Bei der Laserablation wird mit einem Laserstrahl Material aus einem begrenzten Bereich entfernt. Dieses Verfahren wird in verschiedenen industriellen Anwendungen eingesetzt und kann dauerhafte Markierungen erzeugen (Lasermarkierung), diverse Verschmutzungen und Beschichtungen von Oberflächen entfernen (Laserreinigung), die Rauhigkeit eines Werkstücks verändern (Lasertexturierung), eine Oberfläche durchschneiden (Laserschneiden) und vieles mehr.
Er wurde 1958 erfunden, als Gordon Gould die Q-Switching-Methode zur Erzeugung gepulster Laserstrahlen vorstellte. Wie Sie feststellen werden, können gepulste Laser die hohe Spitzenleistung erreichen, die typischerweise zum Abtragen von Material erforderlich ist.
In der heutigen Fertigungsindustrie werden CO2- und Faserlasersysteme häufig zur Erzeugung von Laserablation eingesetzt. Obwohl diese Laser für unterschiedliche Materialien verwendet werden, erzeugen sie die Laserablation auf dieselbe Weise. Und so geht's:
Alle Materialien haben eine Ablationsschwelle. Das ist eine Eigenschaft, die für jedes Material einzigartig ist. Wenn die von einem Laser erzeugte Intensität über der Ablationsschwelle des Materials liegt, wird das Material abgetragen. Liegt die Intensität jedoch unter der Ablationsschwelle, passiert nichts, außer einem leichten Temperaturanstieg.
Die Materialien, die von der Oberfläche ausgestoßen werden, verdampfen zu Rauchgasen. Obwohl diese Dämpfe minimal sind, ist in der Regel eine Rauchabsaugung in der Nähe des Lasers erforderlich, um eine Ansammlung und Behinderung des Lichtstrahls zu vermeiden.
Die Laserparameter sind der Schlüssel zur Beherrschung der Laserablation. Durch deren Anpassung können Laserexperten den Laserprozess für verschiedene Anwendungen optimieren. Im Folgenden finden Sie die wichtigsten Laserparameter, die Sie beachten sollten. Beachten Sie, dass für das Laserschneiden verschiedene Parameter angepasst werden müssen.
Wellenlänge
Wenn Laserlicht auf eine Oberfläche trifft, wird es teilweise reflektiert, teilweise absorbiert. Die absorbierte Laserenergie wird in Wärme umgewandelt, die das Material abträgt.
Da sie eine andere Laserquelle haben, emittiert jeder Lasertyp eine andere Wellenlänge. Der Laser, der die Wellenlänge emittiert, die vom Material am wenigsten reflektiert wird, sollte bevorzugt werden. Faserlaser arbeiten zum Beispiel effizienter mit Metallen, während CO2-Laser bei Kunststoffen und anderen organischen Materialien besser funktionieren.
Laserstrahl Durchmesser
Je größer der Durchmesser des fokussierten Strahls ist, desto streuer wird die Laserenergie —bis zu einem Punkt, an dem die Laserablation unmöglich ist und das Laserschweißen beginnt. Durch Verkleinerung des Strahldurchmessers (auch als Punktgröße bezeichnet) kann mehr Energie auf eine kleinere Fläche übertragen werden, was zu einem energieeffizienteren Abtrag führt.
Strahlqualität
Die Strahlqualität (auch als M2 bezeichnet) misst, wie gut ein Laserstrahl fokussiert werden kann. Je näher der Laserstrahl zu einem M2 = 1 tendiert, desto effizienter ist der Laser für die Ablation.
Strahlen mit einem hohen M2-Faktor sind unfokussiert und können, die hohe Energie die für die Ablation erforderlich ist, nicht erzeugen. Sie sind oft ideal für das Laserschweißen.
Fokaler Abstand
Der Fokusabstand ist der Punkt, an dem der Laserstrahl auf den Zielbereich fokussiert wird, um qualitativ hochwertige Ergebnisse zu erzielen.
