E-coatingprocessen: Hur den fungerar och bästa praxis

E-coatingprocessen, även känd som elektrobeläggning, är en mycket tillförlitlig metod för att skydda metalldelar mot korrosion, UV-strålning och slitage.
Tack vare den jämna täckningen, den exakta tjocklekskontrollen och den höga kostnadseffektiviteten används den i stor utsträckning inom bil-, flyg- och rymdindustrin samt inom tillverkningen av tung utrustning.
Genom att förstå hur e-coating fungerar och hur man optimerar det kan du uppnå optimal genomströmning, minska antalet defekter och uppnå högkvalitativa beläggningar.
Innehållsförteckning
- Vad är elektrocoating och hur fungerar det?
- Steg i E-coatingprocessen
- Fördelar med e-beläggning (jämfört med andra metoder)
- Hur man uppnår optimal elektrodeposition
- Intresserad av laserlösningar?
Vad är elektrobeläggning och hur fungerar det?
Elektrobeläggning är en process som använder elektrisk ström för att applicera en jämn, skyddande färgfilm på metalldelar.
Till skillnad från andra vanliga metoder som sprutmålning och pulverlackering säkerställer elektrobeläggning att svåråtkomliga områden, såsom inre hålrum, djupa fördjupningar eller kanter, täcks jämnt, vilket gör den idealisk för komplexa delar.
Processen innebär att delarna nedsänks i ett elektrobeläggningsbad, en vattenbaserad beläggningslösning som innehåller suspenderade färgpartiklar.
Eftersom delarna och färgpartiklarna har motsatta elektriska laddningar leder en exakt elektrisk ström till att e-coat-systemet applicerar färg och bildar en jämn beläggning på metallytan tills önskad filmtjocklek uppnås.
Spänningsnivån i e-coat-badet kan ge olika filmtjocklekar:
- Tunn film (12–25 mikron): En tunn film ger bra korrosionsskydd för interiördelar eller delar som kommer att få ytterligare beläggning.
- Medeltjock film (26–35 mikron): En medeltjock film förbättrar avsevärt korrosionsbeständigheten hos styr-, konstruktions- och andra delar som utsätts för tuffa förhållanden.
- Tjock film (36–50 mikron): Den tjockaste e-coat-filmen erbjuder utmärkt korrosionsskydd och UV-beständighet för delar och komponenter som utsätts för extrema miljöer och korrosion.
De flesta högproduktionslinjer strävar efter filmtjocklekar mellan 12,5 och 30 mikron.
Det som gör denna process särskilt precis och effektiv är dess utmärkta spridningsförmåga. Med detta avses e-beläggningens förmåga att avsätta ett jämnt lager av färgpartiklar på alla ytor av komplicerade delar.
Denna nyckelförmåga motverkar Faraday-bur-effekten, till skillnad från lösningsmedelsbaserade spray- och pulverlackeringsprocesser.
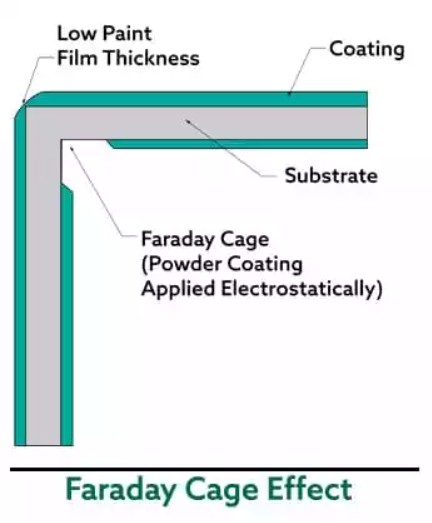
Denna oönskade effekt uppstår när repulsiva elektrostatiska fält skyddar mot beläggningens penetration runt de inre områdena av en metalldel (t.ex. kanter och djupa fördjupningar), vilket resulterar i ojämn eller saknad beläggning.
När e-beläggningssystem används på rätt sätt säkerställer de att även svåråtkomliga områden beläggs jämnt.
