La soudure laser n’est pas aussi répandue que les technologies MIG, TIG ou de soudure avec arc, par exemple. Cela peut notamment s’expliquer par les investissements conséquents qu’elle requérait jusqu’à récemment.
Toutefois, vers l’an 2006, la technologie de laser à fibre optique a connu de grandes avancées qui ont permis de réduire considérablement son coût. De plus, au cours de 18 dernières années, des progrès supplémentaires ont continué d’alléger les coûts de production ainsi que les coûts engendrés par la possession de machines de soudure laser.
Dorénavant, la soudure laser est non seulement viable pour les chaînes de productions de grand volume, mais également pour tous les types de fabricants. Nous avons même observé une multiplication des dispositifs portatifs.
À présent que la soudure laser est devenue si accessible, découvrez ce processus éprouvé qui promet précision, rapidité et rentabilité.
Qu’est-ce que la soudure laser et comment fonctionne-t-elle ?
Informations générales
La soudure laser est un processus précis qui entraîne une déformation bien plus petite que les méthodes de soudure traditionnelles. Il a recours à un faisceau laser à haute énergie pour fusionner des métaux, créant ainsi une liaison métallurgique solide. Alors que la surface absorbe l’énergie du faisceau laser, la chaleur fait fondre la surface, formant ainsi un bain de fusion qui se resolidifie après quelques millisecondes.
On peut rapprocher la soudure laser d’une loupe placée au soleil. Si vous concentrez assez d’énergie sur une surface métallique, vous pouvez la faire fondre et même parfois la vaporiser.
Le flux énergique surfacique est très élevé, ce qui produit une source de chaleur concentrée de millions de watts par cm2. Pour une vitesse de soudure laser élevée ou une pénétration en profondeur, une plus grande puissance laser est nécessaire. La puissance laser est le principal facteur d’augmentation du coût d’une machine.
La soudure laser peut être utilisée sur n’importe quel matériau qui peut fondre et se resolidifier. Par conséquent, elle est non seulement utilisée pour souder des métaux comme l’aluminium, le cuivre ou l’acier inoxydable, mais également pour d’autres types de matériaux, y compris certains types de thermoplastiques, de verres et de composites.
Soudure par conduction et soudure en trou de serrure
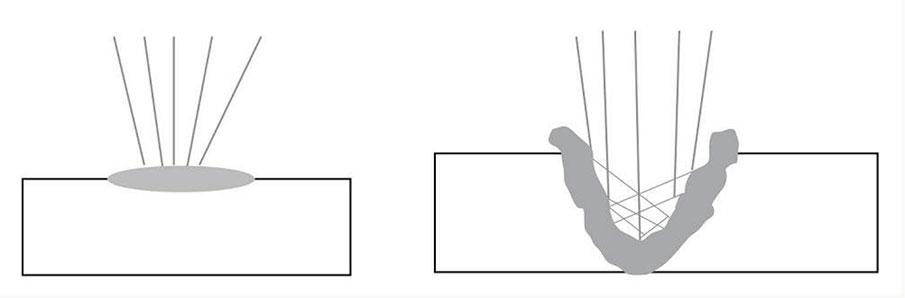
Soudure par conduction (gauche) et soudure en trou de serrure (droite). Image avec l’aimable autorisation de The Fabricator
Les deux principaux types de processus de soudure laser, à savoir la soudure par conduction et la soudure en trou de serrure, fonctionnent différemment.
La soudure par conduction est un processus doux où le faisceau laser fait doucement fondre le métal. Pendant ce type de soudure, la température du métal dépasse son point de fusion pour le faire passer à l’état liquide sans jamais atteindre l’état gazeux. Le transfert thermique à l’intérieur du métal est similaire dans toutes les directions.
La soudure par conduction est plus lente, mais produit des résultats de meilleure qualité sans projections et avec peu de fumées.
