Le procédé d’électrodéposition de revêtements, également appelé électrolaquage, est une méthode très fiable pour protéger les pièces métalliques contre la corrosion, l’exposition aux UV et l’usure.
Grâce à sa couverture uniforme, son contrôle précis de l’épaisseur et son excellent rapport coût-efficacité, il est largement utilisé dans les industries automobile, aérospatiale et des équipements lourds.
En comprenant le fonctionnement de l’électrodéposition de revêtements et comment l’optimiser, vous pouvez garantir un rendement optimal, réduire les défauts et obtenir des revêtements de haute qualité.
Qu’est-ce que l’électrodéposition de revêtements et comment fonctionne-t-elle ?
L’électrodéposition de revêtements est un procédé qui utilise un courant électrique pour déposer un film de peinture protecteur uniforme sur des pièces métalliques.
Contrairement à d’autres méthodes courantes telles que la peinture à l’aérosol et la peinture en poudre, l’électrodéposition de revêtements garantit une couverture uniforme des zones difficiles d’accès, telles que les cavités internes, les renfoncements profonds ou les bords, ce qui la rend idéale pour les pièces complexes.
Le processus consiste à immerger les pièces dans un bain de revêtement électrodéposé, une solution de revêtement à base d’eau contenant des particules de peinture en suspension.
Comme les pièces et les particules de peinture ont des charges électriques opposées, un courant électrique précis permet au système de revêtement électrodéposé de déposer la peinture et de former une couche uniforme sur la surface métallique jusqu’à ce que l’épaisseur de film souhaitée soit atteinte.
Le niveau de tension appliqué dans le bain de revêtement électrodéposé permet d’obtenir différentes épaisseurs de film :
Film mince (12-25 microns) : une faible épaisseur offre une bonne protection contre la corrosion pour les pièces intérieures ou les pièces qui recevront un revêtement supplémentaire.
Film moyen (26-35 microns) : une épaisseur moyenne améliore considérablement la résistance à la corrosion des pièces de direction, des pièces structurelles et d’autres pièces exposées à des conditions difficiles.
Film épais (36-50 microns) : le revêtement électrodéposé le plus épais offre une excellente protection contre la corrosion et une excellente résistance aux UV pour les pièces et les composants exposés à des environnements extrêmes et à la corrosion.
La plupart des lignes de production à haut rendement visent des épaisseurs de film comprises entre 12,5 et 30 microns.
Ce qui rend ce procédé particulièrement précis et efficace, c’est son excellent pouvoir de projection. Il s’agit de la capacité de l’électrodéposition de revêtements à déposer une couche uniforme de particules de peinture sur toutes les surfaces des pièces complexes.
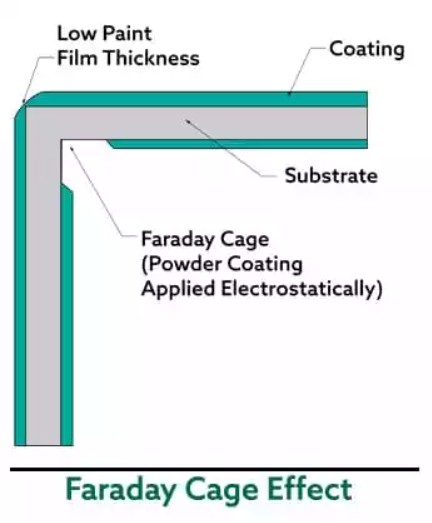
Cette capacité clé contrecarre l’effet de cage de Faraday, contrairement aux procédés de pulvérisation à base de solvants et de peinture en poudre.
Cet effet indésirable se produit lorsque des champs électrostatiques répulsifs empêchent la pénétration du revêtement dans les zones intérieures d’une pièce métallique (par exemple, les bords et les creux profonds), ce qui entraîne un revêtement irrégulier ou manquant.
Lorsqu’ils sont utilisés correctement, les systèmes d’électrodéposition de revêtements garantissent un revêtement uniforme, même dans les zones difficiles d’accès.
En raison du fonctionnement d’électrodéposition de revêtements, le processus n’est efficace que sur les métaux conducteurs, notamment :
Acier
Aluminium
Fonte
Laiton
Bronze
Cuivre
Magnésium
Zinc
Bien que certains métaux (p. ex. le laiton, le cuivre et l’acier galvanisé) soient déjà résistants à la corrosion, l’électrodéposition de revêtements peut encore améliorer leurs propriétés et réduire considérablement le risque de rouille, de dommages causés par l’humidité, d’abrasion et d’altération.
L’électrodéposition de revêtements peut être appliquée comme couche de finition ou comme apprêt avant d’ajouter la couche finale de peinture automobile ou de revêtement aérospatial, par exemple.