På grund av hur e-beläggning fungerar är processen endast effektiv på ledande metaller, inklusive:
- Stål
- Aluminium
- Gjutjärn
- Mässing
- Brons
- Koppar
- Magnesium
- Zink
Även om vissa metaller (t.ex. mässing, koppar och galvaniserat stål) redan är korrosionsbeständiga kan e-beläggning ytterligare förbättra deras egenskaper och avsevärt minska risken för rost, fuktskador, nötning och väderpåverkan.
E-beläggning kan appliceras som täckfärg eller som grundfärg innan man lägger på det sista lagret av exempelvis bilfärg eller beläggning för flygindustrin.
Steg i E-coatingprocessen
Enkelt uttryckt är e-beläggning som att ge metalldelar ett elektriskt färgbad. Låt oss förtydliga och beskriva varje steg i detalj.
Steg 1: Ytförberedelse
I detta förbehandlingssteg strävar vi efter att säkerställa optimal vidhäftning av e-beläggningen och förhindra defekter såsom små hål, sprickor, blåsor, ojämn beläggning eller för tidig korrosion.
Detta steg innebär rengöring av metallytan för att avlägsna föroreningar som olja och smuts, vilka fäster sig vid de fria molekylerna på substratets yta.
Korrekt ytförberedelse kan uppnås genom vätskebaserad rengöring och sköljning eller laserrengöring. Detta steg frigör molekylerna från de fastsittande föroreningarna och aktiverar ytan så att den kemiskt binder med e-beläggningen, vilket visas i denna video:
Efter rengöringsprocessen kan även en kemisk förbehandling baserad på zirkonium eller fosfat (t.ex. zinkfosfat) appliceras.
Denna valfria förbehandling kallas konverteringsbeläggning, eftersom den omvandlar metallens ytlager av oxid till en tunn beläggning som ger extra vidhäftning, korrosionsbeständighet och hållbarhet.
Efter noggrann ytförberedelse förs delarna vidare till e-coat-badet för nedsänkning.
Steg 2: Nedsänkning i e-coat-badet
När delarna är klara för elektrobeläggning sänks de ned i ett färgbad som innehåller cirka 85 % avjoniserat vatten och 15 % färgfastämnen.
Denna vattenbaserade lösning är avsiktligt fri från mineraljoner för att säkerställa en jämn beläggning och undvika oönskade elektrokemiska reaktioner.
Färgpartiklarna i det avjoniserade vattnet består av epoxi- eller akrylhartser som ger hållbarhet, korrosionsskydd och UV-beständighet. De innehåller även pigment som ger metallytan en färgad, glansig yta.
E-coat-systemet måste kontinuerligt omröra dessa färgpartiklar för att undvika separation och upprätthålla en jämn koncentration i badet. Badets pH-värde, temperatur och kemiska sammansättning måste också övervakas noggrant för att upprätthålla e-beläggningens jämna vidhäftning och tjocklek.
Efter att delen är helt nedsänkt i badet vid en temperatur mellan 60-80 °F tillförs en exakt elektrisk ström för att åstadkomma elektrodeposition.
Steg 3: Elektrodeposition
Detta är det avgörande steget där e-beläggningen appliceras. Elektrodepositionen inleds genom att en likströmsladdning tillförs badet via elektroder under 1 till 6 minuter.
På grund av sina motsatta elektriska laddningar dras de laddade beläggningspartiklarna till de nedsänkta metalldelarna genom det elektriska fält som uppstår. Ju högre spänning och ju längre nedsänkningstid, desto tjockare blir beläggningen.
Beläggningspartiklarna förlorar sin laddning när de gradvis täcker delens olika ytor, vilket tvingar andra partiklar att nå de obelagda områdena tills processen avslutas. Detta resulterar i en jämn beläggning och minimalt färgspill.

Elektrodepositionen avslutas när akryl- eller epoxifärgfilmen når önskad tjocklek och isolerar de belagda delarna, vilket stoppar ytterligare avsättning av färgpartiklar på materialets yta.
Vid den tidpunkten tas delarna bort från e-coat-badet och transporteras till eftersköljningsstationen.
