Som en del av mitt arbete som teknisk konsult har jag haft möjlighet att arbeta med alla aspekter av tillverkning och konstruktion av batterier till elfordon.
Batteriet är den dyraste delen i en elbil, så en tillförlitlig tillverkningsprocess är viktig för att förhindra kostsamma defekter. Det finns också en stor efterfrågan på batterier till elfordon, vilket sätter press på tillverkarna att maximera produktionen utan att kompromissa med kvaliteten. Därför används robotautomatisering nästan överallt inom batteritillverkningen.
Tillverkningsprocessen för elbatterier omfattar många steg. Innan vi går igenom varje steg ska vi ta en titt på battericellernas struktur.
Den viktigaste komponenten i ett EV-batteri är cellen. Det är i cellerna som batteriets energi lagras. Även om det finns olika kemiska sammansättningar är litiumjonbatterier de vanligaste på marknaden eftersom de erbjuder den bästa avvägningen mellan energitäthet och kostnad.
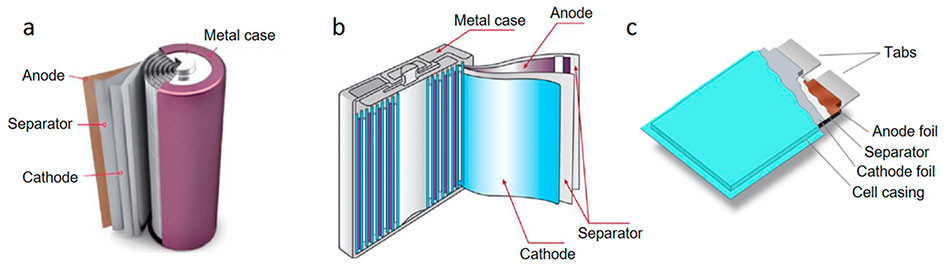
Tre typer av EV-battericeller tillverkas: cylindriska celler, prismatiska celler och påsceller. Cylindriska celler är överlägset populärast, men prismatiska celler spelar också en viktig roll.
Alla typer av celler innehåller följande komponenter, som monteras på liknande sätt.
Elektrodark är metallfolier (kända som strömavledare) belagda med en pasta som innehåller material som grafit, järn, kol och litiumämnen. Två typer tillverkas: anoder är gjorda av koppar och leder den negativa strömmen, och katoder är gjorda av aluminium och leder den positiva strömmen.
Separatorark är tillverkade av ett poröst material (vanligtvis polyolefin) som gör att de kan doppas i flytande elektrolyt. De placeras mellan elektrodarken för att skapa en fysisk barriär som förhindrar kortslutningar.
Flytande elektrolyt hälls in i cellerna och absorberas av separatorarken. Den gör det möjligt för den elektriska strömmen att passera genom separatorerna.
Cellhöljen är vanligtvis tillverkade av förnicklat stål, eftersom förnicklingen förhindrar att stålet reagerar med elektrolyten. Höljen kan också tillverkas av aluminium av samma anledning.
En beläggning som kallas slurry appliceras på strömavtagare för att hjälpa till att producera och leda elektricitet. Slurryn är en homogen pasta som blandas under vakuum för att säkerställa att den inte innehåller luftbubblor eller fukt.
Här är vad den innehåller:
Bindemedel för att binda samman alla ingredienser;
Aktiva material för att producera elektrisk energi;
Ledande material för att öka den elektriska ledningsförmågan.
Slurryn innehåller inte samma material för anoden och katoden. I litiumjonbatterier innehåller den till exempel litiummetalloxid för katoden och grafit för anoden.
Innan blandningen mäts och valideras egenskaperna hos de råmaterial som används i slurryn.
2. Beläggning & kalandrering
När slurryn är klar beläggs elektrodarken med den i en maskin som kallas beläggningsmaskin. Här är de olika momenten som utförs under denna process:
Hällning: Blandningen hälls på arken
Skrapning: Överskottsslam (eller pasta) skrapas bort från arken
Torkning: Den kvarvarande pastan torkas
Kalandrering: Arket pressas med en valspress för att uppnå rätt porositet och tjocklek
3. Skärning av arken
Elektrodarken skärs så att de får exakt den form som behövs. Arken måste inte bara passa in i höljet, utan de måste också uppfylla specifika formfaktorer.
För cylindriska celler är arken långa och smala för att kunna formas till en rulle.
För prismatiska celler är arken rektangulära för att passa in i den lådliknande strukturen.
För påsceller måste den rektangulära formen stämma överens med påsens kanter.
Laserskärning är den teknik som vanligtvis används för volymproduktion. I mindre produktionslinjer eller R&D-laboratorier används även stansmaskiner.
4. Identifiering för spårbarhet
Lasermärkning används för att permanent märka anod- och katodplåtarna med 2D-koder. Detta kommer att användas för att:
Optimera prestandan genom att gruppera celler som har samma elektriska och mekaniska egenskaper;
Veta vilka celler som finns i batterimoduler och batteripaket när de skannas;
Spåra var cellerna befinner sig i leveranskedjan om ett produktionsproblem identifieras.
