I produktionslinjerna för elbilsbatterier utgör svetsningen av kopplingarna mellan cellerna en flaskhals. Varje modul kräver hundratals, ibland tusentals, mikrosvetsar som alla måste kontrolleras för att säkerställa kvalitet och säkerhet – och det finns inget utrymme för fel. Litiumjonbatterier används i personbilar och måste uppfylla höga säkerhetskrav.
Batteritillverkarna står inför en svår utmaning: de måste öka produktionen kraftigt samtidigt som de upprätthåller strikta kvalitetskrav.
Även om lasersvetsning är känd för sin förmåga att producera högkvalitativa svetsar i hög hastighet, medför integreringen av denna teknik i produktionslinjerna för elbilsbatterier unika utmaningar. Elbilstillverkare måste samarbeta med laser- och automatiseringsexperter som vet hur man hanterar dessa utmaningar om de vill:
1. Klämningen måste vara anpassningsbar för att optimera laserprocessen
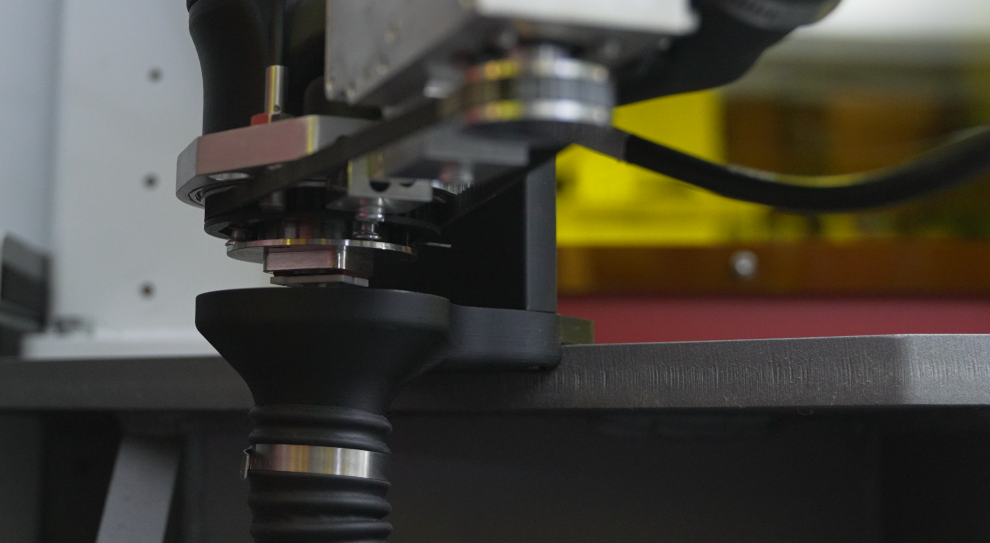
4 SCARA-robotar som används samtidigt för dynamisk klämning
Precis som alla svetsprocesser kräver lasersvetsning fixturering för att säkerställa att det inte finns något mellanrum mellan strömavtagaren och polerna. Men fixtureringen är mer komplex i produktionslinjerna för elbilbatterier.
Den måste anpassas till följande variationer som uppstår under produktionen:
Variationer: Under tillverkningen är batterimodulerna aldrig perfekta. Celler och samlingsskenor har små positionsvariationer som kan påverka klämmans kvalitet. För att svetsa med precision måste klämsystemet kunna hantera dessa variationer som kan uppstå vid varje enskild svetsposition.
Konstruktionsändringar: Batterikonstruktioner förändras hela tiden. Om svetsarnas position och höjd ändras under dessa förändringar måste klämningen anpassas.
Flera produkter: Ett anpassningsbart klämsystem är avgörande för att kunna byta från en produktionsmodell till en annan. Det måste vara enkelt att anpassa klämsystemet för att undvika att produktionslinjen saktas ner.
Utan dessa anpassningar uppstår kvalitetsproblem, eller så saktas produktionen ner på grund av justeringar av klämningen.
