Laser welding is not as prevalent as technologies like MIG, TIG and arc welding. That’s mainly because until recently, it required major investments.
Around the year 2006 however, fiber laser technology made important advances, drastically bringing down costs. And for the last 18 years, further advances have continued to drive down production costs and the cost of ownership of laser welding machines.
We’ve reached a time where laser welding is not only viable for high-volume production lines, but also for all types of manufacturers. We’re even seeing a rise in handheld devices.
With laser welding being so accessible, now is a good time to explore this proven process that promises precision, speed, and cost effectiveness.
Laser welding is a precise process that produces very little deformation compared to traditional welding methods. It uses a high-energy laser beam to fuse metals together, creating a strong metallurgical bond. As the energy from the laser beam is absorbed by the surface, the heat causes the surface to melt, forming a molten pool that resolidifies in a few milliseconds.
Think of laser welding like a magnifying glass and the sun. If you focus enough energy on a metal surface, you can melt it—and even vaporize it in some cases.
The power density is very high, resulting in a concentrated heat source of millions of watts per cm2. For a fast laser welding speed or a deep penetration, more laser power is needed. Laser power is the main factor that drives up the cost of a machine.
Laser welding can be used on any material that can melt and resolidify. This means that it is not only used to weld metals like aluminum, copper, and stainless steel, but also other types of materials, including certain types of thermoplastics, glasses, and composites.
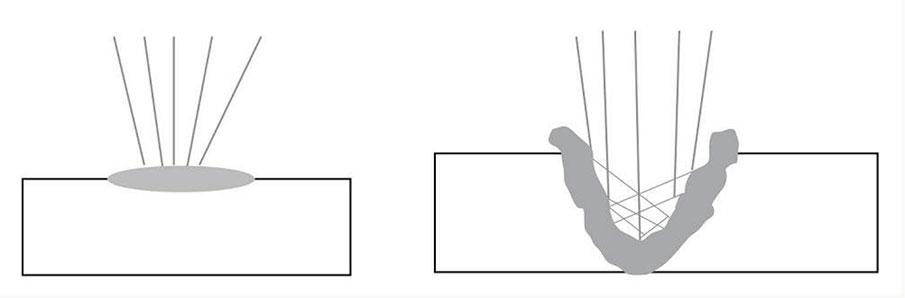
Conduction vs. Keyhole Welding
Conduction welding (left) and Keyhole welding (right). Image courtesy of The Fabricator.
The two main types of laser welding processes—conduction welding and keyhole welding—work differently.
Conduction welding is a soft process where the laser beam slowly melts the metal. During this type of welding, the metal’s temperature goes beyond its fusion point and achieves the liquid state but never goes into the gaseous state. Heat transfer within the metal is similar in all directions.
Conduction welding is slower but generates higher-quality results with little or no spatter and low fumes.
Keyhole welding is a fast but aggressive process that melts and vaporizes the metal, digging deeper into the material. The metal reaches its fusion temperature and even its vaporization temperature in some areas. As a result, part of the melting pool is in the gaseous state and can cause spatter. Heat transfer within the metal is mostly perpendicular to the laser beam.
Keyhole welding is ideal for high-volume production lines because it is faster, but it can lead to porosity and a higher heat affected zone (HAZ).
Welding of Dissimilar Metals
Laser welding of dissimilar metals is possible, but it is not always easy or feasible. Different metals have different fusion temperatures, absorb a different percentage of light, and conduct heat at different rates.
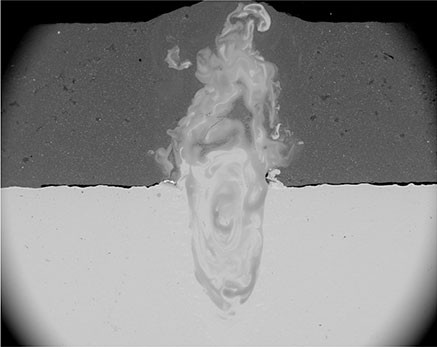
At Laserax, we have previously laser welded dissimilar metals when we welded cylindrical and prismatic cells to busbars for EV batteries. In those cases, we laser welded aluminum to nickel-plated copper and aluminum to nickel-plated steel.
A cross-section view (SEM image) of laser welding. A 250-μm-thick aluminum busbar is joined to a 250-μm-thick nickel-plated steel cylindrical cell.