Durch den Einsatz verschiedener Fokussieroptiken oder in einigen Fällen durch den Einsatz von 3D-Köpfen, kann es verändert werden. Diese Köpfe können mit Sensoren ausgestattet werden, die den Fokusabstand auf dem Teil automatisch anpassen, um immer optimale Ergebnisse zu erzielen.
Laserleistung
Die Laserleistung wird in Watt angegeben und ist die durchschnittliche Leistung des Laserstrahls.
Ein gepulster 100-W-Laser kann hohe Energiespitzen von 10.000 W erreichen, aber seine durchschnittliche Leistung über die Zeit beträgt immer noch 100 W. Umgekehrt erzeugt ein 1.000 W Dauerstrichlaser konstant 1.000 W Leistung, wird aber nie keine höhere Leistung erreichen.
Gepulste Laser werden wegen ihrer höheren Spitzenleistung zum Abtragen von Materialien bevorzugt. Wenn die durchschnittliche Leistung erhöht wird, können Oberflächen schneller behandelt werden.
Pulslänge
Die Pulslänge, auch bekannt als Pulsdauer oder Pulsbreite, ist die Zeit zwischen dem Beginn und dem Ende eines Pulses. Sie kann in Mikrosekunden (ein Millionstel einer Sekunde), Nanosekunden (ein Milliardstel), Pikosekunden (ein Billionstel) oder Femtosekunden (ein Quadrillionstel) angegeben werden.
Kurze Pulse die für die meisten Laseranwendungen erforderlich sind, können die hohen Energiespitzen erreichen. Indem sie thermische Effekte begrenzen, verhindern sie auch unerwünschtes Schmelzen. Die Laserax Faserlaser erzeugen typischerweise kurze Pulse von 100 ns oder 125 ns.
Pulswiederholungsrate
Die Pulswiederholungsrate (auch als Pulsfrequenz bezeichnet) ist die Anzahl der Pulse pro Sekunde. Eine Standardeinstellung für unsere gepulsten 100-W-Laser beträgt 100.000 Pulse pro Sekunde, von denen jeder 1 mJ Energie enthält. In ähnlicher Weise haben unsere 50W-Laser eine nominale Wiederholungsrate von 50.000 Impulsen pro Sekunde.
Je höher die Anzahl der Pulse pro Sekunde, desto geringer ist die Energiemenge pro Puls. Unser 50W-Laser könnte 100.000 Pulse pro Sekunde statt 50.000 erzeugen, aber jeder Puls würde 0,5 mJ statt 1 enthalten.
Wenn die Energie pro Puls zu niedrig ist, wird die Abtragung von Materialien unmöglich sein.
Scangeschwindigkeit
Die Scangeschwindigkeit ist die Geschwindigkeit, mit der sich den Spiegeln im Laser drehen, um den Laserstrahl zu bewegen. Je schneller sie sich drehen, desto höher ist die Scangeschwindigkeit. Dieser Parameter wird verwendet, um den Abstand zwischen den Pulsen zu ändern und somit die Energieverteilung zu steuern.
Impulsabstand
Der Impulsabstand ist eine direkte Folge der Scangeschwindigkeit. Wenn die Laserpulse näher beieinander liegen, wird mehr Energie in denselben Bereich gesendet. Der Pulsabstand wird verwendet, um Materialien auf unterschiedliche Weise abzutragen. Zum Beispiel erfordert die Lasergravur einen sehr engen Pulsabstand, um tief in das Material einzudringen.
Anzahl der Durchgänge
In der Regel reicht ein einziger Laserdurchgang aus, um ein Material abzutragen. Dies ist der Fall beim Ätzen dauerhafter Markierungen oder beim Entfernen von Farbe von einer Oberfläche.
In bestimmten Fällen leisten mehrere Laserdurchgänge bessere Ergebnisse, da eine Überhitzung des Bereichs vermieden wird. Dies ist der Fall, wenn man tiefe Markierungen in ein Material eingravieren oder dicke Zunderschichten von einer Oberfläche entfernen will.
Was sind die industriellen Anwendungen der Laserablation?
