Ultraljudssvetsning och lasersvetsning är de ledande teknikerna för att skapa anslutningar i batterimodulernas samlingsskenor.
Även om båda teknikerna kan automatiseras och erbjuder den kvalitet och precision som krävs för batteritillverkning, finns det viktiga skillnader att ta hänsyn till.
I den här artikeln ska vi titta på hur respektive metod fungerar vid svetsning av samlingsskenor och förklara de skillnader som uppstår.
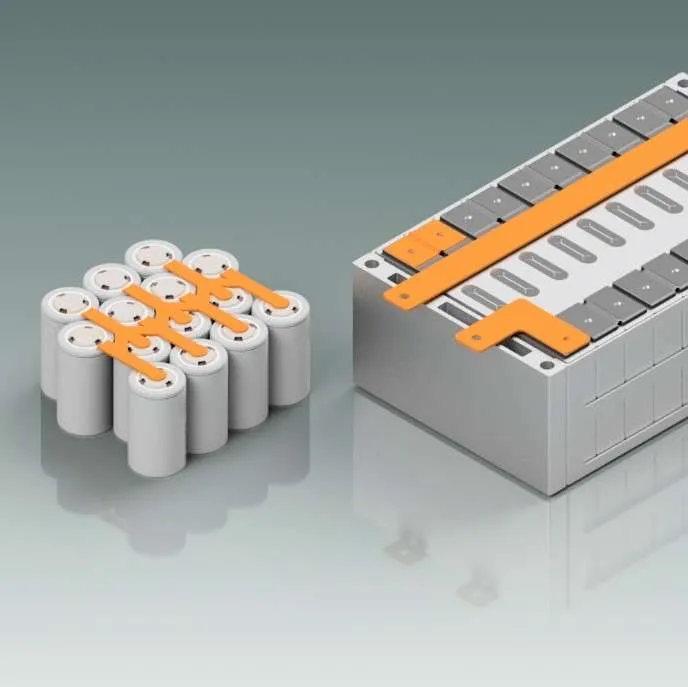
I batterimoduler och batteripaket är samlingsskenor ledande remsor eller stänger som kopplar samman celler. De används för att skapa seriekopplingar och parallellkopplingar för att öka spänningen och kapaciteten efter behov. De kan också ha olika former och storlekar beroende på vilken strömstyrka som krävs.
Samlingsskenor kan tillverkas av olika material, såsom koppar, mässing eller aluminium. De är ofta tillverkade av ett annat metall än de anslutningsplattor som de är kopplade till. Detta kräver tekniker som kan svetsa olika metaller utan tillsatsmaterial, vilket kan göras med både laser- och ultraljudssvetsning.
Samlingsskenor för cylindriska celler (vänster) och prismatiska celler (höger) (källa)
Vad är lasersvetsning?
Lasersvetsning använder fiberlasrar för att generera högenergiska laserstrålar som smälter de material som ska fogas samman. När energi överförs från laserstrålen till metallen smälter de sammanfogade ytorna och smälter samman.
Metallerna smälter och stelnar nästan omedelbart. Jämfört med andra svetsmetoder lämnar detta knappt tid för föroreningar och syre att tränga in och äventyra svetsfogarna.
Vad är ultraljudssvetsning?
Ultraljudssvetsning är en fogningsprocess som skapar anslutningar i samlingsskenor utan att smälta (eller smälta samman) material. Istället vibrerar ett metallverktyg som kallas sonotrod med ultraljudshastighet. Friktionen vid fogytan genererar låg värme och skapar molekylära bindningar mellan de fogade ytorna.
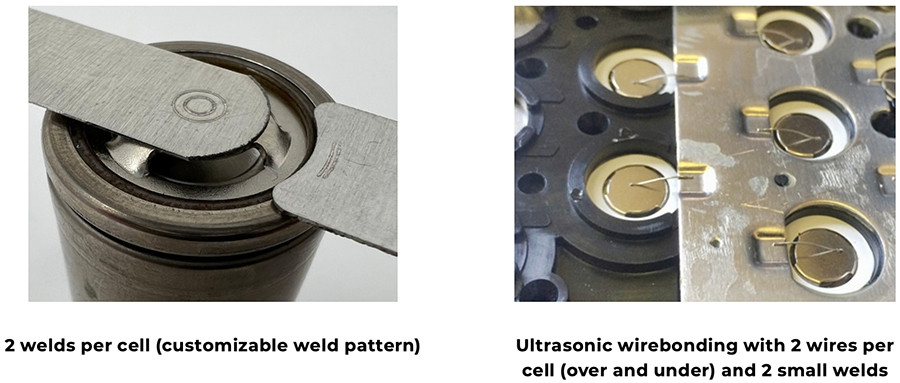
När det gäller samlingsskenor är ultraljudssvetsning mer känd som ultraljudstrådbindning. Detta beror på att trådar används för att skapa de elektriska förbindelserna mellan cellerna och samlingsskenan. Band kan också användas istället för trådar.
