La soudure par ultrasons et la soudure laser se sont imposées comme des technologies de pointe dans la création de connexions de busbars pour les modules de batteries de voitures électriques.
Bien que ces deux technologies puissent être automatisées et fournissent la qualité et la précision nécessaires pour la fabrication de batteries, il existe d’importantes différences à prendre en compte.
Dans cet article, nous allons comprendre comment chaque méthode fonctionne pour la soudure des busbars, et nous expliquerons les différences constatées.
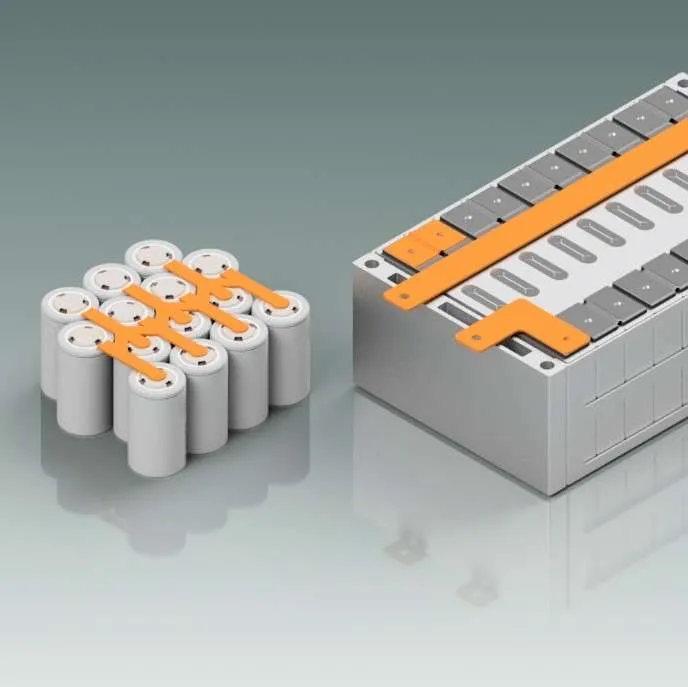
Dans les modules de batteries et les blocs-batteries, les busbars sont des bandes ou des barres qui relient les cellules. Elles servent à créer des connexions en série ou parallèles pour augmenter la tension et la capacité selon les besoins. Elles peuvent avoir différentes formes et tailles en fonction du courant électrique nécessaire.
Les busbars peuvent être constitués de différents matériaux, tels que le cuivre, le laiton ou l’aluminium. Elles sont souvent faites d’un métal différent de celui des languettes auxquelles elles sont reliées. Cela nécessite des technologies pouvant souder des métaux dissemblables sans métal d’apport, ce que permettent la soudure laser et la soudure par ultrasons.
Busbars pour cellules cylindriques (gauche) et cellules prismatiques (droite) (source)
Qu’est-ce que la soudure laser ?
La soudure laser recourt à des lasers à fibre optique pour générer des faisceaux laser à haute énergie qui font fondre les matériaux à souder. Lors du transfert d’énergie depuis le faisceau laser vers le métal, les surfaces soudées fondent et fusionnent.
Les métaux fondent et se resolidifient presque instantanément. En comparaison avec d’autres technologies de soudure, cela ne laisse presque pas de temps aux contaminants et à l’oxygène pour pénétrer et compromettre les soudures.
Qu’est-ce que la soudure par ultrasons ?
La soudure par ultrasons est un processus de liaison qui crée des connexions de busbars sans faire fondre (ou fusionner) les matériaux. À la place, un outil métallique appelé une sonotrode vibre à une vitesse ultrasonique. La friction au niveau de l’interface soudée génère une faible chaleur et crée des liaisons moléculaires entre les surfaces soudées.
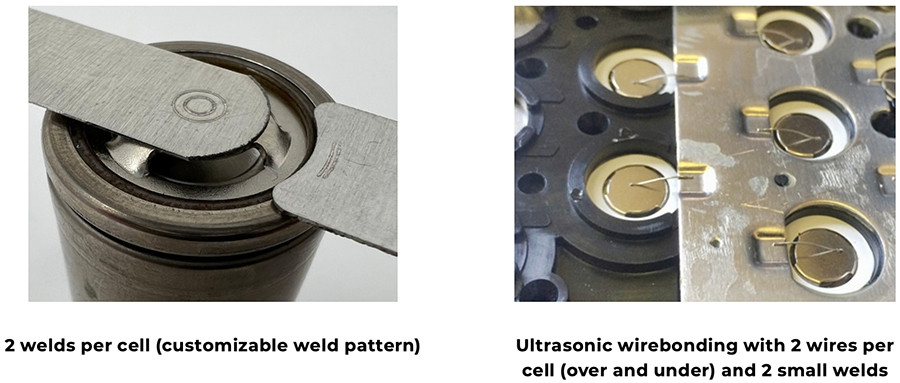
Dans le cadre de la soudure de busbars, la soudure par ultrasons est plus communément appelée liaison de fils par ultrasons. En effet, des fils sont utilisés pour produire les interconnexions électriques entre les cellules et le busbar. Il est également possible d’utiliser des rubans à la place des fils.