Det finns två allmänna tillvägagångssätt för fixturering vid batterisvetsning:
Dynamisk fixturering: fixtureringsverktyg kan monteras på ställdon, portaler eller robotarmar för att flytta dem med maximal flexibilitet på alla axlar. I kombination med bildbehandling kan dessa enheter utföra automatiska justeringar för lokala avvikelser. De kan också köra olika program för att anpassa sig till designförändringar och olika delmodeller. De olika metoderna för dynamisk fixturering fungerar med olika hastigheter, där robotarmar är snabbast.
Fixtureringsplattor: En fixtureringsplatta kan användas för att utöva tryck mot alla svetspositioner samtidigt. Denna lösning är snabb, men det är svårare att justera för avvikelser. Denna brist på flexibilitet tvingar tillverkare att konstruera moduler med snävare toleranser (svårare att tillverka) så att svetsningen kan fungera med mindre avvikelser. Om det sker konstruktionsändringar eller om mer än en komponentmodell tillverkas måste olika klämplattor användas varje gång.
En viktig skillnad mellan dynamiska verktyg och statiska plattor är att plattor begränsar det tillgängliga utrymmet för klämapparaten. Med dynamisk klämning kan klämverktygen vara större än de celler som svetsas. Detta gör det möjligt att montera ytterligare komponenter med klämsystemet för att lättare hantera variationer mellan cellerna.
Med vår lasersvetsmaskin för batterier valde vi dynamisk klämning eftersom vi anser att det krävs för att uppnå en hög utbyte på mer än 99,999 % godkända svetsar. Eftersom dynamisk klämning vanligtvis är en långsammare metod, var vi tvungna att arbeta extra hårt för att se till att lasersvetsningen inte får vänta på klämverktygen. Det är där SCARA-robotar kommer in i bilden.
Vi använder upp till 8 SCARA-robotar (beroende på modulens storlek och den cykeltid som krävs) som var och en bär ett klämverktyg. Dessa robotar kan röra sig oberoende av varandra för att klämma fast nästa svetsar i förväg medan en annan svetsning utförs.
Med robotar finns extra utrymme tillgängligt för:
Ett rökutsugsmunstycke (monterat på robotarmarna) för att lokalt suga upp damm och rök nära laserprocessen.
En luftfläkt för att leda föroreningar mot utsugsmunstycket.
En skyddsgas (t.ex. argon) som tillförs direkt i svetszonen (vid behov)
2. Bildbehandlingen måste vara precis utan att kompromissa med hastigheten
XYZ-mått för flera celler
Små avvikelser och positionsvariationer i celler och samlingsskenor måste mätas av ett visionssystem för att anpassa laserprocessen och fixtureringen.
Här är kraven på ett bra visionssystem för batterisvetsning:
X-Y-Z-mätningar: Visionssystem måste kunna lokalisera varje cells position. Medan X-Y-mätningar är nödvändiga för att klämma fast och svetsa cellerna korrekt, säkerställer Z-mätningar (höjd) att lasersvetsningen är i fokus och att fixtureringen är god. Flera metoder (vision eller annat) kan användas för att erhålla X-Y-Z-mätningar, såsom 3D-stereoskopisk vision, OCT-mätningar och mekaniska mätningar.
Hastighet: Visionsanalys utförs före laserprocessen. Den måste utföras snabbt för att inte förlänga cykeltiden för mycket.
Hög upplösning: Mätningar med hög upplösning är nödvändiga för att anpassa laserprocessen och fixtureringen till cellernas snäva toleranser.
Belysning: Jämn belysning i svetscellen säkerställer att bildkamerorna kan se alla zoner och inte förväxlar ett element med ett annat.
Synfält: Ett större synfält gör det möjligt att mäta positionen för flera celler samtidigt, vilket bidrar till att vision kan utföras snabbare än att analysera enskilda cellpositioner en i taget.
Modulintegritet: Visionssystemet måste validera korrekt placering av samlingsskenor (och andra komponenter) för att säkerställa att svetsning utförs på en korrekt monterad modul. Detta förhindrar att skrot uppstår.
Vissa lasersvetsningslösningar använder bildbehandling för att analysera en cellposition i taget. Även om denna metod erbjuder högsta möjliga upplösning, lägger den till värdefulla sekunder till processen och skapar en flaskhals när det är dags att skala upp produktionen.
