
How Does Laser Cleaning Work in 5 Steps
Laser cleaning is an eco-friendly process used to remove rust, paint, oxide and other contaminants from metal surfaces. Because of its efficiency, it is being used in an increasing number of applications.

Laser ablation is the physical reaction that occurs when a laser removes material through sublimation—going from solid to gas almost instantly. It is used to selectively remove layers of material. Laser ablation most commonly refers to laser cleaning, but it is also used for marking, texturing, and cutting.
Here is how it is used more specifically:
Laser ablation was discovered in 1958 when Gordon Gould proposed the Q-switching method to produce pulsed laser beams. The key characteristic of pulsed lasers is that they can reach the high peak power typically required to remove material.
Table of Content
In today’s manufacturing, CO2 and fiber laser systems are widely used for laser ablation. Although these lasers are used with different materials, they achieve laser ablation in the same way.
Here’s how:
All materials have an ablation threshold. It is a property that is unique to each material. When the intensity generated by a laser is above the material’s ablation threshold, the material is ablated. If the intensity is below the ablation threshold, nothing happens, except a slight increase in temperature.
Materials expelled from the surface are vaporized into fumes. Although these fumes are minimal, a fume extraction system is usually required near the laser for safety and to avoid accumulation and obstruction of the laser beam.
Laser parameters are key to mastering laser ablation. By adjusting them, experts can optimize the laser process for different applications. You will find the most important laser parameters to consider below. Take note that for laser cutting, different parameters need to be adjusted.
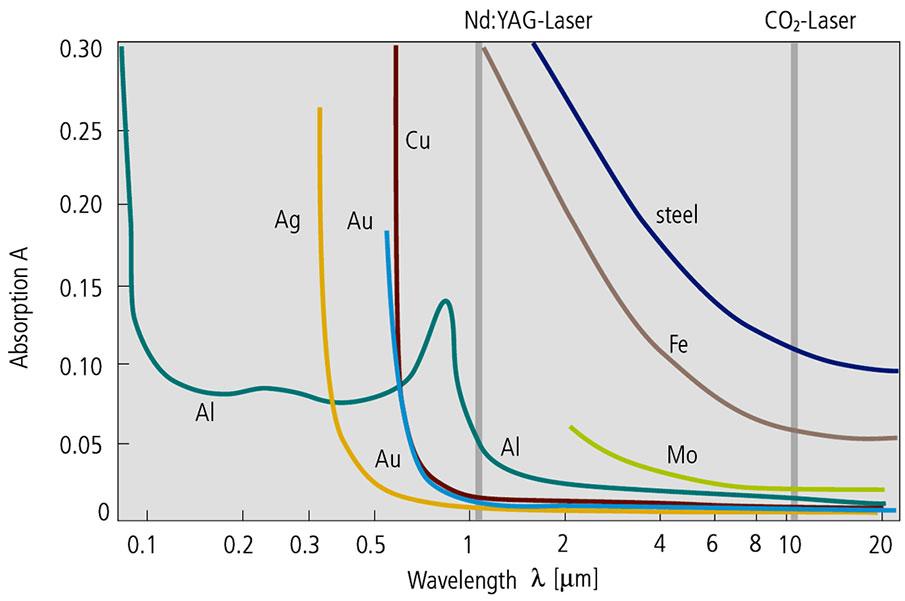
When laser light hits a surface, it is partly reflected, partly absorbed. The absorbed laser energy is converted into heat which ablates the material. Due to their different laser source, each type of laser emits a different wavelength. The laser that emits the wavelength that is the least reflected by the material should be favored. Fiber lasers, for example, work more efficiently with metals whereas CO2 lasers with plastics and organic materials.
|  |
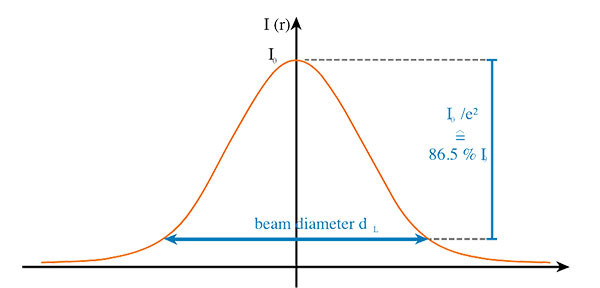
The larger the diameter of the focused beam, the more dispersed the laser energy—up to a point where laser ablation is impossible. By reducing the beam diameter (also known as the spot size), the same amount of energy can be transferred to a smaller area. This results in a higher energy density and hence more efficient ablation.
|  |
The beam quality (also known as M2) measures how well a laser beam can be focused. The closer the laser beam tends towards M2= 1, the more efficient the laser will be for ablation. Beams with a high M2 factor are unfocused and fail to generate the high energy required for ablation. However, they are often ideal for laser welding.