Étapes du procédé de l’électrodéposition de revêtements
En termes simples, l’application de revêtement électrodéposé revient à plonger les pièces métalliques dans un bain de peinture électrique. Clarifions et détaillons chaque étape.
Étape 1 : Préparation des surfaces
Au cours de cette étape de prétraitement, nous visons à garantir une adhérence optimale du revêtement électrodéposé et à prévenir les défauts tels que les piqûres, les fissures, les cloques, les revêtements irréguliers ou la corrosion prématurée.
Cette étape consiste à nettoyer la surface métallique afin d’éliminer les contaminants tels que l’huile et la saleté, qui se fixent aux molécules libres situées à la surface du substrat.
Une préparation adéquate de la surface peut être obtenue par un nettoyage et un rinçage à base de liquide ou par un nettoyage laser. Cette étape libère les molécules des contaminants qui s’y sont fixés et active la surface pour qu’elle se lie chimiquement au revêtement électrodéposé, comme le montre cette vidéo :
Après le processus de nettoyage, un prétraitement chimique à base de zirconium ou de phosphate (p. ex. du phosphate de zinc) peut également être appliqué.
Ce prétraitement facultatif est appelé « couche de conversion », car il transforme la couche superficielle d’oxyde du métal en un mince revêtement qui améliore l’adhérence, la résistance à la corrosion et la durabilité.
Après une préparation minutieuse de la surface, les pièces sont transférées dans le bain de revêtement électrodéposé pour y être immergées.
Étape 2 : immersion dans le bain de revêtement électrodéposé
Une fois prêtes à être revêtues par électrodéposition, les pièces sont plongées dans un bain de peinture contenant environ 85 % d’eau désionisée et 15 % de solides.
Cette solution à base d’eau est volontairement exempte d’ions minéraux afin de garantir un revêtement uniforme et d’éviter les réactions électrochimiques indésirables.
Les solides de peinture transportés par l’eau désionisée sont constitués de résines époxy ou acryliques qui assurent la durabilité, la protection contre la corrosion et la résistance aux UV. Ils contiennent également des pigments qui donnent à la surface métallique une finition colorée et brillante.
Le système de revêtement électrodéposé doit agiter en permanence ces solides de peinture afin d’éviter leur séparation et de maintenir une concentration uniforme dans le bain. Le pH, la température et la composition chimique du bain doivent également être surveillés attentivement afin de maintenir une adhérence et une épaisseur constantes de l’électrodéposition de revêtements.
Une fois la pièce complètement immergée dans le bain à une température comprise entre 60 et 80 °F/16 et 27 °C, on applique un courant électrique précis pour obtenir l’électrodéposition.
Étape 3 : Électrodéposition
Il s’agit de l’étape clé où l’application du revêtement électrodéposé est réalisée. L’électrodéposition commence par l’application d’une charge de courant continu au bain à travers des électrodes pendant 1 à 6 minutes.
En raison de leurs charges électriques opposées, les particules de revêtement chargées sont attirées vers les pièces métalliques immergées par le champ électrique qui en résulte. Plus la tension est élevée et plus l’immersion est longue, plus le revêtement est épais.
Les particules de revêtement perdent leur charge à mesure qu’elles recouvrent progressivement les multiples surfaces de la pièce, forçant d’autres particules à atteindre les zones non revêtues jusqu’à ce que le processus s’arrête. Il en résulte un revêtement uniforme et un gaspillage minimal de peinture.
L’électrodéposition prend fin lorsque le film de peinture acrylique ou époxy atteint l’épaisseur souhaitée et isole les pièces revêtues, empêchant ainsi tout dépôt supplémentaire de particules de peinture à la surface du matériau.
À ce stade, les pièces sont retirées du bain de revêtement électrodéposé et transportées vers la station de rinçage final.
Étape 4 : Rinçage final
Un rinçage minutieux est nécessaire pour éliminer l’excès de peinture restant à la surface des pièces avant la dernière étape, car celui-ci peut affecter les performances globales et l’apparence de la pièce finie.
Le rinçage final consiste à immerger ou à pulvériser les pièces avec de l’eau jusqu’à ce que tout l’excès de peinture soit éliminé. Une fois les pièces rincées, les particules de revêtement sont séparées de l’eau de rinçage et renvoyées dans le bain de revêtement électrodéposé.
Presque tous les solides de peinture inutilisés peuvent être récupérés à cette étape, ce qui permet de réduire les coûts et les déchets.
Après le rinçage des pièces, un contrôle visuel de la qualité est généralement effectué afin d’évaluer l’uniformité du revêtement sur toutes les surfaces avant la cuisson.
