Das E-Coating-Verfahren, auch bekannt als Elektrotauchlackierung, ist eine äußerst zuverlässige Methode zum Schutz von Metallteilen vor Korrosion, UV-Belastung und Verschleiß.
Dank seiner gleichmäßigen Abdeckung, der präzisen Dickenkontrolle und der hohen Kosteneffizienz wird es häufig in der Automobil-, Luft- und Raumfahrt- sowie in der Schwermaschinenindustrie eingesetzt.
Wenn Sie verstehen, wie die E-Coating funktioniert und wie Sie dieses Verfahren optimieren können, können Sie einen optimalen Durchsatz gewährleisten, Fehler reduzieren und hochwertige Beschichtungen erzielen.
Die Elektrotauchlackierung ist ein Verfahren, bei dem mittels Strom ein gleichmäßiger, schützender Farbfilm auf Metallteile aufgetragen wird.
Im Gegensatz zu anderen gängigen Verfahren wie der Spritzlackierung und der Pulverbeschichtung gewährleistet E-Coating, dass schwer zugängliche Bereiche wie innenliegende Hohlräume, große Vertiefungen oder Kanten durchgängig abgedeckt werden, weshalb es ideal für komplexe Bauteile geeignet ist.
Bei diesem Verfahren werden die Teile in ein E-Coat-Bad getaucht, eine Beschichtungslösung auf Wasserbasis, die suspendierte Farbpartikel enthält.
Da die Teile und die Farbpartikel entgegengesetzte elektrische Ladungen haben, ermöglicht ein präziser elektrischer Strom dem E-Coat-System, die Farbe aufzubringen und eine gleichmäßige Schicht auf der Metalloberfläche zu bilden, bis die gewünschte Schichtdicke erreicht ist.
Durch die im E-Coat-Bad angelegte Spannung können unterschiedliche Schichtdicken erzielt werden:
Dünne Schicht (12–25 Mikrometer): Eine geringe Schichtdicke bietet einen guten Korrosionsschutz für Innenteile oder Teile, die zusätzlich beschichtet werden sollen.
Mittlere Dicke (26–35 Mikrometer): Eine mittlere Schichtdicke erhöht die Korrosionsbeständigkeit von Lenkungs-, Struktur- und anderen Bauteilen, die rauen Bedingungen ausgesetzt sind, erheblich.
Dicke Schichtdicke (36–50 Mikrometer): Die dickste E-Coat-Beschichtung bietet hervorragenden Korrosionsschutz und UV-Beständigkeit für Teile und Komponenten, die extremen Umgebungsbedingungen und starker Korrosion ausgesetzt sind.
Die meisten Hochvolumen-Produktionslinien streben eine Schichtdicke zwischen 12,5 und 30 Mikrometern an.
Was dieses Verfahren besonders präzise und effizient macht, ist seine hervorragende Streufähigkeit. Dies bezeichnet die Fähigkeit von E-Coating, eine gleichmäßige Schicht von Farbpartikeln auf allen Oberflächenbereichen komplexer Teile abzuscheiden.
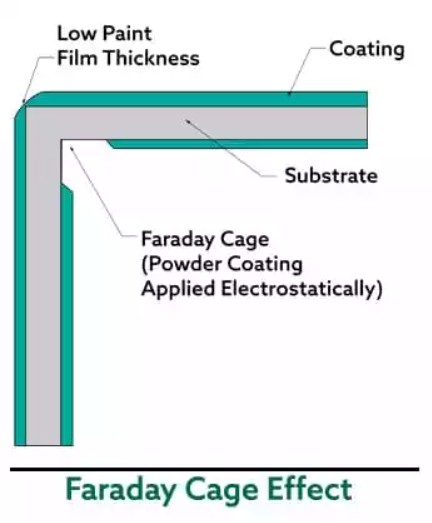
Anders als das lösungsmittelbasierte Spritzverfahren und die Pulverbeschichtung wirkt diese wichtige Fähigkeit dem Effekt des Faradayschen Käfigs entgegen.
Dieser unerwünschte Effekt tritt auf, wenn abstoßende elektrostatische Felder das Eindringen der Beschichtung in die inneren Bereiche eines Metallteils (z. B. Kanten und tiefliegende Bereiche) verhindern, was zu einer ungleichmäßigen oder fehlenden Beschichtung führt.