La soudure en trou de serrure est un processus rapide, mais agressif. Il consiste à faire fondre et à vaporiser le métal en creusant plus profondément dans le matériau. Le métal atteint sa température de fusion et même sa température de vaporisation à certains endroits. Par conséquent, une partie du bain de fusion atteint l’état gazeux et peut entraîner des projections. Le transfert thermique à l’intérieur du métal est essentiellement perpendiculaire au faisceau laser.
La soudure en trou de serrure est idéale pour les chaînes de production de grand volume parce qu’elle est plus rapide, mais elle peut entraîner une certaine porosité ainsi qu’une zone affectée par la chaleur (ZAC) plus importante.
Soudure de métaux dissemblables
Des métaux dissemblables peuvent être soudés au laser, mais ce processus n’est pas toujours simple ou faisable. Les différents métaux présentent différentes températures de fusion, ils absorbent un différent pourcentage de lumière et ils conduisent la chaleur à des vitesses différentes.
Chez Laserax, nous avons déjà soudé des métaux dissemblables au laser lorsque nous avons soudé des cellules cylindriques et prismatiques sur des busbars pour des batteries de voitures électriques. Dans ces cas-là, nous avons soudé de l’aluminium sur du cuivre nickelé et de l’aluminium sur de l’acier nickelé.
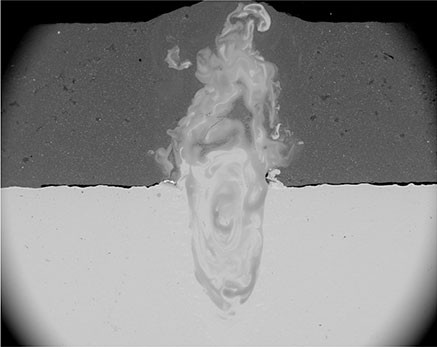
Une coupe transversale (image obtenue avec un microscope à balayage électronique) d’une soudure laser. Un busbar en aluminium d’une épaisseur de 250 μm est soudé sur une cellule cylindrique en acier nickelé de 250 μm.
Lors d’une soudure laser de métaux dissemblables, les deux métaux ne se convertissent pas en un mélange homogène, mais ils se lient au niveau de l’interface entre les deux métaux. Par conséquent, la soudure n’est pas aussi résistante structurellement que lorsque l’on soude des pièces composées du même métal.
Pour résoudre ce problème, deux stratégies s’offrent à vous :
Un métal d’apport peut être utilisé pour renforcer les joints (comme pour d’autres techniques de soudure). Dans ce cas, nous ne parlons pas de soudure laser, mais de brasage laser.
Le faisceau laser peut osciller afin d’aider à fusionner les différents métaux plus lentement. On parle alors d’oscillation du laser et ce processus requiert des composants optiques supplémentaires. L’oscillation du laser présente d’autres avantages. En effet, il élimine les gaz susceptibles de rendre les joints poreux.
Modes à anneaux ajustables
Les modes à anneaux ajustables sont l’une des stratégies les plus efficaces pour limiter les projections.
Alors que l’énergie est généralement concentrée sur un très petit point lors d’une soudure laser, les modes à anneaux permettent de mieux contrôler sa distribution.
Un anneau entourant le point du laser peut être utilisé pour préchauffer la pièce. Cela permet de contrôler plus facilement le bain de fusion et, par conséquent, de limiter les projections.
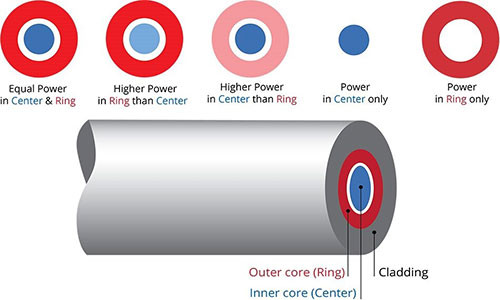
Afin de pouvoir utiliser différents modes à anneaux, un câble à fibre optique doté d’un noyau externe est nécessaire pour projeter un faisceau « externe » (voir image).
Différents modes à anneaux (haut) et le câble à fibre optique utilisé pour ajuster le mode à anneaux (bas). Image avec l’aimable autorisation de Coherent.
Quand la soudure laser a-t-elle été inventée ?