When laser welding dissimilar metals, the two metals do not merge into a homogeneous mixture but rather join at the interface between the two metals. This creates a joint that is not as structurally strong as when welding the same metal.
To address this issue, two strategies are available:
Filler material can be used to create stronger joints (like other welding techniques). In this case, we’re talking about a process called laser brazing—and not laser welding.
The laser beam can be oscillated to help fuse the different metals more slowly. This process is called laser wobbling and requires additional optical components. Laser wobbling offers other benefits, as it helps get rid of gasses that would otherwise create porosity in the joints.
Adjustable Ring Modes
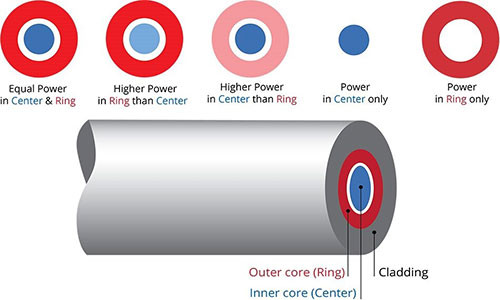
One of the best strategies to diminish spatter is to use what we call adjustable ring modes.
While energy is typically focused in a very small point when laser welding, ring modes offer advanced control on how energy is distributed.
A ring surrounding the laser’s spot can be used to preheat the part. This offers better control over the melt pool and, ultimately, diminishes spatter.
To be able to use different ring modes, a fiber optic cable with an outer core is needed to project an “outer” beam (see image).
Different ring modes (top) and the fiber optic cable used to adjust the ring mode (bottom). Image courtesy of Coherent.
When Was Laser Welding Invented?
The first experiments with laser welding go back to the 1960s—shortly after Ted Maiman built the first laser. But it wasn’t until 1967, after researchers at the Battelle Memorial Institute did a demonstration of laser welding, that manufacturers began to see real potential for industrial applications.
To understand how this process has come to hold such an important place in manufacturing, we need to go back to the invention of the laser itself. Here are key technological advancements that have shaped the development and adoption of laser welding as we know it today.
1917 – Albert Einstein discovers stimulated emissions, providing the background knowledge needed to amplify light into laser beams.
1957 – Gordon Gould develops the theoretical framework for the laser.
1960 – Ted Maiman builds the first laser—a ruby laser— opening the door to potential applications.
1960s – Various experiments are conducted to demonstrate the feasibility of laser welding.
1962 – Researchers at the American Optical Company use an Nd:Glass laser to weld steel and titanium.
1963 – Elias Snitzer demonstrates the first fiber laser, but it is limited in terms of output and efficiency compared to other lasers.
1964 – At Bell Laboratories, Geusic et al. invent the Nd:YAG laser, which provides more power and efficiency than Nd:Glass lasers.
1967 – Researchers demonstrate the practical applications and viability of laser welding at the Battelle Memorial Institute. This paves the way for further development and widespread adoption.
1970 – At the Western Electric Company, CO2 lasers are used for laser welding for the first time, providing more power and lower costs than solid-state lasers like Nd:YAG lasers.
1980s – Fiber lasers that provide higher beam quality and efficiency, lower maintenance, and easier integration are introduced at Southampton University in the UK.
1990s – Laser systems begin to be integrated with robotic arms for automated welding processes. These first systems require that the workpiece be positioned close to the laser source.
2000s – Advancements in fiber laser technology make laser welding affordable for a wider range of manufacturers. Advancements in scan heads pave the way for remote welding, making it possible to precisely direct laser beams from afar.
2010s – Remote laser welding systems become increasingly feasible and commercially available, enabling the delivery of laser energy to the workpiece through fiber-optic cables over longer distances.
Laser welding technology continues to evolve on a wide range of aspects, including in terms of laser power, optical components, beam quality, scanning heads, and computer control systems.
What Types of Lasers Can Weld?
Fiber lasers are the most prevalent types of lasers used for welding, but other types of lasers can be used as well, including blue lasers, green lasers, CO2 lasers, Nd:YAG lasers, and diode lasers.
Let’s look at each type of laser to understand how they can be used for welding.