Utmaningen med bildbehandling är att göra den snabb utan att kompromissa med kvaliteten – eller utan att kompromissa för mycket med kvaliteten. Det är möjligt att minska kamerans upplösning, lägga mindre tid på bildbehandling och ändå generera konsekventa resultat som uppfyller tillverkningstoleranserna.
När vi utformade vår lösning fann vi att det är bättre att analysera en grupp celler samtidigt inom ett stort synfält. Med 21700-battericeller analyserar vi till exempel den individuella positionen för 150 celler samtidigt, och går sedan vidare till att analysera en annan grupp celler. Med denna metod kan vi vinna upp till 50 ms per cell. Denna metod maximerar laserns drifttid utan att påverka svetsarnas kvalitet.
3. Utveckling av laserprocessen är ett nödvändigt steg
Lasersvetsning av batterier är mycket mer komplicerat än traditionell grovsvetsning (som med bilramar). Varje tillämpning har unika och avancerade krav som gör det omöjligt att använda en fördefinierad lasersvetsprocess.
Laserprocessen måste utvecklas och optimeras för varje användningsfall. Parametrar som spotstorlek, skanningshastighet, wobbling och effekt måste kontrolleras noggrant för varje tillämpning.
Känsliga komponenter: Värme som alstras av lasern kan orsaka allvarliga skador på batterier, vilket leder till problem som kortslutningar, explosioner eller permanenta skador. Det är viktigt att kontrollera olika laserparametrar för att minimera värmen och styra processen med precision.
Svetsningsegenskaper: Svetsarna måste vara tillräckligt starka för att uppfylla de erforderliga produktspecifikationerna för avskalnings- och skjuvhållfasthet. Samtidigt måste svetsdjupet analyseras för att säkerställa att penetrationen ligger inom de angivna gränserna.
Elektrisk resistans: Elektrisk resistans i svetsfogarna genererar värme under laddningscykler och minskar batteriets effektivitet. Det måste vara minimalt och jämnt för att optimera räckvidd och värmehantering.
Åldrande: En bra svets just nu räcker inte. Åldringstester måste utföras för att validera svetsarnas långsiktiga prestanda.
4. Svetsmaskinen måste hållas ren
Ett utsugssystem installerat precis under klämsystemet för att suga upp rök, damm och stänk så nära lasersvetsningen som möjligt
Att hålla lasersvetsmaskinen ren är avgörande för att säkerställa svetsarnas kvalitet. Damm, rök och stänk kan orsaka följande allvarliga problem:
Kortslutningar: Eftersom det rör sig om elektriska komponenter kan förorenade batterier orsaka kortslutningar och leda till termisk överhettning.
Termisk linsning: På grund av den höga effekten som används vid lasersvetsning (vanligtvis 1 kW) är det mer sannolikt att föroreningar på skyddsfönstret orsakar termisk linsning, vilket är när värmen som genereras av laserstrålen skapar en linsningseffekt. Termisk linsning är ett allvarligt problem eftersom det kan påverka laserstrålens precision och energitäthet.
Det är viktigt att vidta rätt åtgärder för att kontrollera svetscellens renhet. Här är vad som behöver göras:
Lokal utsugning: Rök, damm och stänk måste sugs upp så nära svetsprocessen som möjligt. Vår batteridrivna lasersvetsmaskin uppnår detta genom att fästa utsugsmunstycket på klämverktyget.
Rengöring av klämverktyg: Klämverktyg måste rengöras regelbundet så att de inte förorenar svetsfogarna.
Luftblåsning: Luftblåsare kan användas för att leda damm och rök mot utsugsmunstycket. De kan också användas för att förhindra att föroreningar ansamlas och fastnar på linsens skyddsfönster.
5. Allt måste kalibreras
Flera komponenter som samverkar vid lasersvetsning
Många komponenter samverkar vid svetsning av batterier. Laserhuvudet, bildkamerorna, portalsystemet, robotarna och klämverktygen måste alla kommunicera och samordna sina åtgärder. De måste kalibreras med hög precision inom samma koordinatsystem för att säkerställa att svetsningen förblir noggrann.
För att kalibrera alla dessa element tillsammans kan en fördefinierad kalibreringssekvens ge steg-för-steg-vägledning. Därefter måste periodiska kalibreringsjusteringar utföras för att säkerställa kalibreringsstabiliteten över tid.