Les premières expérimentations de soudure laser remontent aux années 1960, peu après que Theodore Maiman a élaboré le premier laser. Cependant, il a fallu attendre jusqu’en 1967, après que les chercheurs du Battelle Memorial Institute ont réalisé une démonstration de soudure laser, pour que les fabricants commencent à voir son véritable potentiel en matière d’applications industrielles.
Pour comprendre comment ce processus en est venu à occuper une place si centrale au sein des méthodes de fabrication, nous devons revenir à l’invention du laser en lui-même. Voici quelques avancées technologiques clés qui ont influencé le développement et l’adoption de la soudure laser telle que nous la connaissons aujourd’hui.
1917 : Albert Einstein découvre les émissions stimulées, ce qui fournit les connaissances de base nécessaires pour amplifier la lumière en faisceau laser.
1957 : Gordon Gould développe le cadre théorique du laser.
1960 : Theodore Maiman construit le premier laser, un laser à rubis, ce qui ouvre de nouvelles possibilités d’application.
Années 1960 : différentes expérimentations sont menées afin de démontrer qu’il est possible de souder à l’aide d’un laser.
1962 : les chercheurs de l’American Optical Company utilisent un laser à verre au néodyme pour souder de l’acier et du titane.
1963 : Elias Snitzer élabore le premier laser à fibre optique, bien qu’il soit limité en matière de rendement et d’efficacité en comparaison avec d’autres lasers.
1964 : chez Bell Laboratories, Geusic et coll. inventent le laser Nd-YAG, plus puissant et efficace que les lasers à verre au néodyme.
1967 : des chercheurs démontrent les applications pratiques et la viabilité de la soudure laser au Battelle Memorial Institute. Cela a ouvert la voie à d’autres développements ainsi qu’à une adoption générale.
1970 : à la Western Electric Company, les lasers CO2 sont utilisés pour la première fois pour souder au laser, ce qui permet de gagner en puissance tout en réduisant les coûts en comparaison avec les lasers à l’état solide comme les lasers Nd-YAG.
Années 1980 : des lasers à fibre optique, qui fournissent des faisceaux plus efficaces et de meilleure qualité, qui nécessitent moins d’entretien et qui peuvent être plus facilement intégrés, sont présentés à l’université de Southampton au Royaume-Uni.
Années 1990 : des bras robotiques commencent à être intégrés aux systèmes laser pour automatiser les processus de soudure. La pièce doit alors être placée près de la source laser.
Années 2000 : les avancées de la technologie de laser à fibre optique rendent la soudure laser abordable pour un plus grand nombre de fabricants. Les avancées en matière de tête de balayage ont ouvert la voie à la soudure à distance, permettant ainsi de diriger avec précision les faisceaux laser à distance.
Années 2010 : les systèmes de soudure à distance deviennent de plus en plus réalisables et disponibles sur le marché, permettant l’acheminement de l’énergie laser vers la pièce par l’intermédiaire de câbles à fibres optiques sur de longues distances.
La technologie de soudure laser continue d’évoluer de diverses manières, y compris en matière de puissance laser, de composants optiques, de qualité de faisceau, de têtes de balayage et de systèmes contrôlés par ordinateur.
Quels types de lasers peuvent souder ?
Les lasers les plus utilisés pour souder sont les lasers à fibre optique. Toutefois, d’autres sortes de lasers peuvent également être utilisées, notamment les lasers bleus, les lasers verts, les lasers CO2, les lasers Nd-YAG et les lasers à diode.
Passons à présent en revue chaque type de laser pour comprendre comment ils peuvent être utilisés pour souder.
Type de laser
Caractéristiques
Laser à fibre optique
La technologie la plus éprouvée du marché
Son efficacité énergétique élevée (≈ 30 %) permet d’améliorer la gestion thermique ainsi que de baisser les coûts de fonctionnement.