Type of Laser
Characteristics
Fiber Laser
Most proven technology on the market
High energy efficiency (≈30%) leads to better thermal management and lower operating costs
Infrared wavelength is well-absorbed by most metals
Laser beam is generated and guided in a fiber optic cable, leading to a high beam quality for increased precision and a higher energy density for a good penetration depth
Minimal use of consumables results in low maintenance
High power is available with seemingly no limit
Optical design makes them easy to integrate with robots or CNC machines
CO2 Laser
First type of laser ever used for laser welding in industrial applications
Laser beam cannot be guided by fiber optic cable, leading to lower beam quality
Optical components are not adapted to robot integration.
Can weld circular workpieces as the laser can be fixed into position while the workpiece rotates
High maintenance caused by consumables
Average energy efficiency (≈20%)
Nd:YAG Laser
Proven technology
Low energy efficiency (≈5%) generates thermal management issues and high operating costs
Laser beam can be guided by fiber optic cable for improved beam quality, but still difficult to focus the laser beam on a small point
Mostly used for mold repairs where larger focus is not an issue
High and costly maintenance due to consumables that need replacement, such as mirrors and lamps
Blue/Green Laser
Technology yet to be proven
Convert IR wavelength (1,064 nm) into blue light (400–500 nm) or green light (532 nm)
Because energy is loss during conversion, these lasers have low energy efficiency (≈10%) and complex thermal management
Very limited in terms of laser power due to inefficient energy conversion
Wavelength is well-absorbed by copper
Used for small electronic components
Diode Laser
High energy efficiency (≈40%) leads to better thermal management and lower operating costs
Beam quality is extremely poor and hard to focus on a small spot size
Can be used to weld plastics
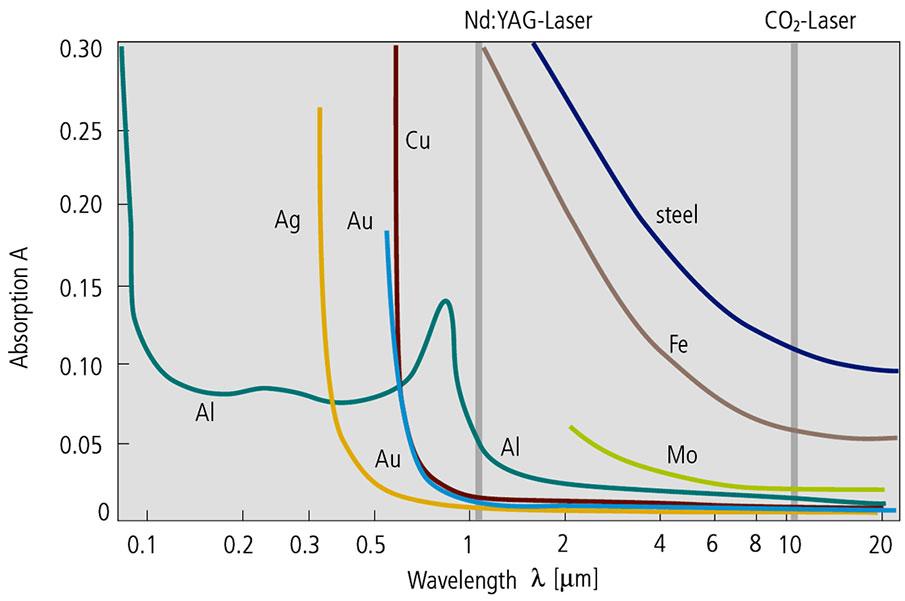
When choosing a type of laser, one of the important factors to consider is its wavelength. Each type of metal absorbs and reflects wavelengths at varying percentages. If a wavelength is absorbed well, less laser power is needed.
The graph below provides an overview of common types of metals and their absorption spectrum for different wavelengths.
Laser welding offers a wide range of advantages compared to other methods like MIG, TIG, and arc welding. Let’s look at the most important ones.
The heat affected zone (HAZ) is smaller. The energy of the laser beam is focussed in a very small area and is moved as early as possible. With this level of precision and control, only the areas that need to be heated are heated. There is no unnecessary heat input.
Parts maintain better mechanical properties. Due to the low heat input, there is less heat distortion and part warping. With other welding methods, excess heat degrades mechanical properties and often creates the need for straightening. This extra step is not required with laser.