Steg 4: Efterspolning
Grundlig spolning är nödvändig för att avlägsna överskottsfärg som finns kvar på delarnas ytor före det sista steget, eftersom det kan påverka den färdiga delens totala prestanda och utseende.
Efterspolningen består av att delarna nedsänks i eller besprutas med vatten tills all överflödig färg har avlägsnats. När delarna har sköljts separeras beläggningspartiklarna från sköljvattnet och återförs till e-coat-badet.
Nästan alla oanvända färgpartiklar kan återvinnas i detta steg, vilket ger kostnadseffektivitet och minimalt avfall.
Efter att delarna har sköljts utförs vanligtvis en visuell kvalitetskontroll för att bedöma beläggningens jämnhet över alla ytor innan härdning.
Steg 5: Härdning
En ugnshärdning är nödvändig för att stelna e-beläggningen och maximera dess skyddande egenskaper. Härdningstiden för e-belagda delar varierar vanligtvis mellan 20 och 30 minuter.
Temperaturen måste kontrolleras och övervakas så att e-beläggningen stelnar utan att metalldelarna överhettas och utan att dess flexibilitet eller utseende påverkas. För de flesta industriella tillämpningar är den rekommenderade härdningstemperaturen i ugnen 375 °F.

Under denna fas genomgår de belagda delarna en kemisk reaktion som kallas tvärbindning. Ugnens värme utlöser en bindningsreaktion mellan e-coat-molekylerna, vilket gör att de binds tätt samman och bildar ett hårt, motståndskraftigt ytskikt. Tvärbindning är nyckeln till e-coatingens mekaniska hållfasthet, korrosionsbeständighet och långsiktiga hållbarhet.
När de är härdade tas delarna ut ur ugnen, kyls ner och transporteras till nästa punkt i produktionslinjen för vidare bearbetning eller leverans.
Fördelar med e-beläggning (jämfört med andra metoder)
E-coatingprocessen har flera fördelar jämfört med andra industriella beläggningsmetoder som lösningsmedelsbaserad sprut- och pulverbeläggning:
Högre kostnadseffektivitet
Även om e-beläggning kräver en betydande initialinvestering (e-beläggningsbad, härdugn, ställningar, spänningskontrollsystem etc.) kan den bearbeta flera delar samtidigt och genererar minimalt materialspill eftersom de flesta färgpartiklarna återvinns.
Arbetskostnaderna är också upp till 50 % lägre än för andra metoder.
Bättre jämnhet
Eftersom delarna doppas i ett e-coat-bad istället för att sprutas, blir beläggningsskiktet jämnt även på svåråtkomliga områden.
Det är svårt att uppnå fullständig täckning med pulver- och lösningsmedelsbaserad sprutbeläggning, och det kommer sannolikt att orsaka problem med översprutning.
Kontrollerad tjocklek
Den exakta spänningen som tillförs e-coat-badet säkerställer enhetliga beläggningar och utmärkta skyddsegenskaper med skikt som är så tunna som 12 mikrometer, en guldstandard för många tillämpningar inom fordons-, flyg- och elektronikindustrin.
Pulverlackering kan knappast leverera tjocklekar under 30 mikrometer, vilket inte är lämpligt för de flesta industriella beläggningstillämpningar.
Sprutbeläggning kan fungera inom samma tjockleksintervall som e-beläggning, men att säkerställa en jämn tjocklek är mycket mer utmanande, särskilt vid komplexa geometrier.
Överlägsen vidhäftning
Tvärbindningsreaktionen under härdningssteget ger e-beläggningen utmärkt vidhäftningsstyrka på rena metaller, där upp till 97 % av färgen fäster vid ytan.
Pulverlackering fäster också bra på metallytor men kan flagna eller spricka om för lite eller för mycket pulver appliceras.
Dessa defekter är ännu vanligare vid sprutlackering på grund av det tunnare skiktet och den högre risken för återkontaminering orsakad av flyktiga organiska föreningar (VOC).