Ultraljudssvetsning kan också användas för att svetsa samlingsskenor direkt utan att använda trådar eller band, vilket visas i följande video.
Skillnaderna mellan laser- och ultraljudssvetsning
Värmepåverkad zon
Eftersom ultraljudssvetsning använder mekaniska vibrationer för att foga samman ytor – och inte värme – är den värmepåverkade zonen (HAZ) nödvändigtvis mindre, vilket förbättrar svetskvaliteten.
Den värmepåverkade zonen är fortfarande liten vid lasersvetsning, men det är viktigare att kontrollera den för att uppnå goda resultat. Detta görs genom att justera en rad laserprocessparametrar, såsom spotstorlek, lasereffekt, skanningshastighet, svetsform och wobbling.
Svetsarnas mekaniska hållfasthet
Lasersvetsning ger starkare fogar än ultraljudssvetsning. Vid ultraljudssvetsning sker bindningen endast vid ytan. Det sker ingen nämnvärd inträngning i de material som fogas samman. Vid lasersvetsning kan inträngningsdjupet kontrolleras för att uppnå hög skjuv- och avskalningshållfasthet samtidigt som man håller sig inom de olika celltillverkarnas specifikationsgränser.
Designmöjligheter
Vid ultraljudssvetsning bestämmer sonotroden svetsarnas form. Detta begränsar svetsmönstren till enkla former. Om en annan typ av svetsning behöver utföras måste sonotroden bytas ut.
Vid lasersvetsning kan svetsens form justeras med en enkel programändring. Detta innebär att det inte finns några begränsningar för svetsform och storlek, och de kan justeras direkt om en samlingsskena har svetsar av varierande storlek eller tjocklek.
Strömkapacitet
Vid ultraljudssvetsning används ledningar för att skapa förbindelser, vilket begränsar samlingsskenans strömkapacitet. För att skapa kraftfullare elektriska anslutningar använder vissa modultillverkare flera ledningar för en enda anslutning. Vid lasersvetsning behövs inga ledningar. Det finns en direkt anslutning mellan battericellerna och samlingsskenan, vilket möjliggör ett bättre flöde av den elektriska strömmen med mindre motstånd.
Svetshastighet
Både lasersvetsning och ultraljudssvetsning erbjuder höga svetshastigheter, men laser är snabbare.
Till exempel är det möjligt att skapa en enda sammankoppling på 50 ms med lasersvetsning och 100 ms med ultraljudssvetsning.
I en verklig produktionslinje är skillnaden mycket större. Lasersvetsning är minst 10 gånger snabbare. Detta beror på att vid ultraljudsbindning flyttas sonotroden över varje förbindelse. Dessa mekaniska rörelser tar betydligt längre tid. Däremot kan lasersvetsning utföras på distans med ett laserhuvud som kan bearbeta upp till 150 celler utan att röra sig.
Antal anslutningar
Vid ultraljudssvetsning måste varje ledning anslutas till en cell och till samlingsskenan. Lasersvetsning halverar antalet elektriska anslutningar, eftersom cellen kan anslutas till samlingsskenan med en enda anslutning.
Det minskade antalet anslutningar som lasersvetsning möjliggör erbjuder många fördelar: färre potentiella felpunkter, mindre motstånd och energiförlust i form av värme, mer ström per svetsning och bättre värmeöverföring från cellerna till samlingsskenan.
Slutsats
Laserax erbjuder lasersvetsningslösningar för batteriproduktion, inklusive allt som behövs för att hantera utmaningarna med batterisvetsning från design till fullskalig produktion. Kontakta oss för att diskutera din applikation.
Keven är produktlinjechef för Laserax batterisvetslösningar. Han har en stark bakgrund inom elektroteknik, särskilt inom PLC-programmering, elkonstruktion och visionssystem. Han är ofta involverad i att utvärdera kunders behov för att kunna erbjuda anpassade industriella lösningar.
Även om litiumjonbatterier dominerar marknaden för elfordon finns det fortsatt oro över brist på råvaror, kostnader samt utvinnings- och gruvdrift. Litiumproduktion är dyr och inte särskilt miljövänlig.
Litiumjonbatterier har drivit våra enheter och elfordon i åratal, men fastfasbatterier hyllas nu som nästa stora grej. Men hur korrekt är det påståendet?
Pouch-celler introducerades 1995 och har alltid haft en unik design, där batteriet är inneslutet i en mjuk plastfilm istället för ett styvt hölje som hos cylindriska och prismatiska celler.
I den här artikeln diskuterar vi hur de har utvecklats genom åren och vart de är på väg.