Bei richtiger Anwendung stellen E-Coating-Systeme sicher, dass auch schwer zugängliche Bereiche konsistent beschichtet werden.
Aufgrund seiner Funktionsweise ist E-Coating nur bei leitfähigen Metallen wirksam, darunter:
Stahl
Aluminium
Gusseisen
Messing
Bronze
Kupfer
Magnesium
Zink
Obwohl einige Metalle (z. B. Messing, Kupfer und verzinkter Stahl) bereits korrosionsbeständig sind, kann das E-Coating ihre Eigenschaften weiter verbessern und das Risiko von Rost, Feuchtigkeitsschäden, Abrieb und Verwitterung erheblich verringern.
Das E-Coating kann als Deckschicht oder als Grundierung aufgetragen werden, beispielsweise bevor die letzte Schicht Autolack oder einer Beschichtung für die Luftfahrt aufgetragen wird.
Schritte des E-Coating-Verfahrens
Einfach ausgedrückt, ist eine E-Coating-Anwendung wie ein elektrisches Farbbad für Metalle. Im Folgenden wird jeder Schritt genau erläutert.
Schritt 1: Vorbereitung der Oberfläche
Mit diesem Vorbehandlungsschritt wollen wir eine optimale Haftung der E-Beschichtung sicherstellen und Defekte wie Pinholes, Risse, Blasenbildung, ungleichmäßige Beschichtung oder vorzeitige Korrosion verhindern.
In dieser Phase wird die Metalloberfläche gereinigt, um Verunreinigungen wie Öl und Schmutz zu entfernen, die sich an die freien Moleküle auf der Oberfläche des Substrats anlagern.
Eine ordnungsgemäße Oberflächenvorbereitung kann durch Reinigung und Spülung mit Flüssigkeiten oder durch Laserreinigung erreicht werden. Durch diesen Schritt werden die Moleküle von den anhaftenden Verunreinigungen befreit und die Oberfläche wird aktiviert, um sich chemisch mit der E-Beschichtung zu verbinden, wie in diesem Video gezeigt:
Nach dem Reinigungsprozess kann auch eine chemische Vorbehandlung auf Zirkonium- oder Phosphatbasis (z. B. Zinkphosphat) durchgeführt werden.
Diese optionale Vorbehandlung wird als Umwandlungsbeschichtung bezeichnet, da sie die Oxidschicht des Metalls in eine dünne Schicht umwandelt, die für zusätzliche Haftung, Korrosionsbeständigkeit und Haltbarkeit sorgt.
Nach der gründlichen Oberflächenvorbereitung werden die Teile zum Eintauchen in das E-Coat-Bad gebracht.
Schritt 2: Eintauchen in das E-Coat-Bad
Sobald die Teile bereit für die Elektrobeschichtung sind, werden sie in ein Farbbad getaucht, das etwa 85 % deionisiertes Wasser und 15 % Farbfeststoffe enthält.
Diese Lösung auf Wasserbasis ist absichtlich frei von Mineralionen, um eine gleichmäßige Beschichtung zu gewährleisten und unerwünschte elektrochemische Reaktionen zu vermeiden.
Die vom deionisierten Wasser transportierten Farbfeststoffe bestehen aus Epoxid- oder Acrylharzen, die für Haltbarkeit, Korrosionsschutz und UV-Beständigkeit sorgen. Sie enthalten auch Pigmente, die der Metalloberfläche eine farbige, glänzende Oberfläche verleihen.
Das E-Coat-System muss diese Farbfeststoffe kontinuierlich in Bewegung halten, um eine Trennung zu vermeiden und eine gleichmäßige Badkonzentration aufrechtzuerhalten. Der pH-Wert, die Temperatur und die chemische Zusammensetzung des Bades müssen ebenfalls sorgfältig überwacht werden, um eine gleichmäßige Haftung und Dicke der E-Beschichtung zu gewährleisten.
Nachdem das Teil bei einer Temperatur von 15,5 bis 26,6 °C (60 bis 80 °F) vollständig in das Bad eingetaucht wurde, wird ein präziser elektrischer Strom angelegt, um eine Elektroabscheidung zu erreichen.