Da Sie nun wissen, wie die Laserablation funktioniert, lassen Sie uns einen Blick auf ihre industriellen Anwendungen werfen. Wie Sie sehen werden, wird die Laserablation in vielen Bereichen der Laserbearbeitung eingesetzt.
Lasermarkierung
Die Lasermarkierung erzeugt dauerhafte Markierungen direkt auf der Oberfläche von Teilen. Sie wird häufig zur Rückverfolgbarkeit von Teilen verwendet, indem Kennzeichnungen wie Data-Matrix-Codes, QR-Codes, alphanumerische Zeichen und Seriennummern erstellt werden. Die Lasermarkierung wird auch verwendet, um Produkte mit Logos zu kennzeichnen. Die Laserbeschriftung kann auf den meisten Metallen, verschiedenen Kunststoffen und anderen organischen Materialien durchgeführt werden.
Laserätzen und Lasergravieren, die gebräuchlichsten Lasermarkierungsverfahren, verwenden Laserablation bei unterschiedlichen Intensitäten. Bei typischen Barcodes erfolgt der Abtrag innerhalb von 100 Mikrometern in die Oberfläche, um noch tiefer zu gehen, kann aber die Tiefengravur auch verwendet werden.
Nicht alle Lasermarkierungsverfahren verwenden Laserablation. Beim Laserglühen zum Beispiel werden Materialien nicht abgetragen. Laserglühen markiert Metalle wie Edelstahl, indem es eine Farbänderung unter der Oberfläche induziert, wodurch die Korrosionsbeständigkeit des Materials erhalten bleibt.
Laser-Reinigung
Die Laserreinigung kann dünne Schichten von Materialien wie Rost, Oxid und Farbe von Oberflächen entfernen, indem sie die chemische Bindung, die sie zusammenhält, aufbricht.
Wie bereits erläutert, hat jedes Material eine Abtragsschwelle. Da die Abtragsschwelle von Rost, Farbe und Oxid niedriger ist als die von Metallen, können die Laserparameter so eingestellt werden, dass die Intensität des Strahls sie abträgt, ohne das Grundmaterial zu beschädigen.
Die Verdampfung von Verunreinigungen und Beschichtungen von Metallen erfordert in der Regel einen Hochleistungslaser (100 W und mehr). In diesen Videos finden Sie Beispiele für Laserreinigungsanwendungen:
Laser-rostentfernung
Laser-oxidentfernung
Laser-lackentfernung
Laser-Texturierung
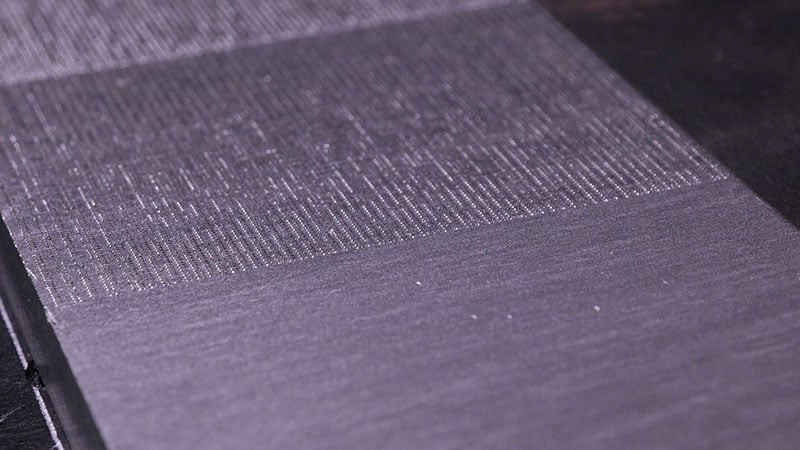
Die Lasertexturierung bereitet mittels Laserablation Oberflächen für nachfolgende Fertigungsschritte vor. Durch die Änderung der Oberflächenrauheit können Oberflächen für Prozesse wie Kleben, Lackieren, thermische Spritzbeschichtung und Laserauftragschweißen vorbereitet werden.
