L’ablation par laser est la réaction physique qui survient lorsqu’un laser élimine des matériaux par sublimation (passer presque instantanément de l’état solide à l’état gazeux). Elle sert à éliminer des couches de matériau de façon sélective. L’ablation par laser désigne la plupart du temps le nettoyage laser, mais elle est également utilisée pour le marquage, la texturation et la découpe.
Voici des explications plus détaillées de son utilisation :
Le nettoyage laser élimine les contaminants, les oxydes et les revêtements sans éliminer de matériau du substrat.
Le marquage laser produit des marques permanentes, comme des codes 2D et des logos, en gravant dans la surface.
La texturation par laser modifie la rugosité d’une pièce en creusant des motifs dans la surface.
La découpe laser coupe à travers une surface en éliminant des couches de matériau.
L’ablation par laser a été découverte en 1958, lorsque Gordon Gould a proposé la méthode de commutation-Q pour produire des faisceaux laser à impulsions. La caractéristique clé des lasers à impulsions réside dans le fait qu’ils peuvent atteindre la puissance maximale généralement nécessaire pour éliminer des matériaux.
Comment fonctionne le processus d’ablation par laser ?
Exemple du fonctionnement d’une ablation par laser pour éliminer les revêtements.
Dans la fabrication d’aujourd’hui, les systèmes de lasers CO2 et de lasers à fibre optique sont largement utilisé pour l’ablation par laser. Bien que ces lasers soient utilisés avec différents matériaux, ils réalisent l’ablation par laser de la même façon.
Voici comment ils procèdent :
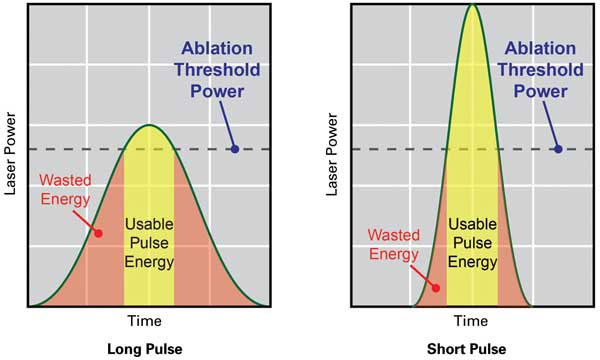
Tous les matériaux ont un seuil d’ablation. Cette propriété est propre à chaque matériau. Lorsque l’intensité générée par un laser est supérieure au seuil d’ablation du matériau, le matériau est ablaté. Si l’intensité est inférieure au seuil d’ablation, rien ne se produit, sauf une légère hausse de la température.
Les matériaux expulsés de la surface se vaporisent en fumées. Bien que ces fumées soient minimes, un système d’extraction de fumées est généralement exigé à proximité du laser à des fins de sécurité et pour éviter une accumulation et l’obstruction du faisceau laser.
Les paramètres de laser sont essentiels pour maîtriser l’ablation par laser. En les ajustant, les experts peuvent optimiser le processus laser pour différentes applications. Vous trouvez les paramètres laser les plus importants à prendre en compte ci-dessous. Veuillez noter que pour la découpe laser, différents paramètres doivent être ajustés.