Étape 5 : Cuisson
Une cuisson au four est nécessaire pour solidifier le revêtement électrodéposé et maximiser ses propriétés protectrices. Le temps de cuisson des pièces revêtues par électrodéposition varie généralement entre 20 et 30 minutes.
La température doit être contrôlée et surveillée afin que le revêtement électrodéposé se solidifie sans surchauffer les pièces métalliques et sans affecter leur flexibilité ou leur esthétique. Pour la plupart des applications industrielles, la température de cuisson au four recommandée est de 375 °F/190 °C.
Au cours de cette phase, les pièces revêtues subissent une réaction chimique appelée réticulation. La chaleur du four déclenche une réaction de liaison entre les molécules du revêtement électrodéposé, les amenant à se lier étroitement les unes aux autres et à former une couche superficielle dure et résistante La réticulation est la clé de la résistance mécanique, de la résistance à la corrosion et de la durabilité à long terme de l’électrodéposition de revêtements.
Une fois durcies, les pièces sont retirées du four, refroidies et transportées vers le point suivant de la chaîne de production pour être traitées ou expédiées.
Avantages de l’électrodéposition de revêtements (par rapport à d’autres méthodes)
Le procédé de l’électrodéposition de revêtements présente plusieurs avantages par rapport à d’autres méthodes de revêtement industriel telles que la pulvérisation à base de solvants et la peinture en poudre :
Meilleure rentabilité
Bien que l’électrodéposition de revêtements nécessite un investissement initial considérable (bain de revêtement électrodéposé, four de cuisson, supports, système de contrôle de tension, etc.), elle permet de traiter plusieurs pièces simultanément et génère un minimum de déchets, car la plupart des solides de la peinture sont récupérés.
Les coûts de main-d’œuvre sont également jusqu’à 50 % inférieurs à ceux des autres méthodes.
Plus d’uniformité
Comme les pièces sont immergées dans un bain de revêtement électrodéposé plutôt que pulvérisées, la couche de revêtement est uniforme, même sur les zones difficiles d’accès.
Il est difficile d’obtenir une couverture complète avec un revêtement par poudre ou par pulvérisation à base de solvant, ce qui entraîne souvent des problèmes de surpulvérisation.
Épaisseur contrôlée
La tension précise appliquée au bain de revêtement électrodéposé garantit des revêtements uniformes et d’excellentes propriétés protectrices avec des couches aussi fines que 12 micromètres, une référence pour de nombreuses applications automobiles, aérospatiales et électroniques.
La peinture en poudre peut difficilement offrir des épaisseurs inférieures à 30 micromètres, ce qui ne convient pas à la plupart des applications de revêtement industriel.
Le revêtement par pulvérisation peut fonctionner dans la même gamme d’épaisseurs que l’électrodéposition de revêtements, mais il est beaucoup plus difficile de garantir une épaisseur constante, en particulier avec des géométries complexes.
Adhérence supérieure
La réaction de réticulation pendant l’étape de cuisson confère à l’électrodéposition de revêtements une excellente résistance d’adhésion sur les métaux propres, avec jusqu’à 97 % de la peinture adhérant à la surface.
La peinture en poudre adhère également bien aux surfaces métalliques, mais elle est susceptible de s’écailler ou de se fissurer si la quantité de poudre appliquée est insuffisante ou excessive.
Ces défauts sont encore plus fréquents avec le revêtement par pulvérisation en raison de sa couche plus fine et du risque plus élevé de recontamination dû aux composés organiques volatils (COV).
Opérations plus sûres
L’électrodéposition de revêtements utilise une solution à base d’eau qui élimine les solvants inflammables et limite les déchets et les émissions de COV, problèmes que l’on retrouve dans le revêtement par pulvérisation.
La peinture en poudre, bien que sans solvant, nécessite tout de même un contrôle strict de la poussière afin d’éviter les risques d’inhalation et d’explosion.
Ainsi, les exigences de sécurité de l’électrodéposition de revêtements sont considérablement réduites, ce qui simplifie la conformité aux réglementations en matière de sécurité au travail et d’environnement.
Le tableau ci-dessous résume les comparaisons entre l’électrodéposition de revêtements, le revêtement en poudre et le revêtement par pulvérisation.