In der folgenden Abbildung sehen Sie eine texturierte und eine nicht texturierte Oberfläche aus der Nähe.
Welche Vorteile bringt Laserablation?
Wie alle Technologien hat auch die Laserablation Vor- und Nachteile. Wir haben sie hier zusammengefasst, damit Sie verstehen, ob die Laserablation das Richtige für Sie ist, ob Sie sie für die Lasermarkierung, Laserreinigung oder Lasertexturierung benötigen.
Vorteile der Laserablation
Die Laserablation ist ein berührungsloses Verfahren, das - mit Ausnahme des Laserschneidens - ohne Verbrauchsmaterialien auskommt. Daher ist es wartungsarm und trägt zur Senkung der Betriebskosten bei.
Da es Technologien ersetzt, die Chemikalien, Schleifmittel und andere Arten von Verbrauchsmaterialien verwenden, hilft es den Herstellern auch, ihren ökologischen Fußabdruck zu reduzieren und die Umweltschutzvorschriften zu erfüllen.
Die Laserablation lässt sich außerdem leicht automatisieren, was sie zu einer guten Wahl für Produktionslinien macht und es vielen Herstellern ermöglicht, die manuelle Arbeit zu reduzieren.
Nachteile der Laserablation
Wenn die Lasertechnologie richtig eingesetzt wird, ist sie absolut sicher. Um dies zu erreichen, müssen Sie jedoch die Lasersicherheitsstandards einhalten. Im Idealfall wird die Laserablation in einer Laserschutzkabine der Klasse 1 durchgeführt.
Die Materialbearbeitung könnte auch Dämpfe und Partikel in die Luft abgeben.
Aus diesem Grund ist in der Nähe des Lasersystems fast immer eine Rauchgasabsaugung erforderlich. Und schließlich: Obwohl die Lasertechnologie aufgrund ihrer niedrigen Betriebskosten eine enorme Kapitalrendite bietet, erfordert sie in der Regel eine höhere Anfangsinvestition als ihre Alternativen.
Was die Experten für Industrielaser für Sie tun können
Wenn Sie die Laserablation für eine industrielle Anwendung einsetzen möchten, sind die Experten von Laserax für Sie da. Sie können:
Ihnen schlüsselfertige Lösungen anbieten, einschließlich Lasermarkierungs- und Laserreinigungsmaschinen oder OEM-Lasersysteme
Versuche durchführen, um die Laserparameter für Ihre Anwendung zu optimieren, Ihnen helfen, die Sicherheit des Lasers und die Abgase richtig zu behandeln
With a master's degree in laser micromachining, Xavier is one of the two laser experts who founded Laserax. He is now President, pushing forward his desire to provide the manufacturing industry with cutting-edge laser solutions.
Laserreinigung beschreibt den Prozess zur Entfernung von Verunreinigungen wie zum Beispiel Rost, Öl, Oxide etc. von Stahl und anderen Oberflächen mittels Lasertechnologie. Erreicht wird die Laserreinigung durch Laserabtrag. Es...
Das E-Coating-Verfahren, auch bekannt als Elektrotauchlackierung, ist eine äußerst zuverlässige Methode zum Schutz von Metallteilen vor Korrosion, UV-Belastung und Verschleiß. Wenn Sie verstehen, wie die E-Coating funktioniert und wie Sie dieses Verfahren optimieren können, können Sie einen optimalen Durchsatz gewährleisten, Fehler reduzieren und hochwertige Beschichtungen erzielen.
Beim Kleben, Beschichten, Lackieren, Bedrucken oder Versiegeln stoßen die meisten Hersteller früher oder später auf Probleme mit der Haftung, dem Korrosionsschutz oder strukturelle Schwächen. In diesem Artikel erklären wir, was eine Oberflächenbehandlung ist, und erläutern ihre Vorteile für verschiedene Anwendungen. Wir helfen Ihnen außerdem bei der Auswahl der passenden Oberflächenbehandlung aus den 10 gängigsten Methoden.