Säkrare drift
E-beläggning använder en vattenbaserad lösning som eliminerar brandfarliga lösningsmedel och minimerar avfall och VOC-utsläpp, problem som förekommer vid sprutbeläggning.
Pulverlackering är visserligen lösningsmedelsfri, men kräver ändå strikt dammkontroll för att förhindra risker för inandning och explosion.
Därmed minskas säkerhetskraven för e-beläggning avsevärt, vilket förenklar efterlevnaden av arbetsmiljö- och miljöbestämmelser.
Tabellen nedan sammanfattar hur e-beläggning står sig i jämförelse med pulver- och sprutbeläggning.
Faktor | E-beläggning | Pulverlackering | Sprutlackering |
Initial kostnad | Hög | Hög | Måttlig |
Effektivitet | 95–97 % | 60–70 % | 30–35 % |
Jämnhet | Hög | Måttlig | Låg |
Tjocklek | 12–50 mikron | 30–60 mikron | 12–18 mikron |
Vidhäftning | Utmärkt | Bra | Måttlig |
Säkerhet | Hög | Måttlig | Låg |
Hur man säkerställer optimal e-beläggning
För att uppnå bästa möjliga resultat med e-beläggning krävs uppmärksamhet på flera kritiska faktorer. Här är några viktiga överväganden som kan optimera din process:
Ytförberedelse
Förutom att noggrant rengöra delens yta för att ta bort alla föroreningar kan en lätt ökning av ytans grovhet också förbättra e-beläggningens vidhäftning.
Med laserstrukturering kan du till exempel öka metallens effektiva ytarea genom att skapa mikroskopiska toppar och dalar, vilket ger mer yta för e-beläggningen att fästa genom mekanisk samverkan. Den rekommenderade genomsnittliga grovheten (Ra) för e-beläggning är 2 mikrometer.
Rack och fixturer
Delarna måste placeras i badet så att den elektriska strömmen flödar jämnt över hela ytan.
Ett välkonstruerat rack säkerställer säker placering och orientering av delarna med minimala kontaktpunkter för att undvika maskeringsproblem och synliga rackmärken.
Fixturerna bör säkerställa vertikalt och horisontellt avstånd för att förhindra kontakt med utrustning och andra delar. Justerbara tvärstänger och krokar kan också ge större flexibilitet vid omkonfigurering och rengöring av ställningen.
Badets kemiska sammansättning
Övervakning av e-coat-badets temperatur och kemiska balans med pH- och konduktivitetsmätare är avgörande för optimal e-coating. Detta kan förhindra föroreningar i badet och kemisk instabilitet, vilket kan leda till beläggningsfel och ökade driftskostnader.
Rutinmässig badanalys och förebyggande underhåll, såsom filtrering och kemisk återställning, hjälper till att upptäcka och åtgärda föroreningsproblem samt minimera kostnader för omarbetning och driftstopp.
Selektiv borttagning av e-beläggning
Selektiv borttagning av e-beläggning är avgörande för tillämpningar som batterifack och -lock samt sätesskenor i fordon. Om du inte tar bort e-beläggningen från vissa områden kan du drabbas av fel vid tätning, limning eller svetsning.
Traditionella maskeringsmetoder är långsamma, felbenägna och arbetsintensiva, men högpresterande laserrengörare med flera lägen erbjuder ett snabbt, precist och beröringsfritt alternativ för att minimera kassation och omarbetning. De kan selektivt ta bort e-beläggningen med hastigheter upp till 3,5 tum²/sek utan att påverka underlaget, vilket minskar driftskostnaderna.
Intresserad av laserrengöring eller texturering?
Laserteknik används allt oftare för att optimera e-beläggningsprocesser genom ytförberedelse och selektiv borttagning.
Om du är intresserad av att lära dig mer, kontakta oss för att prata med en av våra experter.

Catherine har en kandidatexamen i teknisk fysik och en masterexamen i fysik. Hon genomförde sitt examensarbete i samarbete med Laserax för att utveckla industriella lösningar för lasertexturering av metalliska ytor. Hon är nu chef för applikationslabbet på Laserax, där hon leder teamet som testar och optimerar laserprocesser för kunder.