Ultrasonic welding and laser welding have emerged as prominent technologies for making busbar connections in EV battery modules.
While both technologies can be automated and offer the quality and precision needed for battery manufacturing, there are important differences to consider.
In this article, we’re going to see how each method works for welding busbars, and we will explain the resulting differences.
In battery modules and battery packs, busbars are conductive strips or bars that connect cells together. They are used to create serial and parallel connections to increase the voltage and capacity as needed. They can also have different shapes and sizes depending on the electric current required.
Busbars can be made of different materials, such as copper, brass, or aluminum. They are often made of a different metal than the tabs to which they are connected. This requires technologies capable of welding dissimilar metals without filler material, which can be done with both laser and ultrasonic welding.
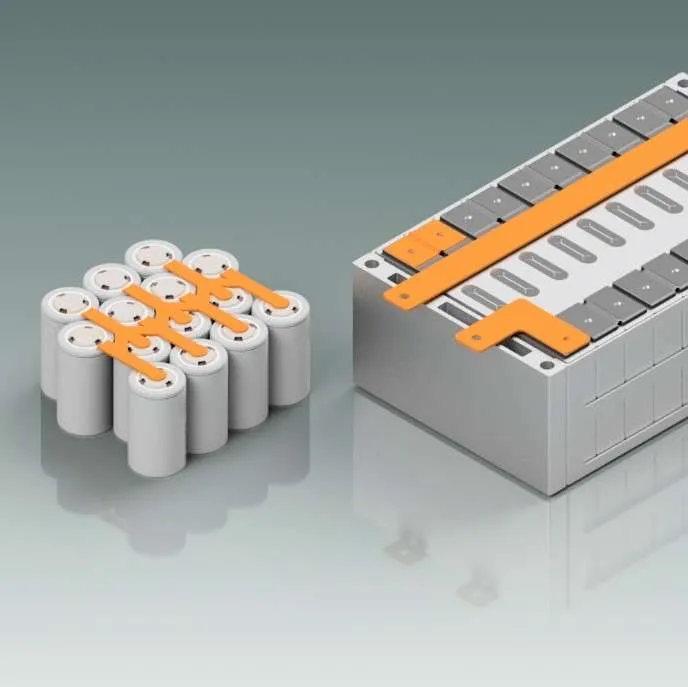
Busbars for cylindrical cells (left) and prismatic cells (right) (source)
What is Laser Welding?
Laser welding uses fiber lasers to generate high-energy laser beams that melt the materials to be joined. As energy is transferred from the laser beam to the metal, the joined surfaces melt and fuse together.
The metals melt and resolidify almost instantly. Compared to other welding technologies, this leaves almost no time for contaminants and oxygen to penetrate and compromise the welds.
What is Ultrasonic Welding?
Ultrasonic welding is a joining process that makes busbar connections without melting (or fusing) materials. Instead, a metal tool called a sonotrode vibrates at ultrasonic speed. Friction at the joined interface generates low heat and creates molecular bonds between the joined surfaces.
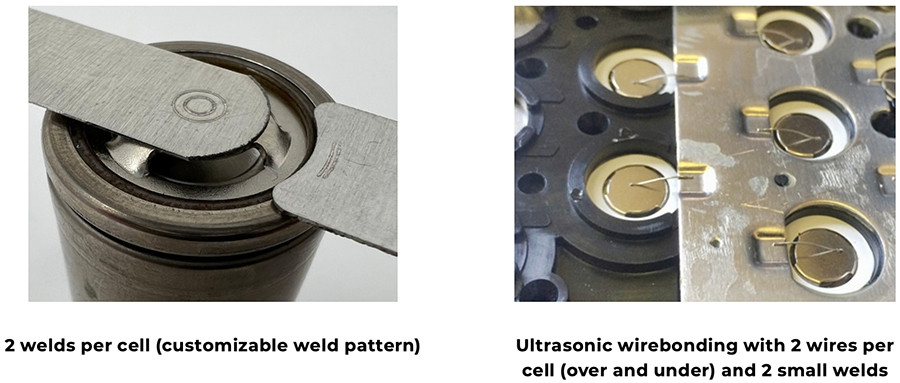
In the context of busbar welding, ultrasonic welding is more commonly known as ultrasonic wire bonding. This is because wires are used to make the electrical interconnections between the cells and the busbar. Ribbons may also be used instead of wires.
Ultrasonic welding can also be used to directly weld busbars without using wires or ribbons, as shown in the following video.
The Differences Between Laser & Ultrasonic Welding
Heat Affected Zone
Because ultrasonic bonding uses mechanical vibrations to join surfaces—and not heat— the heat affected zone (HAZ) is necessarily lower, which improves weld quality.
The heat affected zone is still low with laser welding, but it’s more important to control it to achieve good results. This is done by adjusting a range of laser process parameters, such as spot size, laser power, scanning speed, weld shape, and wobbling.
Mechanical Strength of the Welds
Laser welding generates stronger joints than ultrasonic bonding. With ultrasonic bonding, the bond occurs at the surface only. There is no significant penetration into the materials being joined. With laser welding, the penetration depth can be controlled to achieve high shear and peel strength while staying within the various cell manufacturers’ specification limits.
Design Possibilities
With ultrasonic welding, the sonotrode dictates the shape of the welds. This limits weld patterns to simple shapes. If a different type of weld needs to be done, the sonotrode needs to be changed.
With laser welding, the shape of the weld can be adjusted with a simple program change. This means that there are no limits to weld shapes and sizes, and they can be adjusted on the fly if a busbar has welds of varying sizes or thicknesses.
Current Capacity
Ultrasonic welding uses wires to make interconnections, and this puts limitations on the current capacity of the busbar. To create more powerful electrical connections, some module manufacturers use several wires for a single connection. With laser welding, no wires are needed. There is a direct connection between the battery cells and the busbar, allowing a better flow of the electric current with less resistance.
Welding Speed
Laser welding and ultrasonic bonding both offer fast welding speeds, but laser is faster.
For example, it is possible to create a single interconnection in 50 ms with laser welding and 100 ms with ultrasonic bonding.
In the reality of a production line, the difference is much more important. Laser welding is at least 10 times faster. This is because with ultrasonic bonding, the sonotrode is moved above each interconnection. These mechanical movements add significant time to the operation. In contrast, laser welding can be done remotely with a laser head that can process up to 150 cells without moving.
Number of Interconnections
With ultrasonic welding, every wire needs to be joined to a cell and to the busbar. Laser welding halves the number of electrical connections, as the cell can be joined to the busbar with a single connection.
The fewer number of connections made possible by laser welding offers many benefits: fewer potential failure points, less resistance & energy loss as heat, more current per weld, and better heat transfer from the cells to the busbar.
Conclusion
Laserax offers laser welding solutions for battery production, including everything needed to address the challenges of battery welding from design to full-scale production. Contact us to discuss your application.
Keven is the product line manager for Laserax’s battery welding solutions. He has a strong background in electrical engineering, especially in PLC programming, electrical design, and vision systems. He is often involved in evaluating customer needs to offer adapted industrial solutions.
In recent years, data centers have experienced unprecedented growth, mainly driven by the rapid expansion of artificial intelligence (AI). This surge comes with massive energy demands, with more centers being built, and computing workloads becoming far more energy intensive.
While lithium-ion batteries dominate the electric vehicle market, there are continuing concerns about shortages of raw materials, costs, and extraction and mining practices. Lithium production is expensive and it’s not particularly eco-friendly.
Lithium-ion batteries have been powering our devices and electric vehicles for years, but solid-state batteries are now heralded as the next big thing. But how accurate is that claim?