5. Stapling
Elektrod- och separatorarken bildar det som kallas en stapel. Stapeln är en serie ark som alternerar (anod, separator, katod, separator, etc.) Stapeln kommer senare att sättas in i cellhöljet, oavsett om det är ett cylindriskt hölje, ett prismatiskt hölje eller en påse.
Olika metoder används för att skapa dessa staplar:
Enskiktsstapling: Skikten placeras ett efter ett på stapeln.
Upprullning: Skikten placeras på rullar och en ”stapelhållare” roterar för att rulla upp skikten på den. För cylindriska celler har stapelhållaren en cylindrisk form.
Z-vikning med enkel elektrod: Anoder och katoder placeras omväxlande på en rulle med separatorark.
Z-vikning: Arkrullarna viks ihop genom att arken dras i en rörelse från vänster till höger.
6. Folie-till-flik-svetsning
En metallremsa svetsas fast på anodstacken av kopparfolier och en annan på katodstacken av aluminiumfolier. Både ultraljudssvetsning och lasersvetsning kan användas för att göra dessa anslutningar. Dessa metallremsor (eller flikar) ansluts sedan till cellernas poler och kopplas senare till en samlingsskena för att skapa en elektrisk krets.
7. Fyllning, avgasning och försegling
Elektrolyt hälls in i höljet och absorberas av separatorarken. Valet av elektrolytens kemiska sammansättning är viktigt för batteriets prestanda. Till exempel kan tillsatser användas för att påverka faktorer som viskositet och förbättra konduktiviteten.
Efter att elektrolyten har hällts i och absorberats avlägsnas luftbubblor i en vakuumkammare. Detta steg kallas avgasning och säkerställer att elektrolyten fördelas jämnt.
Höljet förseglas sedan hermetiskt med hjälp av metoder som krympning, lasersvetsning, ultraljudssvetsning eller värmeförsegling.
8. Formning, inspektion och gruppering
Formning innebär den initiala laddningen och testningen av battericellerna. Under detta steg kopplas cellerna samman och genomgår flera laddnings- och urladdningscykler (med viloperioder däremellan) som hjälper till att fastställa cellernas elektrokemiska egenskaper.
Det sista steget i celltillverkningen (före modul- och packmontering) är cellinspektion.
Efter formningen genomgår cellerna slutliga tester för att verifiera deras elektriska egenskaper såsom kapacitet, spänning och inre resistans. Mekaniska egenskaper valideras också med bildkameror. Celler som inte uppfyller kraven kasseras.
Celler med liknande egenskaper grupperas tillsammans. De kommer att monteras i samma moduler för att säkerställa hög prestanda för modulen som helhet.
Vid montering av batterimoduler och batteripaket appliceras tätningsmedel och lim med hjälp av en dispenser. Lim används för att fästa ihop komponenter samtidigt som det ger ytterligare egenskaper som värmeledningsförmåga, elektrisk ledningsförmåga eller isolering.
De appliceras på batterihus, cellhöljen och andra komponenter som kylrör. Härdningstiden kontrolleras med aktiva metoder som UV-ljushärdning för att förhindra fördröjningar.
För att maximera hållfastheten hos limfogarna används laserbehandling av ytan innan lim och tätningsmedel appliceras. Denna process avlägsnar alla föroreningar och kan vid behov modifiera ytans grovhet.
10. Lasersvetsning av flikar till samlingsskena
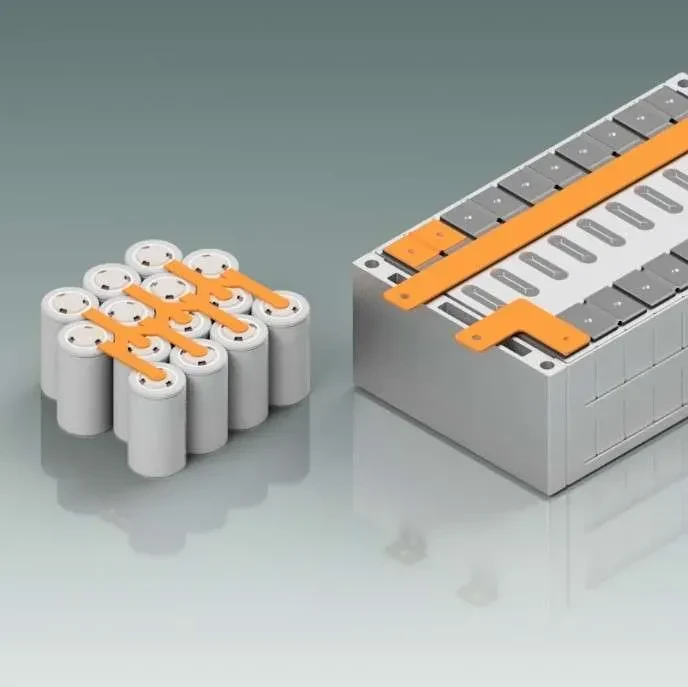
De positiva och negativa anslutningarna på varje cell är kopplade till en samlingsskena för att skapa en komplett elektrisk krets. Samlingsskenan är en metallplåt som kopplar samman alla celler och förenar dem i serie- och parallellkretsar. Kombinationen av dessa anslutningar används för att uppnå specifik spänning och kapacitet.