Schritt 3: Elektroabscheidung
Dies ist der entscheidende Schritt, bei dem die E-Beschichtung aufgetragen wird. Die Elektroabscheidung beginnt, indem 1 bis 6 Minuten lang Gleichstrom über Elektroden in das Bad geleitet wird.
Aufgrund ihrer entgegengesetzten elektrischen Ladungen werden die geladenen Beschichtungspartikel durch das entstehende elektrische Feld von den eingetauchten Metallteilen angezogen. Je höher die Spannung und je länger das Eintauchen, desto dicker die Beschichtung.
Die Beschichtungspartikel verlieren ihre Ladung, während sie allmählich die verschiedenen Oberflächenbereiche des Teils bedecken, wodurch andere Partikel unbeschichtete Stellen erreichen, bis der Prozess stoppt. Das Ergebnis ist eine gleichmäßige Beschichtung und minimaler Farbabfall.
Die Elektroabscheidung endet, wenn der Acryl- oder Epoxid-Farbschicht die gewünschte Dicke erreicht hat und die beschichteten Teile isoliert, wodurch die weitere Ablagerung von Farbpartikeln auf der Oberfläche des Materials verhindert wird.
An diesem Punkt werden die Teile aus dem E-Coat-Bad genommen und zur Nachspülstation gebracht.
Schritt 4: Nachspülen
Ein gründliches Abspülen ist notwendig, um überschüssige Farbe zu entfernen, die vor dem letzten Schritt auf den Oberflächen der Teile verblieben ist, da sie die Gesamtleistung und das Erscheinungsbild des fertigen Teils beeinträchtigen kann.
Bei der Nachspülung werden die Teile in Wasser getaucht oder mit Wasser besprüht, bis die überschüssige Farbe vollständig entfernt ist. Nachdem die Teile gespült wurden, werden die Beschichtungspartikel vom Spülwasser getrennt und in das E-Coat-Bad zurückgeführt.
Nahezu alle unbenutzten Farbfeststoffe können in diesem Schritt zurückgewonnen werden, um die Kosten zu senken und den Abfall zu minimieren.
Nachdem die Teile gespült wurden, wird in der Regel eine visuelle Qualitätskontrolle durchgeführt, um vor dem Aushärten die Gleichmäßigkeit der Beschichtung auf allen Oberflächen zu beurteilen.
Schritt 5: Aushärtung
Eine Aushärtung im Ofen ist notwendig, um die E-Beschichtung zu verfestigen und seine Schutzeigenschaften zu maximieren. Die Aushärtungszeit für per E-Coating beschichtete Teile liegt normalerweise zwischen 20 und 30 Minuten.
Die Temperatur muss kontrolliert und überwacht werden, damit die E-Beschichtung aushärtet, ohne die Metallteile zu überhitzen und ihre Flexibilität oder Optik zu beeinträchtigen. Für die meisten industriellen Anwendungen beträgt die empfohlene Aushärtungstemperatur 190,5 °C (375 °F).
In dieser Phase durchlaufen die beschichteten Teile eine chemische Reaktion, die als Vernetzung bezeichnet wird. Die Hitze des Ofens löst eine Bindungsreaktion zwischen den E-Coat-Molekülen aus, wodurch sie sich fest miteinander verbinden und eine harte, widerstandsfähige Oberflächenschicht bilden. Die Vernetzung ist der Schlüssel zur mechanischen Festigkeit, Korrosionsbeständigkeit und langfristigen Haltbarkeit der E-Beschichtung.
Nach dem Aushärten werden die Teile aus dem Ofen entnommen, abgekühlt und zur Weiterverarbeitung oder zum Versand zum nächsten Punkt der Produktionslinie transportiert.
Vorteile von E-Coating (im Vergleich zu anderen Methoden)
Das E-Coating-Verfahren hat mehrere Vorteile gegenüber anderen industriellen Beschichtungsmethoden wie der lösungsmittelbasierten Spritzbeschichtung und der Pulverbeschichtung:
Höhere Kosteneffizienz
Obwohl das E-Coating eine beträchtliche Anfangsinvestition erfordert (E-Coat-Bad, Härtungsofen, Gestelle, Spannungsregelsystem usw.), können mehrere Teile gleichzeitig verarbeitet werden, und es entsteht nur minimaler Materialabfall, da der Großteil der Farbfeststoffe zurückgewonnen wird.