La longueur d’onde infrarouge est bien absorbée par la plupart des métaux
Le faisceau laser est généré et guidé dans un câble à fibre optique, ce qui permet d’obtenir une qualité de faisceau élevée pour une précision accrue ainsi qu’une plus grande densité énergétique pour une bonne profondeur de pénétration
La faible utilisation de consommables limite l’entretien nécessaire
Une puissance élevée est disponible sans limite apparente
Le design optique permet de les intégrer facilement à des robots ou des machines-outils à commande numérique
Laser CO2
Le premier type de laser jamais utilisé pour les soudures laser dans les applications industrielles
Le faisceau laser ne peut être guidé par un câble à fibre optique. Par conséquent, il est de moins bonne qualité
Les composants optiques ne peuvent pas être intégrés à des robots
Peut souder des pièces circulaires : le laser peut être maintenu en place pendant que la pièce tourne
Un entretien important est nécessaire en raison des consommables
Efficacité énergétique moyenne (≈ 20 %)
Laser Nd-YAG
Technologie éprouvée
Sa faible efficacité énergétique (≈ 5 %) entraîne des problèmes de gestion de la chaleur ainsi que des coûts de fonctionnement élevés
Le faisceau laser peut être guidé par un câble à fibre optique pour gagner en qualité, mais il reste difficile à focaliser sur un petit point
Généralement utilisé pour des réparations de moules où une focalisation plus large ne pose pas de problème
Entretien important et coûteux en raison des consommables qui doivent être remplacés, par exemple les miroirs et les lampes
Laser bleu/vert
Technologie qui doit encore faire ses preuves
Convertit une longueur d’onde infrarouge (1 064 nm) en lumière bleue (400 à 500 nm) ou verte (532 nm)
Étant donné que la conversion provoque des pertes d’énergie, ces lasers présentent une faible efficacité énergétique (≈ 10 %) ainsi qu’une gestion thermique complexe
Très limité en matière de puissance laser en raison de la conversion énergétique inefficace
La longueur d’onde est bien absorbée par le cuivre
Utilisé pour de petits composants électroniques
Laser à diode
Son efficacité énergétique élevée (≈ 40 %) permet d’améliorer la gestion thermique ainsi que de réduire les coûts de fonctionnement.
La qualité du faisceau est très mauvaise et il est difficile à focaliser sur un point de petite taille
Peut être utilisé sur des plastiques
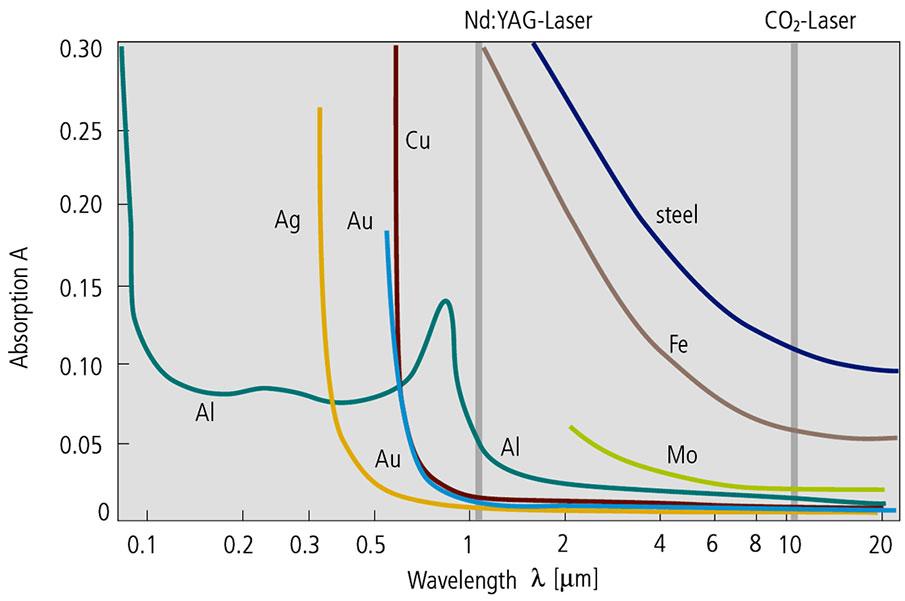
Lorsque vous choisissez un laser, la longueur d’onde est un facteur important à prendre en compte. Chaque type de métal absorbe et réfléchit des longueurs d’onde à différents pourcentages. Si une longueur d’onde est bien absorbée, la puissance laser nécessaire est moindre.