Dessa anslutningar gjordes tidigare med ultraljudsbaserade trådbindare, men de görs allt oftare med lasersvetsmaskiner eftersom de är snabbare och inte utsätter cellerna för mekanisk påfrestning i form av intensiva vibrationer. Därför använder biltillverkare endast lasersvetsare för cylindriska celler.
När batteripaketet är monterat måste andra komponenter som är nödvändiga för att batteriet ska fungera väl integreras.
Batterihanteringssystem: Batterihanteringssystemet (BMS) är en dator som hanterar alla batteriets funktioner och kommunicerar med andra drivlinjekomponenter såsom laddaren, växelriktaren och fordonets styrenhet. BMS har en egen oberoende elektrisk krets. Ett stort antal sensorer är installerade på viktiga platser i batteripaketet för att övervaka celler och värme, och en kabelhärva ansluter dessa sensorer till BMS.
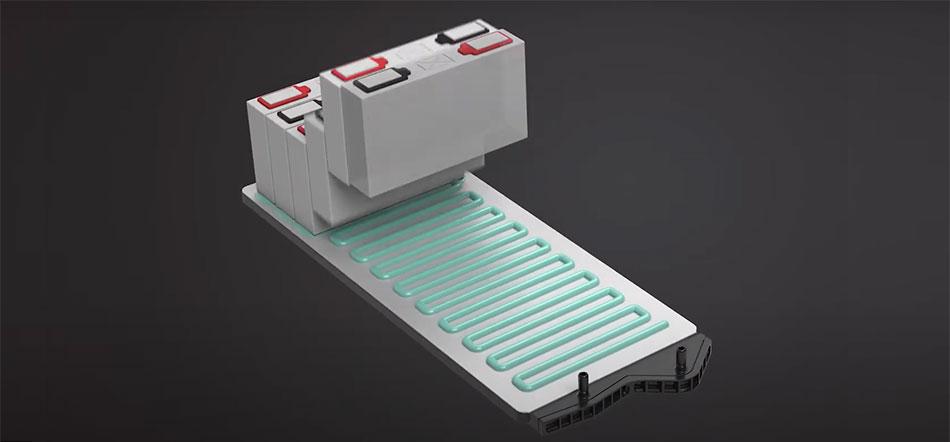
Hydrauliska anslutningar: Olika termiska och hydrauliska anslutningar används för att styra flödet och fördelningen av kylvätska i batteriet. Batteriets värmehanteringssystem omfattar rör, pumpar, ventiler och andra komponenter som måste installeras och anslutas till batterihanteringssystemet.
Brandskydd: Endoterma beläggningar appliceras på celler och moduler för att absorbera värme och bidra till att reglera batteriets temperatur. De fungerar som flamskyddsmedel genom att absorbera värme och blockera lågor i händelse av en termisk runaway. De bidrar också till att förbättra batteriets prestanda, säkerhet och livslängd.
Slutlig validering: En serie tester validerar att allt är korrekt anslutet, att spänningarna är korrekta, att det inte finns några läckor i kylsystemet och att batterihuset är vattentätt.
Laserlösningar för tillverkning av EV-batterier
Laserax tillhandahåller laserlösningar för tillverkning av EV-batterier. Du kan läsa mer om våra lösningar här. Eller kontakta oss om du vill diskutera något av följande:
Lasersvetsning av anslutningar mellan anslutningsplattor och samlingsskenor
Laserrengöring före ultraljudsbindning eller svetsning
Laserbehandling av ytor för termiska och strukturella lim
Teknisk expert och konsult inom batterier och elektriska framdrivningssystem, Stéphane har en examen i fysik med inriktning mot fotonik, optik, elektronik, robotik och akustik. Engagerad i omställningen till elfordon har han utvecklat industriella batteripaket för elcyklar. På fritiden driver han en YouTube-kanal om allt som rör el.
Även om litiumjonbatterier dominerar marknaden för elfordon finns det fortsatt oro över brist på råvaror, kostnader samt utvinnings- och gruvdrift. Litiumproduktion är dyr och inte särskilt miljövänlig.
Litiumjonbatterier har drivit våra enheter och elfordon i åratal, men fastfasbatterier hyllas nu som nästa stora grej. Men hur korrekt är det påståendet?
Pouch-celler introducerades 1995 och har alltid haft en unik design, där batteriet är inneslutet i en mjuk plastfilm istället för ett styvt hölje som hos cylindriska och prismatiska celler.
I den här artikeln diskuterar vi hur de har utvecklats genom åren och vart de är på väg.