Longueur d’onde
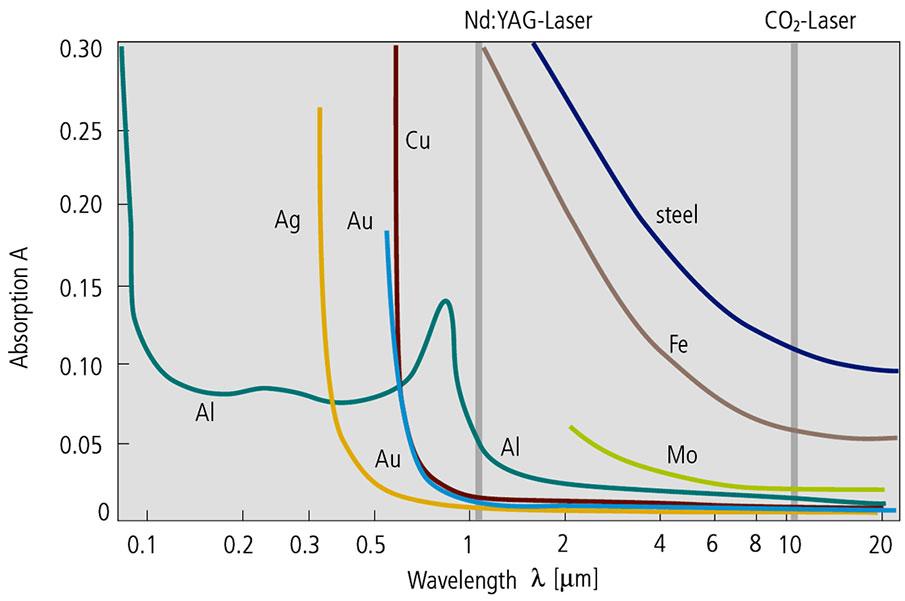
Lorsque la lumière laser frappe une surface, elle est en partie reflétée, en partie absorbée. L’énergie laser absorbée est convertie en chaleur qui ablate le matériau.
En raison de leur différente source laser, chaque type de laser émet une longueur d’onde différente. Le laser qui émet la longueur d’onde la moins réfléchie par la matière doit être privilégié. Les lasers à fibre optique, par exemple, fonctionnent plus efficacement avec les métaux, tandis que les lasers CO2 conviennent mieux aux matériaux plastiques et organiques.
Absorbance des longueurs d’onde par différents métaux. Image avec l’aimable autorisation de Novika Solutions.
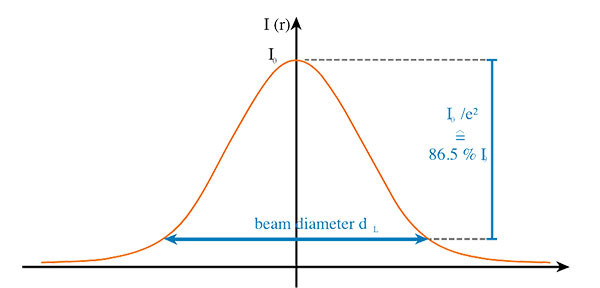
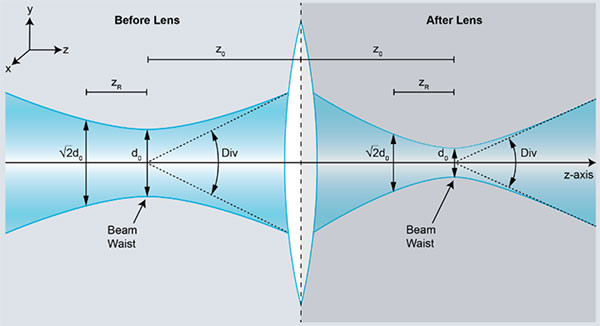
Diamètre du faisceau
Plus le diamètre du faisceau focalisé est grand, plus l’énergie laser est dispersée, jusqu’à un point où l’ablation par laser est impossible. En réduisant le diamètre du faisceau (également appelé la taille de point), la même quantité d’énergie peut être transférée à une zone plus petite. Cela engendre une densité énergétique plus élevée, donc une ablation plus efficace.
La qualité de faisceau (aussi appelée M2) mesure la qualité de la focalisation d’un faisceau laser. Plus le faisceau laser tend vers M2 = 1, plus le laser sera efficace pour l’ablation.
Les faisceaux avec un facteur M2 élevé sont non focalisés et n’arrivent pas à générer l’énergie élevée requise pour l’ablation. Cependant, ils sont souvent idéaux pour la soudure laser.