Facteur
Électrodéposition / Électrolaquage
Peinture en poudre
Revêtement par pulvérisation
Coût initial
Élevé
Élevé
Modéré
Efficacité
95 à 97 %
60 à 70 %
30 à 35 %
Uniformité
Élevé
Modéré
Bas
Épaisseur
12 à 50 microns
30-60 microns
12 à 18 microns
Adhérence
Excellent
Bon
Modéré
Sécurité
Élevé
Modéré
Bas
Comment garantir une électrodéposition de revêtements optimale
Pour obtenir les meilleurs résultats en matière d’électrodéposition de revêtements, plusieurs facteurs critiques doivent être pris en compte. Voici quelques éléments clés qui pourraient optimiser votre processus :
Préparation des surfaces
En plus de nettoyer soigneusement la surface de la pièce pour éliminer tous les contaminants, une légère augmentation de la rugosité de la surface peut également améliorer l’adhérence du revêtement électrodéposé.
Avec la texturation par laser, par exemple, vous pouvez augmenter la surface effective du métal en créant des pics et des creux microscopiques, ce qui donne plus de surface pour que le revêtement électrodéposé adhère grâce à un enchevêtrement mécanique. La rugosité moyenne recommandée (Ra) pour les applications d’électrodéposition de revêtements est de 2 microns.
Rayonnage et fixation
Les pièces doivent être positionnées dans le bain de manière à ce que le courant électrique circule uniformément sur toute la surface.
Un rayonnage bien conçu garantit un positionnement et une orientation sûrs des pièces avec un minimum de points de contact afin d’éviter les problèmes de masquage et les marques visibles du rayonnage.
Les fixations doivent garantir un espacement vertical et horizontal afin d’éviter tout contact avec l’équipement et les autres pièces. Des barres transversales et des crochets réglables peuvent également offrir plus de flexibilité pour la reconfiguration et le nettoyage du rayonnage.
Chimie du bain
Il est essentiel de surveiller la température et l’équilibre chimique du bain de revêtement électrodéposé à l’aide de pH-mètres et de conductimètres afin d’obtenir une électrodéposition de revêtements optimale. Cela permet d’éviter la contamination du bain et l’instabilité chimique, qui peuvent entraîner des défauts de revêtement et une augmentation des coûts d’exploitation.
Une analyse régulière du bain et une maintenance préventive, telles que la filtration et la restauration chimique, permettent de détecter et de résoudre les problèmes de contamination et de réduire les coûts de retouche et les temps d’arrêt.
Élimination sélective des revêtements électrodéposés
L’élimination sélective des revêtements électrodéposés est essentielle pour des applications telles que les plateaux et couvercles de batterie, et les rails de siège automobile. Si vous n’éliminez pas le revêtement électrodéposé de certaines zones, vous risquez de rencontrer des problèmes d’étanchéité, d’adhérence ou de soudage.
Les méthodes de masquage traditionnelles sont lentes, sujettes aux erreurs et exigeantes en main-d’œuvre, mais les nettoyeurs laser multimodes à haute puissance offrent une solution de remplacement rapide, précise et sans contact pour limiter les rebuts et les retouches. Ils peuvent éliminer sélectivement le revêtement électrodéposé à une vitesse pouvant atteindre 3,5 pouces carrés/seconde sans affecter le substrat, ce qui réduit les coûts d’exploitation.
Le nettoyage laser ou la texturation par laser vous intéresse ?
La technologie laser est de plus en plus utilisée pour optimiser les processus d’électrodéposition de revêtements grâce à la préparation des surfaces et à l’élimination sélective.
Si vous souhaitez en savoir plus, contactez-nous pour parler à l’un de nos experts.
Catherine est titulaire d’un baccalauréat en génie physique et d’une maîtrise en physique. Elle a obtenu sa maîtrise en partenariat avec Laserax afin de développer des solutions industrielles pour la texturation laser de surfaces métalliques. Elle occupe aujourd’hui le poste de superviseur du laboratoire d’applications chez Laserax, où elle supervise l’équipe chargée de tester et d’optimiser les processus laser pour les clients.
Le nettoyage laser est un procédé écologique utilisé pour éliminer la rouille, la peinture, l’oxyde et tous autres contaminants des surfaces métalliques. Cette méthode est de plus en plus utilisée pour de nombreuses applications dues à son efficacité.
Lorsqu’ils procèdent à des opérations de collage, de revêtement, de peinture, d’impression ou de scellage, la plupart des fabricants sont tôt ou tard confrontés à des problèmes d’adhérence, de protection contre la corrosion ou de faiblesses structurelles. Dans cet article, nous allons expliquer ce qu’est le traitement de surface et décrire ses avantages pour diverses applications. Nous vous aiderons également à choisir parmi les 10 méthodes de traitement de surface les plus courantes aujourd’hui.
L’élimination des contaminants de surface est une étape essentielle qui a un impact direct sur les performances et la durabilité des matériaux et des composants. Comprendre ce qu’est la contamination de surface permet de comparer les méthodes de décontamination standard et de voir en quoi la technologie laser diffère des approches traditionnelles.