Auch die Arbeitskosten sind bis zu 50 % niedriger als bei anderen Methoden.
Bessere Gleichmäßigkeit
Da die Teile in ein E-Coat-Bad getaucht und nicht besprüht werden, ist die Beschichtung selbst an schwer zugänglichen Stellen gleichmäßig.
Eine vollständige Abdeckung durch Pulverbeschichtung und lösungsmittelbasierte Spritzbeschichtung ist schwierig und führt höchstwahrscheinlich zu Overspray-Problemen.
Kontrollierte Dicke
Die präzise Spannung, die in das E-Coat-Bad geleitet wird, sorgt für gleichmäßige Beschichtungen und hervorragende Schutzeigenschaften mit einer Schichtdicke von nur 12 Mikrometern – Goldstandard für viele Anwendungen in der Automobilindustrie, der Luft- und Raumfahrt und der Elektronik.
Die Pulverbeschichtung kann kaum Dicken unter 30 Mikrometern erreichen, was für die meisten industriellen Beschichtungsanwendungen nicht geeignet ist.
Die Spritzbeschichtung kann im gleichen Dickenbereich wie E-Coating eingesetzt werden, aber die Gewährleisten einer gleichmäßigen Schichtdicke ist viel schwieriger, insbesondere bei komplexen Geometrien.
Hervorragende Haftung
Die Vernetzungsreaktion während des Aushärtungsschritts verleiht der E-Beschichtung eine ausgezeichnete Haftfestigkeit auf sauberen Metallen, wobei bis zu 97 % der Farbe auf der Oberfläche haften.
Die Pulverbeschichtung haftet ebenfalls gut auf Metalloberflächen, kann aber abblättern oder reißen, wenn zu wenig oder zu viel Pulver aufgetragen wird.
Diese Mängel treten bei der Spritzbeschichtung sogar noch häufiger auf, da die Schicht dünner ist und das Risiko einer Rekontamination durch flüchtige organische Verbindungen (VOCs) höher ist.
Sichereres Verfahren
Beim E-Coating wird eine Lösung auf Wasserbasis verwendet, die brennbare Lösungsmittel überflüssig macht und die Abfall und VOC-Emissionen minimiert – Probleme, die bei der Spritzbeschichtung auftreten.
Die Pulverbeschichtung ist zwar lösungsmittelfrei, erfordert aber dennoch eine strenge Staubkontrolle, um Einatmungs- und Explosionsrisiken zu vermeiden.
So werden die Sicherheitsanforderungen beim E-Coating stark reduziert, was die Einhaltung von Arbeitsschutz- und Umweltvorschriften vereinfacht.
In der folgenden Tabelle ist zusammengefasst, wie E-Coating im Vergleich zur Pulver- und Spritzbeschichtung abschneidet.
Faktor
E-Coating
Pulverbeschichtung
Spritzbeschichtung
Anschaffungskosten
Hoch
Hoch
Mäßig
Effizienz
95–97 %
60–70 %
30–35 %
Gleichmäßigkeit
Hoch
Mäßig
Niedrig
Dicke
12–50 Mikrometer
30–60 Mikrometer
12–18 Mikrometer
Haftung
Ausgezeichnet
Gut
Mäßig
Sicherheit
Hoch
Mäßig
Niedrig
So gewährleisten Sie ein optimales E-Coating-Ergebnis
Um die besten Ergebnisse beim E-Coating zu erzielen, müssen mehrere kritische Faktoren beachtet werden. Hier sind einige wichtige Überlegungen, die Ihren Prozess optimieren könnten:
Vorbereitung der Oberfläche
Zunächst sollte die Oberfläche des Teils gründlich gereinigt werden, um alle Verunreinigungen zu entfernen. Darüber hinaus kann eine leichte Erhöhung der Oberflächenrauhigkeit auch die Haftung der E-Beschichtung verbessern.
Durch Lasertexturierung lässt sich beispielsweise die effektive Oberfläche des Metalls vergrößern, indem mikroskopisch kleine Erhebungen und Vertiefungen erzeugt werden, wodurch die E-Beschichtung eine größere Fläche hat, an der sie durch mechanische Verzahnung haften kann. Die empfohlene durchschnittliche Rauheit (Ra) für E-Coating-Anwendungen beträgt 2 Mikrometer.