Différentes qualités de faisceau obtenues par l’ajout d’une lentille (source)
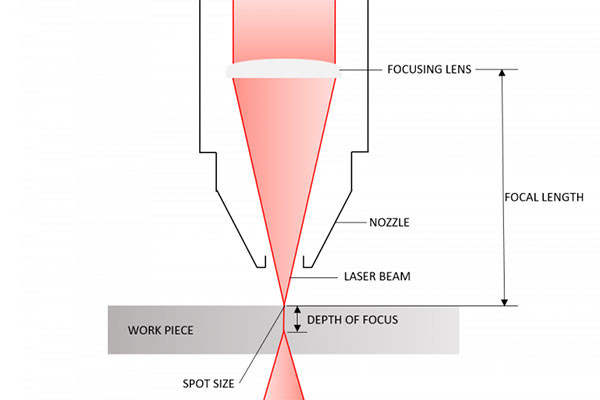
Distance focale
La distance focale peut être considérée comme la distance entre la lentille et le matériau à ablater. Le faisceau laser est dit « focalisé » à cette distance de l’objectif, ce qui lui permet de produire des résultats de haute qualité.
Il peut être modifié à l’aide de plusieurs optiques de focalisation ou, dans certains cas, à l’aide de têtes 3D. Ces têtes peuvent être équipées de capteurs qui ajustent automatiquement la distance focale sur la pièce afin de toujours produire des résultats optimaux.
Fournie en watts, la puissance laser est la puissance moyenne du faisceau laser.
Un laser à impulsions de 100 W peut atteindre une énergie maximale élevée de 10 000 W, mais sa puissance moyenne au fil du temps reste de 100 W. Inversement, des lasers à onde entretenue de 1 000 W génèrent constamment une puissance de 1 000 W, mais ne peuvent jamais aller au-delà.
Les lasers à impulsions sont les outils privilégiés pour ablater les matériaux en raison de leurs puissances maximales plus élevées. Les surfaces peuvent être traitées plus rapidement en augmentant leur puissance moyenne.
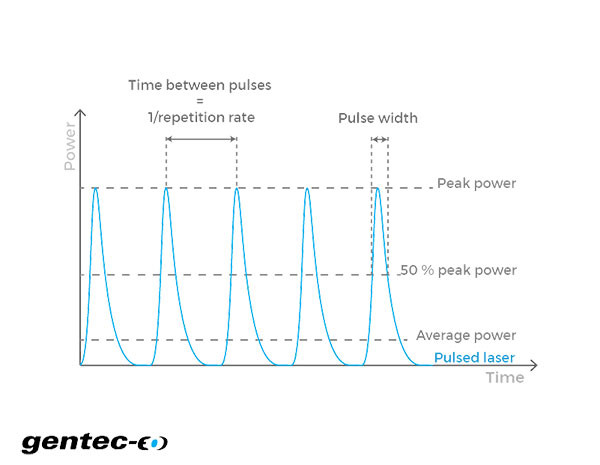
La longueur d’impulsion, aussi appelée durée d’impulsion ou largeur d’impulsion, correspond au temps entre le début et la fin d’une impulsion. En fonction de l’application, elle peut être exprimée en microsecondes (un millionième d’une seconde), en nanosecondes (un milliardième), en picosecondes (un billionième) ou en femtosecondes (un billiardième).
Les impulsions courtes peuvent atteindre l’énergie maximale élevée nécessaire pour la plupart des applications laser. Leur courte durée limite les effets thermiques, empêchant ainsi une fonte non souhaitée. Les lasers à fibre optique de Laserax génèrent généralement des impulsions courtes de 100 ns ou de 125 ns.
Le taux de répétition des impulsions (également appelé fréquence d’impulsion) est le nombre d’impulsions par seconde. Par exemple, le paramètre par défaut pour nos lasers à impulsions de 100 W est de 100 000 impulsions par seconde, chacune contenant 1 mJ d’énergie. De la même manière, nos lasers de 50 W possèdent un taux de répétition nominal de 50 000 impulsions par seconde.
Augmenter le nombre d’impulsions par seconde réduit la quantité d’énergie par impulsion. Notre laser de 50 W pourrait générer 100 000 impulsions par seconde au lieu de 50 000, mais chaque impulsion contiendrait 0,5 mJ au lieu de 1.
Si l’énergie par impulsion est trop faible, l’ablation de matériaux sera impossible.