La soudure par ultrasons permet également de souder directement les busbars sans utiliser de fils ou de rubans, comme le montre cette vidéo.
Les différences entre la soudure laser et la soudure par ultrasons
Zone affectée par la chaleur
Étant donné que la liaison par ultrasons utilise des vibrations mécaniques, et non la chaleur, pour souder les surfaces, la zone affectée par la chaleur (ZAC) est nécessairement plus baisse, améliorant ainsi la qualité de la soudure.
Avec la soudure laser, la zone affectée par la chaleur est tout de même basse, mais il est plus important de la maîtriser pour obtenir de bons résultats. Pour ce faire, il faut ajuster un certain nombre de paramètres du processus laser, tels que la taille de point, la puissance laser, la vitesse de balayage, la forme de soudure et l’oscillation.
Force mécanique des soudures
La soudure laser produit des jointures plus solides que la liaison par ultrasons. Avec la liaison par ultrasons, la liaison s’effectue uniquement à la surface. Il n’y a pas de pénétration significative dans les matériaux soudés. Avec la soudure laser, la profondeur de pénétration peut être contrôlée pour assurer une résistance élevée au pelage et au cisaillement tout en demeurant dans les limites des spécifications des différents fabricants de cellules.
Possibilités de conception
Avec la liaison par ultrasons, la sonotrode détermine la forme des soudures. Les motifs de soudure sont ainsi cantonnés à des formes simples. Si un différent type de soudure doit être effectuée, la sonotrode doit être changée.
Avec la soudure laser, il est possible d’ajuster la forme de la soudure grâce à un simple changement de programme. Cela signifie qu’aucune limite ne s’applique aux formes et tailles de soudure, et que ces dernières peuvent être ajustées à la volée si un busbar présente des soudures de différentes tailles ou épaisseurs.
Capacité actuelle
La soudure par ultrasons utilise des fils pour produire les interconnexions, ce qui impose des limites à la capacité actuelle du busbar. Afin de produire des connexions électriques plus puissantes, certains fabricants de modules utilisent plusieurs fils pour une seule connexion. Avec la soudure laser, aucun fil n’est nécessaire. Il existe une connexion directe entre les cellules de batteries et le busbar, ce qui améliore la circulation du courant électrique et réduit la résistance.
Vitesse de soudure
La soudure laser et la liaison par ultrasons assurent toutes les deux des vitesses de soudure élevées, mais la soudure laser est plus rapide.
Par exemple, la soudure laser permet de créer une seule interconnexion en 50 ms, contre 100 ms pour la liaison par ultrasons.
Dans la réalité d’une chaîne de production, la différence est bien plus importante. La soudure laser est au moins 10 fois plus rapide. En effet, avec la liaison par ultrasons, la sonotrode est déplacée au-dessus de chaque interconnexion. Ces mouvements mécaniques accroissent considérablement la durée de l’opération. En revanche, la soudure laser peut être effectuée à distance, grâce à une tête laser pouvant traiter jusqu’à 150 cellules sans se déplacer.
Nombre d’interconnexions
La soudure par ultrasons exige que chaque fil soit soudé à une cellule et au busbar. La soudure laser réduit de moitié le nombre de connexions électriques, car la cellule peut être soudée au busbar par l’intermédiaire d’une seule connexion.
Un nombre plus restreint de connexions, permis par la soudure laser, offre de nombreux avantages : moins de points de défaillance potentiels, moins de résistance et de perte d’énergie sous forme de chaleur, plus de courant par soudure, et un meilleur transfert thermique depuis les cellules vers le busbar.
Conclusion
Laserax propose des solutions de soudure laser pour la production de batteries, y compris tout ce qui est nécessaire pour relever les défis posés par la soudure de batteries, de la conception à la production à grande échelle. Contactez-nous pour discuter de votre application.
Keven est responsable de la gamme de produits pour les solutions de soudage de batteries de Laserax. Il possède une solide expérience en génie électrique, notamment en programmation PLC, en conception électrique et en systèmes de vision. Il participe souvent à l’évaluation des besoins des clients afin de leur proposer des solutions industrielles adaptées.
Si les batteries lithium-ion dominent le marché des véhicules électriques, des inquiétudes persistent quant à la pénurie de matières premières, aux coûts et aux pratiques d’extraction et d’exploitation minière. La production de lithium est coûteuse et n’est pas particulièrement écologique.
Les batteries lithium-ion alimentent nos appareils et nos véhicules électriques depuis des années, mais les batteries solides sont désormais considérées comme la prochaine grande innovation. Est-ce que cette affirmation est vraie ?
Lancées en 1995, les cellules pochettes ont toujours présenté une conception unique, dans laquelle la batterie est encapsulée dans un film plastique souple au lieu d’un boîtier rigide comme les cellules cylindriques et prismatiques.
Dans cet article, nous abordons leur évolution au fil des ans et leur orientation future.