Le graphique ci-dessous fournit un aperçu des types de métaux communs et de leur spectre d’absorption des différentes longueurs d’onde.
La soudure laser présente un grand nombre d’avantages en comparaison avec d’autres méthodes comme les soudures MIG, TIG et avec arc. Intéressons-nous à ses avantages majeurs.
La zone affectée par la chaleur (ZAC) créée est plus petite. L’énergie du faisceau laser est concentrée sur une très petite superficie et elle est déplacée le plus tôt possible. Avec ce niveau de précision et de contrôle, seules les superficies qui doivent être chauffées le sont. Il n’y a aucun apport de chaleur inutile.
Les pièces maintiennent de meilleures propriétés mécaniques. En raison du faible apport de chaleur, les pièces sont moins susceptibles d’être déformées et gauchies. En effet, l’excès de chaleur des autres méthodes dégrade les propriétés mécaniques des pièces. Par conséquent, elles doivent souvent être redressées. Toutefois, cette étape supplémentaire n’est pas nécessaire avec une soudure laser.
Les ingénieurs peuvent concevoir des pièces moins lourdes. Avec d’autres méthodes de soudure, les ingénieurs mécaniques limitent souvent les effets de l’excès de chaleur en concevant des pièces à partir de matériaux plus épais. Cependant, comme les pièces sont chauffées le moins possible avec la soudure laser, on peut privilégier des matériaux plus fins, et ainsi limiter le poids du produit ainsi que les coûts des matériaux. Il s’agit d’un avantage majeur pour les fabricants du secteur aérospatial ou automobile, dont l’un des objectifs clés consiste à réduire le poids du véhicule afin de gagner en autonomie.
De petits composants peuvent être soudés grâce au grand niveau de précision. Il s’agit d’un avantage particulièrement important pour les composants électroniques, les connexions de bornes et des applications similaires.
La soudure laser est plus rapide que les autres processus. Grâce à la technologie laser à fibre optique, les lasers industriels peuvent facilement fonctionner à plusieurs milliers de watts, ce qui est plus que suffisant afin de satisfaire les exigences de production les plus contraignantes.
Étant donné que le processus offre un plus grand contrôle, il permet de réaliser des soudures de meilleure qualité. Pendant les soudures, le chauffage et le refroidissement rapides du matériau permettent de prévenir les problèmes de qualité. Par exemple, la soudure laser présente moins de risques de fragilisation par l’hydrogène. La fragilisation par l’hydrogène se produit lorsque de l’hydrogène pénètre le métal et entraîne des dommages mécaniques. En raison de la rapidité du processus, le temps d’absorption et de diffusion de l’hydrogène est minime.
La soudure laser peut être facilement automatisée grâce à différents facteurs, tels que ses capacités de fonctionnement à distance, son usure minime et sa répétabilité. Par conséquent, cette technologie est très intéressante pour les fabricants qui peinent à trouver des machines à souder spécialisées.
Quels sont les désavantages de la soudure laser ?
La soudure laser présente peu de désavantages, mais il est tout de même important de les prendre en considération et d’y répondre. Examinons-les de plus près.
Le laser peut poser de sérieux problèmes de sécurité pendant la soudure. Le faisceau laser et sa réflexion peuvent provoquer des lésions oculaires, des brûlures cutanées et des risques d’incendie. Idéalement, les lasers sont enfermés dans une enceinte de sécurité de laser de classe 1 contenant le faisceau laser et ses réflexions.
Dans certaines applications, cela peut entraîner des maux de tête. De telles enceintes peuvent s’avérer trop petites pour contenir certaines pièces ou structures de grande taille, comme des bateaux. D’autres solutions que les enceintes peuvent être envisagées afin de contenir le faisceau (par exemple, certaines solutions utilisent des outils de fixation pour bloquer le faisceau).