Vitesse de balayage
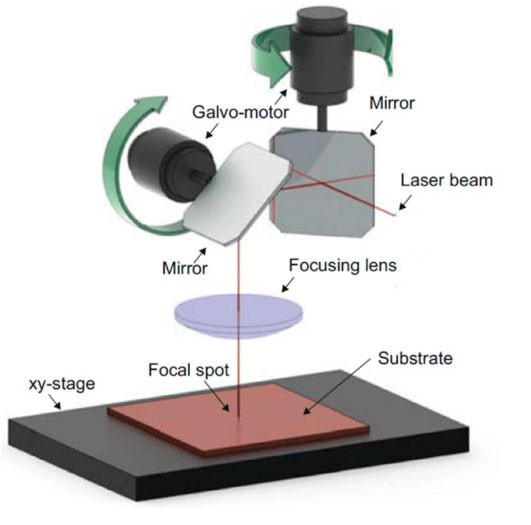
La vitesse de balayage est la vitesse à laquelle le miroir tourne dans le laser pour déplacer le faisceau laser. Plus il tourne vite, plus la vitesse de balayage est rapide. Ce paramètre permet de modifier l’espacement entre les impulsions, et ainsi réguler la distribution de l’énergie.
Moteurs galvanométriques et miroirs à l’intérieur d’une tête de balayage laser (source)
Espacement des impulsions
L’espacement des impulsions est un résultat direct de la vitesse de balayage. Si les impulsions laser sont proches les unes des autres, une plus grande quantité d’énergie est envoyée dans la même zone. Ce paramètre est utilisé pour ablater les matériaux de différentes façons. Par exemple, la gravure laser nécessite un espacement des impulsions très serré pour creuser profondément dans les matériaux.
Nombre de passages
Un seul passage laser est généralement suffisant pour ablater un matériau. C’est le cas lors de la gravure de marques permanentes ou de l’élimination de la peinture sur une surface.
Parfois, plusieurs passages laser produisent de meilleurs résultats, car cela permet d’éviter de surchauffer une zone, comme lors de la gravure de marques profondes dans un matériau ou lors de l’élimination de couches épaisses de calamine sur une surface.
Quelles sont les applications industrielles ?
Nettoyage laser
Lors du nettoyage laser, il est possible d’éliminer des films fins de matériaux, comme la rouille, l’oxyde et la peinture sur les surfaces en cassant la liaison chimique qui les maintient.
Comme expliqué précédemment, chaque matériau possède un seuil d’ablation. Étant donné que le seuil d’ablation de la rouille, de la peinture et de l’oxyde est inférieur à celui des métaux, le paramètre de laser peut être défini de façon à ce que l’intensité du faisceau les ablate sans affecter le matériau de base.
La vaporisation des contaminants et des revêtements sur les métaux nécessite généralement un laser de forte puissance (100 W et plus). Vous pouvez regarder les vidéos suivantes pour obtenir des exemples d’applications de nettoyage laser.
ÉLimination De La Peinture Au Laser
ÉLimination De L’oxyde Au Laser
ÉLimination De La Rouille Au Laser
Marquage laser
Le marquage laser crée des marquages permanents directement sur les surfaces des pièces. Il est souvent utilisé pour assurer la traçabilité des pièces en créant des identifiants tels que le code Datamatrix, les codes QR, les caractères alphanumériques et les numéros de série. Il sert également à identifier les produits présentant des logos.
Le marquage laser peut être effectué sur la plupart des métaux, sur plusieurs plastiques ainsi que sur des matériaux organiques.
Les processus de marquage laser, de marquage laser par etching et de gravure laser les plus courants utilisent l’ablation par laser à différentes intensités. Pour les codes-barres classiques, l’ablation est effectuée à moins de 100 microns de la surface, mais la gravure profonde peut également être utilisée pour des codes plus résistants.
Tous les processus de marquage laser n’utilisent pas l’ablation par laser. Le recuit laser, par exemple, n’ablate pas les matériaux ; il marque les métaux, comme l’acier inoxydable, en provoquant un changement de couleur sous la surface, préservant ainsi la résistance du matériau à la corrosion.