6. Manuell modulinspektion är nödvändig
Med dagens svetsteknik i produktionslinjerna för EV-batterier skickas upp till 100 % av de svetsade modulerna för manuell inspektion. Under detta steg inspekterar en operatör manuellt svetsar som misstänks vara defekta. Ibland inspekteras varje enskild svets manuellt som en del av kvalitetssäkringsprocessen. Detta kan innebära att man utför elektriska motståndstester, mikroskopiska analyser och andra typer av manuella inspektioner.
Manuell inspektion är – för många batteritillverkare – ett nödvändigt steg för att på ett tillförlitligt sätt kontrollera kvaliteten och upptäcka svetsfel. Även när maskiner upptäcker defekta svetsar faller tillverkarna fortfarande tillbaka på manuella inspektioner för att bekräfta att svetsarna verkligen är defekta. När allt kommer omkring vill ingen göra om svetsar som är helt felfria (falska negativa).
Om det krävs så många manuella inspektioner beror det på att övervakningen under tillverkningen inte är där den borde vara.
7. Övervakningen under tillverkningen måste bli mer tillförlitlig
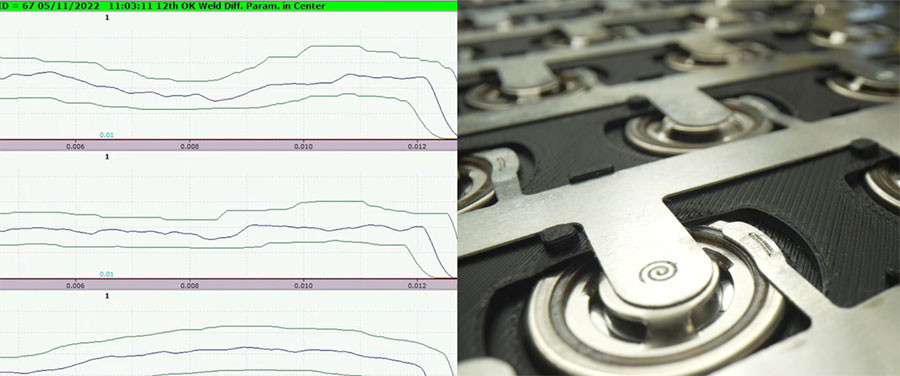
Realtidsdata för svetsövervakning från ett LWM-system
För att tillverka batterimoduler i stor skala är det viktigt att så få moduler som möjligt skickas vidare för manuell inspektion. För detta måste tillverkarna vara 100 % säkra på att modulerna inte har några svetsfel.
För att vara säker på att en modul är perfekt och inte behöver manuell inspektion måste övervakningen under tillverkningen uppfylla följande kriterier:
Alla dåliga svetsar måste identifieras med absolut säkerhet.
Det får inte förekomma några falska negativa resultat (dvs. när en bra svetsning flaggas som defekt)
Låt oss titta på de möjligheter som finns för tillverkare när det gäller att övervaka svetsar direkt i produktionslinjen.
Svetsövervakning i realtid
Svetsövervakningssystem i realtid, såsom LWM- och LDD-system, använder feedback från svetsoperationen för att upptäcka svetsfel.
LWM-system fångar upp signaler som avges under lasersvetsning för att identifiera dåliga svetsar. Dessa AI-system måste tränas på vad som utgör en bra svets. Korrekt konfiguration är nyckeln till att få bra och konsekventa resultat. Här är några viktiga egenskaper hos LWM-system:
Kompatibla med många typer av laserkällor. De är lättare att integrera med befintliga system.
Kompatibla med stora synfält, vilket gör det möjligt att maximera processhastigheten.
Beprövade i befintliga produktionslinjer för elbilar och batterier.
LDD-system använder OCT-avbildningstekniker för att mäta direkta egenskaper hos svetsarna, såsom svetsgenomträngning och svetsfogens position. Det faktum att de ger mätningar på konkreta saker gör dem lättare att förstå. Här är några viktiga egenskaper hos LDD-system:
Ger kvantitativa mätningar.
Begränsade till små synfält, vilket generellt sett begränsar processhastigheten.