| 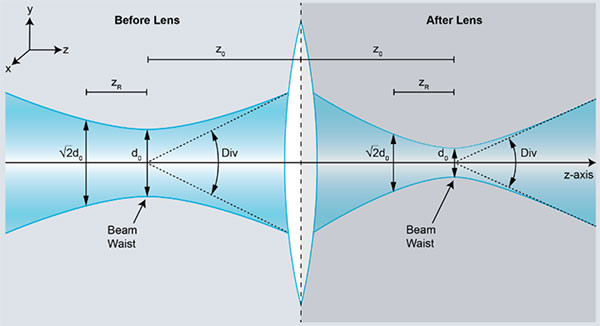 |
The focal distance can be seen as the distance between the lens and the material that needs to be ablated. The laser beam is said to be “in focus” at that distance from the lens, allowing it to generate high-quality results. It can be changed using various focusing optics or, in some cases, with the use of 3D heads. These heads can be equipped with sensors that automatically adjust the focal distance on the part to always generate optimal results. | 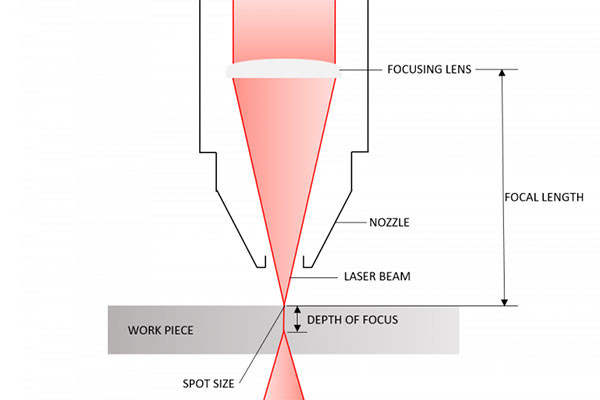 |
Provided in watts, the laser power is the average power of the laser beam. A 100W pulsed laser can reach high energy peaks of 10,000W, but its average power over time is still 100W. Conversely, a 1,000W continuous-wave lasers consistently generates 1,000W of power but can never reach more than that. Pulsed lasers are the preferred tools to ablate materials because of their higher peak powers. Surfaces can be treated faster by increasing their average power.
| 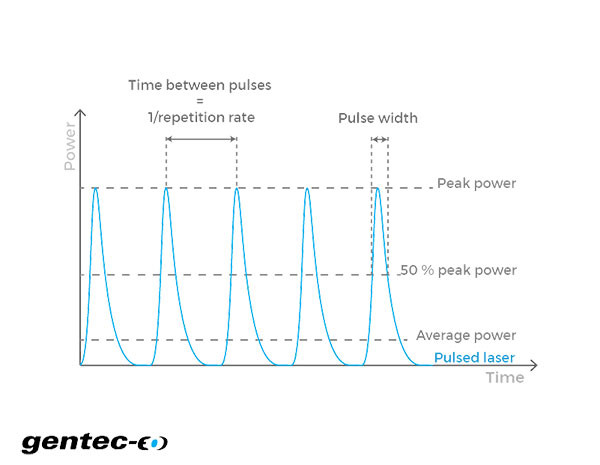 |
The pulse length, also known as pulse duration or pulse width, is the time between the beginning and the end of a pulse. Depending on the application, it can be expressed in microseconds (one millionth of a second), nanoseconds (one billionth), picoseconds (one trillionth) or femtoseconds (one quadrillionth). Short pulses can reach the high energy peaks required for most laser applications. Their short duration limits thermal effects, hence preventing undesirable melting. Laserax fiber lasers typically generate short pulses of 100 ns or 125 ns. | 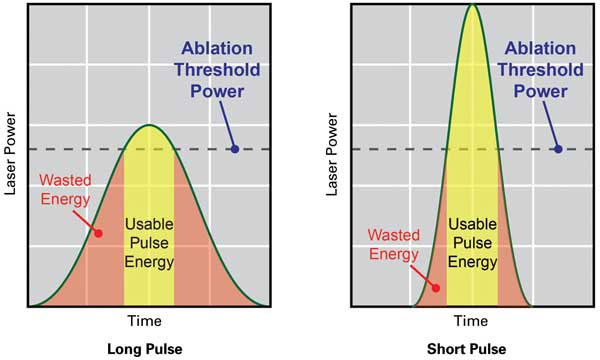 |
The pulse repetition rate (also known as pulse frequency) is the number of pulses per second. For example, the default setting for our 100W pulsed lasers is 100,000 pulses per second, each containing 1 mJ of energy. Similarly, our 50W lasers have a nominal repetition rate of 50,000 pulses per second.
Increasing the number of pulses per second reduces the amount of energy per pulse. Our 50W laser could generate 100,000 pulses per second instead of 50,000, but each pulse would contain 0.5 mJ instead of 1.
If the energy per pulse is too low, ablating materials will be impossible.