Des dispositifs portatifs peuvent présenter des risques pour les opérateurs. Par conséquent, ces derniers doivent porter des EPI et suivre des mesures de contrôle de la sécurité du laser.
Le premier investissement peut également s’avérer particulièrement élevé. Même si son coût continue de baisser, ce type de laser est toujours plus cher que les autres. Si l’on prend également en compte le fait que la plupart des fabricants recherchent des solutions automatisées, un investissement conséquent est nécessaire.
Exemples de machines de soudure laser
Machine de soudure laser pour batteries
Cette machine laser pour batteries est une solution entièrement fermée permettant de surmonter les défis que présente la soudure de batteries, comme l’adaptabilité des fixations, la qualité et la vitesse. Elle utilise des robots SCARA pour effectuer la fixation de manière très rapide et précise.
Système portatif
Ce système portatif fournit un exemple de la façon dont les produits de soudure laser deviennent de plus en plus accessibles pour un plus grand nombre de fabricants.
Machine de soudure assistée par robot (soudure à distance)
Cette machine illustre à quel point il est facile d’automatiser la soudure laser avec une soudure à distance, des appareils rotatifs et une manipulation robotisée de la tête du laser.
Soudure de châssis de voitures assistée par robot
Pour les pièces plus imposantes, comme les châssis de voitures, l’enfermement du processus de soudure peut présenter des problèmes d’utilisation de l’espace et de coûts. Cette machine résout ce problème en enfermant le faisceau et ses réflexions dans un outil de fixation finement conçu. Ainsi, elle garantit une sécurité optimale sans requérir d’enceinte.
Conclusion
Avec sa précision, sa vitesse et son haut niveau de contrôle, la soudure laser offre des possibilités exceptionnelles. Pour les fabricants qui ne sont pas familiers avec cette technologie, il est important de parler de votre application avec un expert qui pourra vous aider à :
repenser votre produit en tenant compte de la soudure laser ;
évaluer si la soudure laser est une solution qui vous conviendra ;
réaliser des études de faisabilité ;
comprendre les implications et les coûts de son intégration.
Si vous souhaitez utiliser la soudure laser sur des batteries, contacter un expert Laserax pour parler de vos besoins.
Patrick Martel est le directeur de la physique appliquée chez Novika Solutions, un centre de recherche qui aide les fabricants à évaluer le prix de l’intégration de la technologie de soudure laser. Il a formé de nombreux fabricants à la soudure laser afin qu’ils maîtrisent parfaitement cette technologie.
Catherine est titulaire d’un baccalauréat en génie physique et d’une maîtrise en physique. Elle a obtenu sa maîtrise en partenariat avec Laserax afin de développer des solutions industrielles pour la texturation laser de surfaces métalliques. Elle occupe aujourd’hui le poste de superviseur du laboratoire d’applications chez Laserax, où elle supervise l’équipe chargée de tester et d’optimiser les processus laser pour les clients.
Il n’y a pas si longtemps, les lasers CO2 étaient les seuls lasers disponibles pour la soudure laser, et ils présentaient d’importantes limitations en matière d’automatisation. L’arrivée de la technologie de laser à fibre optique a drastiquement modifié le paysage, en offrant une grande vitesse, une précision élevée, un entretien minimal et une stabilité à toute épreuve malgré les mouvements et les vibrations.
Le soudage laser est une technologie de soudage hautement précise et efficace utilisée dans diverses industries, notamment l’automobile, l’aérospatiale et la fabrication de matériel médical. Il offre une pénétration profonde, des vitesses de soudage élevées et une distorsion thermique minimale, ce qui en fait un choix idéal pour les applications nécessitant précision, rapidité et répétabilité.
L’intégrité d’une soudure dépend fortement de la préparation de la surface. L’aluminium a naturellement tendance à former de l’oxyde, et même une fine couche peut entraîner des défauts de soudure. L’oxyde et la contamination potentielle par des huiles, des lubrifiants, des peintures et des particules peuvent créer des bulles d’air emprisonnées à l’intérieur des matériaux, ce qui a un impact sur le processus de collage.