Gestelle und Halterungen
Die Teile müssen so im Bad positioniert werden, dass der elektrische Strom gleichmäßig über die gesamte Oberfläche fließt.
Ein durchdachtes Gestell gewährleistet eine sichere Positionierung und Ausrichtung der Teile mit minimalen Kontaktpunkten, um Abdeckungsprobleme und sichtbare Gestellabdrücke zu vermeiden.
Die Halterungen sollten einen vertikalen und horizontalen Abstand haben, um den Kontakt mit Geräten und anderen Teilen zu vermeiden. Verstellbare Querstangen und Haken können auch mehr Flexibilität bei der Neukonfiguration und der Reinigung des Gestells bieten.
Chemie des E-Coat-Bads
Die Überwachung der Temperatur und des chemischen Gleichgewichts des E-Coat-Bads mit pH- und Leitfähigkeitsmessgeräten ist für eine optimale E-Beschichtung unerlässlich. Auf diese Weise können Sie eine Verunreinigung des Bades und chemische Instabilität verhindern, die zu Beschichtungsfehlern und erhöhten Betriebskosten führen kann.
Routinemäßige Badanalysen und vorbeugende Wartungsmaßnahmen wie Filterung und chemische Wiederherstellung helfen, Verunreinigungsprobleme zu erkennen und zu beheben und die Kosten für Nacharbeiten und Ausfallzeiten zu minimieren.
Selektive Entfernung der E-Beschichtung
Die selektive Entfernung von E-Beschichtungen ist für Anwendungen wie Batterieeinschübe und -abdeckungen sowie Sitzschienen in Fahrzeugen unerlässlich. Wenn Sie die E-Beschichtung an bestimmten Stellen nicht entfernen, kann es zu Dichtungs-, Klebe- oder Schweißfehlern kommen.
Herkömmliche Abdeckungsmethoden sind langsam, fehleranfällig und arbeitsintensiv, aber leistungsstarke Multimode-Laserreiniger bieten eine schnelle, präzise und berührungslose Alternative, um Ausschuss und Nacharbeit zu minimieren. Sie können E-Beschichtungen bei Geschwindigkeiten von bis zu 22,5 cm² pro Sekunde selektiv entfernen, ohne das Substrat zu beeinträchtigen, wodurch die Betriebskosten gesenkt werden.
Interessieren Sie sich für Laserreinigung oder Lasertexturierung?
Lasertechnologie wird immer häufiger eingesetzt, um E-Coating-Prozesse durch Oberflächenvorbereitung und selektive Entfernung zu optimieren.
Wenn Sie mehr darüber erfahren möchten, kontaktieren Sie uns, um mit einem unserer Experten zu sprechen.
Catherine hat einen Bachelor-Abschluss in Technischer Physik und einen Master-Abschluss in Physik. Ihren Master-Abschluss absolvierte sie in Zusammenarbeit mit Laserax, um industrielle Lösungen für die Lasertexturierung metallischer Oberflächen zu entwickeln. Heute ist sie als Leiterin des Anwendungslabors bei Laserax tätig und leitet dort das Team, das Laserprozesse für Kunden testet und optimiert.
Laserreinigung beschreibt den Prozess zur Entfernung von Verunreinigungen wie zum Beispiel Rost, Öl, Oxide etc. von Stahl und anderen Oberflächen mittels Lasertechnologie. Erreicht wird die Laserreinigung durch Laserabtrag. Es...
Beim Kleben, Beschichten, Lackieren, Bedrucken oder Versiegeln stoßen die meisten Hersteller früher oder später auf Probleme mit der Haftung, dem Korrosionsschutz oder strukturelle Schwächen. In diesem Artikel erklären wir, was eine Oberflächenbehandlung ist, und erläutern ihre Vorteile für verschiedene Anwendungen. Wir helfen Ihnen außerdem bei der Auswahl der passenden Oberflächenbehandlung aus den 10 gängigsten Methoden.
Die Entfernung von Oberflächenverunreinigungen ist ein wesentlicher Schritt, der sich direkt auf die Leistung und Haltbarkeit von Materialien und Komponenten auswirkt. Wenn Sie über Oberflächenverunreinigung Bescheid wissen, können Sie übliche Dekontaminationsmethoden vergleichen und verstehen, wie sich die Lasertechnologie von herkömmlichen Methoden unterscheidet.