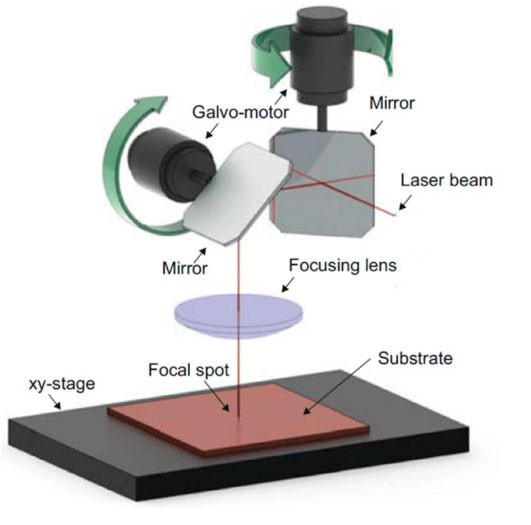
The scanning speed is the speed at which the mirrors rotate in the laser to move the laser beam. The faster they rotate, the faster the scanning speed. This parameter is used to change the spacing between pulses and hence control how energy is distributed.
|  |
The pulse spacing is a direct result of the scanning speed. If laser pulses are closer to one another, more energy is sent to the same area. This parameter is used to ablate materials in different ways. For instance, laser engraving requires a very tight pulse spacing to dig deep into materials.
A single laser pass is usually enough for a material to be ablated. This is the case when etching permanent marks or removing paint from a surface.
Sometimes, several laser passes deliver better results as it avoids overheating an area, such as when engraving deep marks into a material or when removing thick mill scale layers from a surface.
It is possible to remove thin films of materials like rust, oxide and paint from surfaces with laser cleaning by breaking the chemical bond that holds them together.
As explained earlier, every material has an ablation threshold. Since the ablation threshold of rust, paint and oxide is lower than that of metals, the laser parameter can be set so that the beam’s intensity ablates them without impacting the base material.
The vaporization of contaminants and coatings from metals usually requires a high-power laser (100W and more). You can watch the following videos for examples of laser cleaning applications.
Laser marking creates permanent markings directly onto part surfaces. It is often used to implement part traceability by creating identifiers such as data matrix codes, QR codes, alphanumerical characters and serial numbers. It is also used to identify products with logos.
Laser marking can be performed on most metals, several plastics as well as organic materials.
The most common laser marking processes, laser etching and laser engraving, use laser ablation at different intensities. For typical barcodes, ablation is performed within 100 microns of the surface, but deep engraving can also be used for more resistant codes.
Not all laser marking processes use laser ablation. Laser annealing, for instance, does not ablate materials; it marks metals like stainless steel by inducing a color change under the surface, which preserves the material’s corrosion resistance.
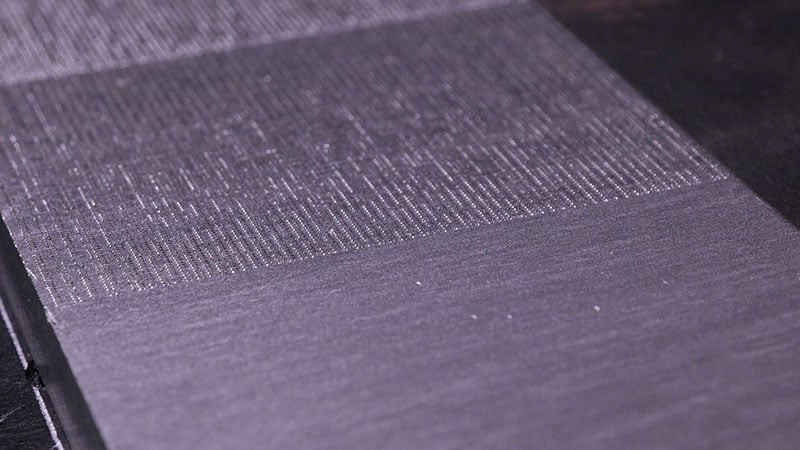
Laser ablation can be used to texture surfaces before subsequent manufacturing steps. By modifying their roughness, surfaces can be prepared for adhesive bonding, painting, thermal spray coating, and other processes.
In the following picture, you can see a textured and non-textured surface up close.
Like all technologies, laser ablation has advantages and disadvantages. We’ve summed them up here to help you understand if it is right for you, whether you need it for laser cleaning, marking or texturing.
| Pros | Cons |
|---|---|
|
|
If you’re looking at integrating laser ablation for an industrial application, our experts are there for you. They can:

With a master's degree in laser micromachining, Xavier is one of the two laser experts who founded Laserax. He is now President, pushing forward his desire to provide the manufacturing industry with cutting-edge laser solutions.
Laser cleaning is an eco-friendly process used to remove rust, paint, oxide and other contaminants from metal surfaces. Because of its efficiency, it is being used in an increasing number of applications.
The e-coating process, also known as electrocoating, is a highly reliable method for protecting metal parts against corrosion, UV exposure and wear. By understanding how e-coating works and how to optimize it, you can ensure optimal throughput, reduce defects, and achieve high-quality coatings.
When bonding, coating, painting, printing or sealing, most manufacturers eventually experience adhesion failure, corrosion protection issues, or structural weaknesses. In this article, we will explain what surface treatment is and describe its benefits for various applications. We will also guide you in choosing among today’s 10 most common surface treatment methods.