Texturation par laser
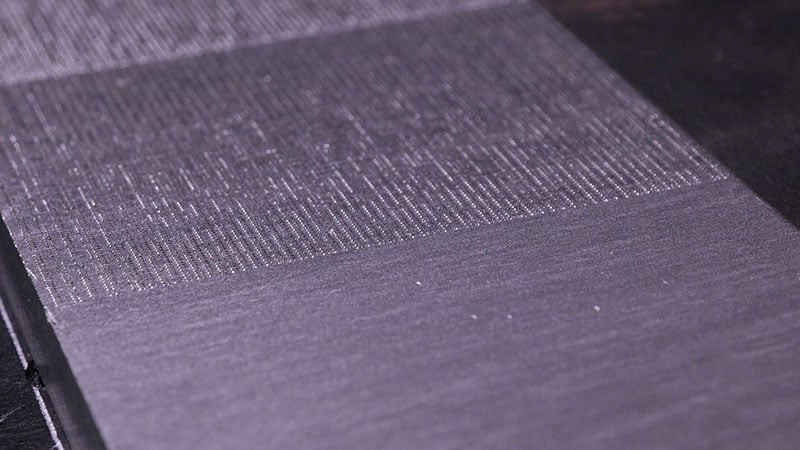
L’ablation par laser peut être utilisée pour texturer les surfaces avant les étapes de fabrication ultérieures. En modifiant leur rugosité, les surfaces peuvent être préparées pour le collage par adhésif, la peinture, le revêtement par projection thermique et d’autres processus.
Dans l’image suivante, vous pouvez voir une surface texturée et une surface non texturée de près.
Quels sont les avantages et les inconvénients ?
Comme toutes les technologies, l’ablation par laser présente des avantages et des inconvénients. Nous les avons résumés ici pour vous aider à comprendre si cette méthode vous conviendrait, que vous ayez besoin de l’utiliser pour le nettoyage laser, le marquage laser ou la texturation laser.
Avantages
Inconvénients
Processus sans contact qui réduit au maximum l’usure pour des résultats plus constants.
Fonctionne sans consommables pour remplacer des technologies utilisant des produits chimiques, des agents d’abrasion et d’autres types de consommables.
Réduit les coûts d’entretien et les coûts opérationnels.
Aide les fabricants à réduire leur empreinte écologique et à respecter les réglementations en matière de protection de l’environnement.
Facile à automatiser dans les chaînes de production pour réduire le travail manuel.
Lorsqu’elle est correctement enfermée, la technologie laser est entièrement sans danger. Mais pour ce faire, vous devez respecter les normes de sécurité laser. Idéalement, l’ablation est effectuée dans une enceinte de sécurité de laser de classe 1.
Le traitement des matériaux pourrait libérer des fumées et des particules dans l’air. Un système d’extraction de fumées est presque toujours nécessaire à proximité du système laser.
La technologie laser nécessite généralement un investissement initial plus élevé que les autres solutions.
Ce que les experts en lasers industriels peuvent faire pour vous
Si vous cherchez à intégrer une ablation par laser pour une application industrielle, nos experts sont là pour vous. Ils peuvent :
With a master's degree in laser micromachining, Xavier is one of the two laser experts who founded Laserax. He is now President, pushing forward his desire to provide the manufacturing industry with cutting-edge laser solutions.
Le nettoyage laser est un procédé écologique utilisé pour éliminer la rouille, la peinture, l’oxyde et tous autres contaminants des surfaces métalliques. Cette méthode est de plus en plus utilisée pour de nombreuses applications dues à son efficacité.
Le procédé d’électrodéposition de revêtements, également appelé électrolaquage, est une méthode très fiable pour protéger les pièces métalliques contre la corrosion, l’exposition aux UV et l’usure. En comprenant le fonctionnement de l’électrodéposition de revêtements et comment l’optimiser, vous pouvez garantir un rendement optimal, réduire les défauts et obtenir des revêtements de haute qualité.
Lorsqu’ils procèdent à des opérations de collage, de revêtement, de peinture, d’impression ou de scellage, la plupart des fabricants sont tôt ou tard confrontés à des problèmes d’adhérence, de protection contre la corrosion ou de faiblesses structurelles. Dans cet article, nous allons expliquer ce qu’est le traitement de surface et décrire ses avantages pour diverses applications. Nous vous aiderons également à choisir parmi les 10 méthodes de traitement de surface les plus courantes aujourd’hui.