Fungerar endast med tillverkarens laserkällor och optiska komponenter.
System för svetsövervakning i realtid kan installeras i svetscellen för att analysera svetskvaliteten samtidigt som svetsningen pågår, utan att det tar extra tid.
Automatiserade testtekniker
Andra metoder för att validera svetskvaliteten inkluderar automatiserade testtekniker (som resistansmätningar, infraröd termografi och bildanalys). Dessa metoder används för att direkt identifiera defekter.
Automatiserade tester är mer komplicerade att genomföra vid hög hastighet eftersom de kräver att en extra station sätts upp i produktionslinjen. För resistansmätningar och infraröd termografi måste till exempel en komplex uppställning förberedas för att leda en elektrisk ström genom batteriet och mäta resultaten.
8. Omarbetning av svetsar får inte bromsa produktionslinjen
En batterimodul som skickas för omarbetning i en svetsmaskin
När defekta svetsar upptäcks gör tillverkarna allt för att inte skrota hela modulen. Moduler är dyra och att skrota en kostar tusentals dollar. Om bara en modul skrotas varje timme kan detta innebära miljoner dollar varje år.
Av denna anledning måste defekta svetsar omarbetas i produktionslinjen så tidigt som möjligt.
För att säkerställa att omarbetningen inte saktar ner produktionslinjens genomströmning är det viktigt att upptäcka dåliga svetsar så snart som möjligt.
Om defekta svetsar upptäcks under svetsningen med hjälp av ett realtidsövervakningssystem kan de ibland omarbetas direkt med en andra svetscykel. Detta säkerställer att cykeltiden optimeras genom att behovet av att ta ut och sätta in modulen i maskinen för omarbetning elimineras.
Om defekta svetsar identifieras senare, till exempel vid manuell inspektion eller med hjälp av en automatiserad testteknik, tenderar omarbetningen att belasta cykeltiden, eftersom modulerna måste skickas tillbaka till svetscellen.
9. Hela resan: Design, prototyputveckling, förproduktion och fullskalig produktion
Lasersvetsning erbjuder möjligheten att generera tusentals bra svetsar på några sekunder. Det är den idealiska lösningen för att producera batterimoduler i stor skala, men det innebär många aspekter som behöver optimeras.
Utvecklingen av batterimoduler är en process i flera steg som börjar med design, flera steg av prototyputveckling, förproduktion och fullskalig produktion.
För tillverkare som vill börja producera moduler kan detta verka överväldigande. Det kan vara frestande att köpa en liten lasersvetsmaskin för att börja producera ett litet antal moduler, men det är ett kostsamt misstag. Billigare lösningar är inte optimerade. När det är dags att skala upp produktionen måste du börja om helt med din svetsprocess.
För att producera ett begränsat antal moduler är det bäst att inte köpa en maskin som inte motsvarar dina långsiktiga mål. I det fallet erbjuder en lasersvetsningstjänst följande fördelar:
Komplett laserprocess som inkluderar fixturering, vision och mer för att skala upp på lång sikt
Inget behov av att vänta på att en maskin ska börja producera (kort ledtid)
Kostnadseffektiv lösning (billigare än att köpa en maskin)
Produktutvecklingen går snabbare (inget behov av att oroa sig för svetsningen)
Med en doktorsexamen i laserbearbetning är Alex en av de två lasexperter som grundade Laserax. Han är idag vice vd och teknikchef (CTO) och leder teamet som utvecklar laserprocesser för applikationer inom lasermärkning, rengöring, texturering och svetsning.
Även om litiumjonbatterier dominerar marknaden för elfordon finns det fortsatt oro över brist på råvaror, kostnader samt utvinnings- och gruvdrift. Litiumproduktion är dyr och inte särskilt miljövänlig.
Litiumjonbatterier har drivit våra enheter och elfordon i åratal, men fastfasbatterier hyllas nu som nästa stora grej. Men hur korrekt är det påståendet?
Pouch-celler introducerades 1995 och har alltid haft en unik design, där batteriet är inneslutet i en mjuk plastfilm istället för ett styvt hölje som hos cylindriska och prismatiska celler.
I den här artikeln diskuterar vi hur de har utvecklats genom åren och vart de är på väg.