Collage du module et des composants du bloc-batterie
Pendant l’assemblage des modules de batteries et des blocs-batteries, les produits de scellement et les adhésifs sont appliqués à l’aide d’un applicateur. Les adhésifs collent les composants entre eux tout en apportant des propriétés supplémentaires, telles que la conductivité thermique, la conductivité électrique ou l’isolation.
Ils sont appliqués sur les boîtiers de batteries, les boîtiers de cellules et sur d’autres composants tels que les tubes de refroidissement. Des méthodes actives, telles que le durcissement à la lumière UV, permettent de contrôler le temps de durcissement afin de prévenir les ralentissements.
Afin de maximiser la force des liaisons adhésives, la préparation de surface au laser est effectuée avant l’application des adhésifs et des produits de scellement. Ce processus élimine tous les contaminants et peut modifier la rugosité de la surface si nécessaire.
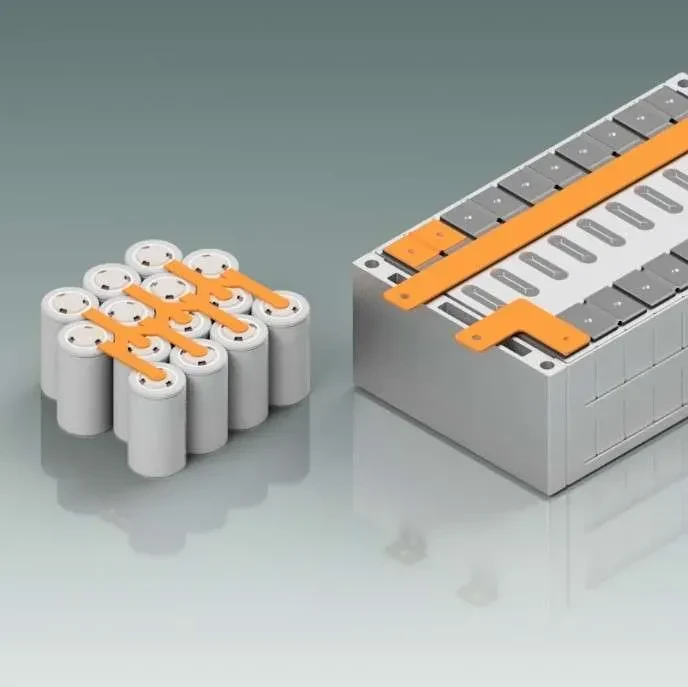
10. Soudure laser des languettes au busbar
Les languettes positives et négatives de chaque cellule sont reliées à un busbar afin de créer un circuit électrique complet. Le busbar est une feuille métallique qui relie toutes les cellules en des circuits en série et parallèles. La combinaison de ces connexions permet d’obtenir une tension et une capacité spécifiques.
Ces connexions étaient auparavant formées par des microsoudeuses de fils par ultrasons, mais elles sont de plus en plus souvent réalisées par des machines de soudure laser, car ces dernières sont plus rapides et n’exercent pas de contraintes mécaniques sur les cellules à cause de vibrations intenses. Pour cette raison, les fabricants automobiles n’utilisent que des soudeurs laser pour les cellules cylindriques.
Une fois le bloc-batterie assemblé, il faut intégrer d’autres composants essentiels au bon fonctionnement de la batterie.
Système de gestion de batterie : le système de gestion de batterie (BMS) est un ordinateur qui gère toutes les fonctions de la batterie et communique avec d’autres composants du groupe motopropulseur, tels que le chargeur, l’onduleur et l’unité de commande du véhicule. Le BMS possède son propre circuit électrique indépendant. De nombreux capteurs sont installés à des endroits clés dans le bloc-batterie pour surveiller les cellules et la chaleur, et un faisceau de câbles connecte ces capteurs au BMS.