Engineers can design lower weight parts. With other welding methods, mechanical engineers often address the excess heat input by designing parts with thicker materials. But with laser welding, since there is as little heating as possible, it is possible to go for thin materials, which helps minimize product weight and material costs. This is very significant for manufacturers involved in the aerospace and automotive industries, where reducing vehicle weight is a key objective to improve range.
Small components can be welded due to the high level of precision. This is especially relevant for electronic components, tab connections, and similar applications.
Laser welding is faster than other processes. Thanks to fiber laser technology, industrial lasers can easily operate at several thousands of watts, which is more than enough to meet the most demanding production requirements.
Higher-quality welds are direct results of a better control over the process. During welding, the rapid heating and cooling of the material helps prevent quality issues. For example, there is a reduced likelihood of hydrogen embrittlement. Hydrogen embrittlement occurs when hydrogen penetrates the metal, causing mechanical damage. Due to the speed of the process, there is minimal time for hydrogen absorption and diffusion.
Laser welding is easy to automate due to factors like remote capabilities, minimal wear and tear, and repeatability. This makes it an interesting technology for manufacturers who have trouble finding specialized welders.
What are the Disadvantages of Laser Welding?
There are not many disadvantages to laser welding, but they are still important to consider and address. Let’s look at them more closely.
Laser safety is a serious issue during welding. The laser beam and its reflection can cause eye injuries, skin burns, and fire hazards. Ideally, the laser is enclosed in a class-1 laser safety enclosure that contains the laser beam and its reflections.
For some applications, this can cause headaches. Large parts and structures such as ships can be difficult to contain in an enclosure. Other solutions than enclosures can be explored to contain the beam (for example, some solutions use clamping tools to block the beam).
Handheld devices can be dangerous for operators who need to wear PPE and follow laser safety control measures.
The initial investment can be pretty high too. Even if their cost keeps going down, lasers are still more expensive to acquire than alternatives. Add to this that most manufacturers are seeking automated solutions, and you’re looking at a serious investment.
Examples of Laser Welding Machines
Battery Welding Machine
This battery laser machine is a fully enclosed solution that overcomes the challenges of welding batteries such as clamping adaptability, quality, and speed. It uses SCARA robots to perform clamping with high speed and precision.
Handheld System
This handheld system is an example of how laser welding products are becoming more accessible to a wider range of manufacturers.
Robot Welding Machine (Remote Welding)
This machine demonstrates the ease of automation of laser welding, featuring remote welding, rotating fixtures, and robot handling of the laser head.
Robot Welding of Car Frame
For large parts like car frames, enclosing the welding process can be problematic in terms of space usage and cost. This machine addresses this problem by enclosing the beam and its reflections with a well-designed clamping tool. This provides complete laser safety without the need for an enclosure.
Conclusion
With its precision, speed, and high level of control, laser welding offers amazing possibilities. For manufacturers new to this technology, it’s important to discuss your application with an expert who can help you:
Rethink your product with laser welding in mind
Evaluate if laser welding is a good solution for you
Perform feasibility studies
Understand integration implications and costs
If you have a laser welding application for batteries, contact a Laserax expert to discuss your needs.
Patrick is Director of Applied Physics at Novika Solutions, a research center that helps manufacturers evaluate the cost of integrating laser welding technology. Patrick has trained many manufacturers on laser welding so that they have a full mastery of the technology.
Catherine holds a bachelor’s degree in Engineering Physics and a master's degree in Physics. She completed her master’s in partnership with Laserax to develop industrial solutions for the laser texturing of metallic surfaces. She is now the Applications Lab Supervisor at Laserax, where she oversees the team that tests and optimizes laser processes for clients.
Automated laser welding is a cutting-edge manufacturing process that merges the precision of laser technology with the consistency and speed of automation. At its core, it’s the use of a laser beam (typically guided by a scanning optic, robotic, or gantry systems) to fuse materials in a controlled, noncontact manner.
Laser welding is a highly precise and efficient welding technology used across various industries including automotive, aerospace, and medical manufacturing. It offers deep penetration, high welding speeds, and minimal thermal distortion, making it an ideal choice for applications requiring accuracy, speed and repeatability.
The integrity of a weld is highly dependent on surface preparation. Aluminum has a natural tendency to form oxide and even a thin layer can lead to weld defects. Oxide and potential contamination from oils, lubricants, paints, and particulate matter can create bubbles of air trapped inside the materials, impacting the bonding process.