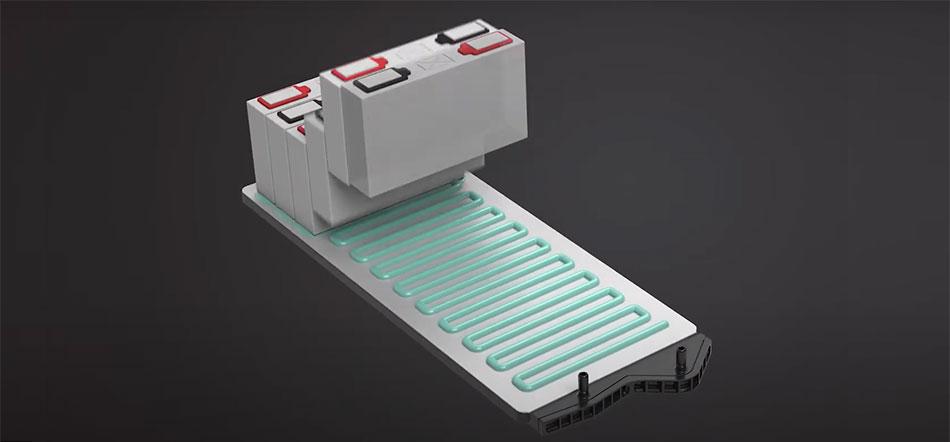
Connexions hydrauliques : plusieurs connexions thermiques et hydrauliques sont utilisées pour réguler le flux et la distribution du liquide de refroidissement dans la batterie. Le système de gestion thermique de la batterie comprend des tubes, des pompes, des soupapes et d’autres composants qui doivent être installés et connectés au système de gestion de batterie.
Protection ignifugée : les revêtements endothermiques sont appliqués sur les cellules et les modules afin d’absorber la chaleur et de réguler la température de la batterie. Ils agissent comme retardateurs de flamme en absorbant la chaleur et en bloquant les flammes dans le cas d’un emballement thermique. Ils permettent également d’améliorer les performances, la sécurité et la durée de vie de la batterie.
Validation finale : une série de tests confirme que tout est bien connecté, que les tensions sont correctes, qu’il n’y a aucune fuite dans le système de refroidissement et que le boîtier de la batterie est étanche à l’eau.
Solutions laser pour la production de batteries de voitures électriques
Laserax propose des solutions laser pour la fabrication de batteries de voitures électriques. Vous pouvez en apprendre davantage sur nos solutions ici. Sinon, contactez-nous si vous souhaitez parler d’un des sujets suivants :
Soudure laser de connexions des languettes au busbar
Nettoyage laser avant liaison ou soudure par ultrasons
Préparation de surface au laser pour les adhésifs thermiques et structuraux
Marquage laser des électrodes et des boîtiers de cellules
Nettoyage laser des boîtiers avant l’application du joint liquide
Expert technique et consultant en batteries et systèmes de propulsion électrique, Stéphane est titulaire d’un diplôme en physique avec une spécialisation en photonique, optique, électronique, robotique et acoustique. Investi dans la transition vers les véhicules électriques, il a conçu des batteries industrielles pour vélos électriques. Pendant son temps libre, il anime une chaîne YouTube consacrée à tout ce qui touche à l’électricité.
Si les batteries lithium-ion dominent le marché des véhicules électriques, des inquiétudes persistent quant à la pénurie de matières premières, aux coûts et aux pratiques d’extraction et d’exploitation minière. La production de lithium est coûteuse et n’est pas particulièrement écologique.
Les batteries lithium-ion alimentent nos appareils et nos véhicules électriques depuis des années, mais les batteries solides sont désormais considérées comme la prochaine grande innovation. Est-ce que cette affirmation est vraie ?
Lancées en 1995, les cellules pochettes ont toujours présenté une conception unique, dans laquelle la batterie est encapsulée dans un film plastique souple au lieu d’un boîtier rigide comme les cellules cylindriques et prismatiques.
Dans cet article, nous abordons leur évolution au fil des ans et leur orientation future.