Lasersvetsning är en precis och effektiv svetsmetod som har använts i mer än 50 år. Precis som alla industriella svetsmetoder måste den övervakas för att upptäcka felaktiga svetsar och säkerställa kvaliteten.
Att säkerställa god svetskvalitet blir allt svårare, eftersom lasersvetsning i allt högre grad används för mikrosvetsningstillämpningar som kräver större precision, såsom svetsning av batterikontakter inom bilindustrin. Detta innebär att det krävs mer precisa instrument för att övervaka svetsningen.
I den här artikeln kommer vi att behandla följande ämnen för att förstå hur övervakning av lasersvetsning fungerar.
Laservetsövervakning är kontinuerlig övervakning av lasersvetsprocessen för att säkerställa kvalitet och tillförlitlighet. Som en icke-förstörande provningsmetod (NDT) innebär det att man mäter parametrar som temperatur, plasmastrålning, svetsens inträngningsdjup och lasereffekt för att upptäcka defekter medan svetsningen pågår. Detta gör det möjligt att omedelbart åtgärda defekter.
Olika LWM-metoder används för att övervaka lasersvetsning. Dessa verktyg samlar in data för att avgöra när en svets är dålig eller direkt upptäcka dåliga svetsar. Här är en kort sammanfattning av dessa metoder:
Akustisk emission: När material ändrar form alstras ljud. Bildandet av sprickor, porositeter och andra deformationer genererar alla ljudvågor som kan detekteras av sensorer placerade på ytan som svetsas. Dessa akustiska emissioner kan analyseras för att upptäcka svetsdefekter.
Röntgenradiografi: Röntgenstrålning är elektromagnetisk strålning som kan passera genom material. Under svetsningen sänds röntgenstrålar från ena sidan av materialet och fångas upp på den motsatta sidan. Detta skapar en detaljerad bild av materialens och svetsarnas inre struktur, vilket gör det möjligt att upptäcka en rad inre defekter.
Bildbehandling: Bildbehandlingsenheter skapar en bild av svetsarna med hjälp av olika våglängder i det elektromagnetiska spektrumet. Visionkameror fångar upp bilder i den synliga delen av spektrumet, medan värmekameror detekterar infraröd strålning som avges när temperaturen stiger under svetsningen. Varje typ av kamera kan upptäcka olika typer av svetsfel, så en kombination av olika kameror är idealisk för att få en bra bild.
Optiska signaler: Optiska enheter kan fånga upp ljus för att erhålla en stor mängd information om vad som händer under svetsningen. Till exempel fångar spektrometrar upp våglängder som avges från exciterade molekyler, såsom upphettade material; fotodioder övervakar förändringar i ljusintensitet; och pyrometrar mäter materialets temperatur baserat på dess värmestrålning.
Ett exempel från verkligheten: Övervakning av lasersvetsning av batterier
Laserax använder Precitecs LWM 4.0— som består av fotodioder, en pyrometer och ett programvaruverktyg för analys — för att övervaka lasersvetsning mellan celler och samlingsskenor i realtid. Detta övervakningsverktyg kan upptäcka felaktiga svetsar på ett mycket tillförlitligt sätt, men det måste först läras upp att upptäcka dem.
Träna LWM att upptäcka dåliga svetsar med AI
Artificiell intelligens behöver data för att lära sig. Med tillräckligt med data kan LWM 4.0 upptäcka mönster som motsvarar bra och dåliga svetsar. LWM behöver ett urval på 30 till 50 bra svetsar för att upptäcka mönster.
För att identifiera och samla in ett urval på 30 till 50 bra svetsar måste elektriska resistansprov (eller andra tester) utföras efter svetsningen. När dessa bra svetsar har kopplats till den information som övervakades under svetsningen kommer programvarans analysverktyg att kunna utföra övervakning under processen och automatiskt sortera bra och dåliga svetsar.
För battericeller måste denna process upprepas för varje enskild cellanslutning, vilket innebär att 30 till 50 bra svetsar måste kopplas till data för varje cellanslutning. Detta beror på att vinkeln från vilken laserstrålen utför lasersvetsning är något annorlunda för varje cell. Med denna information kan svetsar analyseras med hög noggrannhet.
Vad övervakas av LWM?
Fotodioderna och pyrometrarna i LWM 4.0 samlar in feedback från 3 våglängder. Plasmastrålning (UV) och bakåtreflektionen av fiberlaserns våglängd (dvs. 1064 nm) fångas upp av fotodiodsensorer. Och infraröd strålning fångas upp av en pyrometer för att övervaka yttemperaturen.
Lasereffekten övervakas också med hjälp av en annan sensor.
Dessa sensorer är monterade på optiska komponenter såsom laserhuvudet och fiberlaserns strålkollimator.
Hur identifieras defekta svetsar?
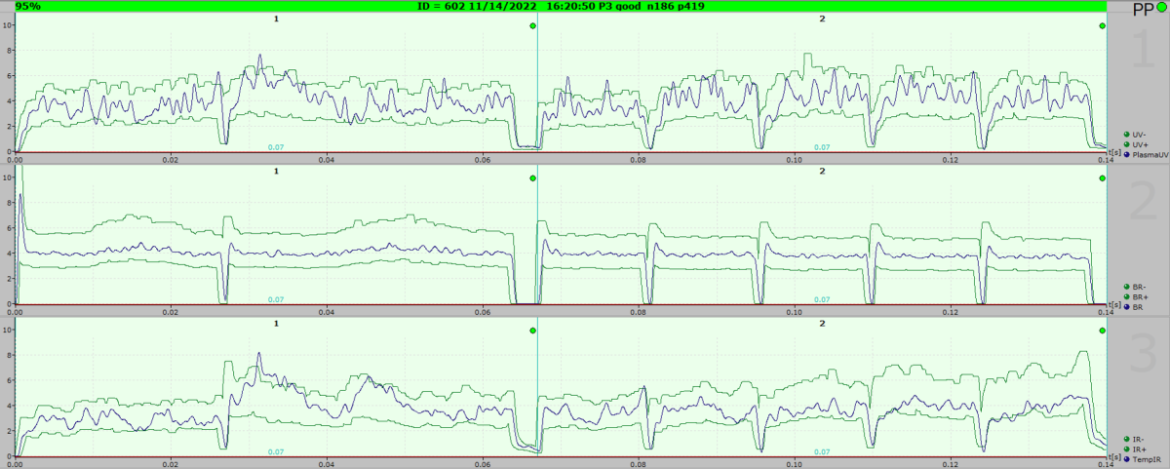
Bilden nedan visar hur programvarans analysverktyg använder data för att identifiera bra och dåliga svetsar:
De tre raderna med ljusgrön bakgrund visar de olika våglängderna som övervakas (plasmastrålning, bakåtreflektion av lasern och infraröd strålning).
De blå linjerna i varje rad representerar intensiteten hos de signaler som övervakas i realtid för den aktuella svetsen.
De två gröna linjerna i varje rad representerar ±-acceptansgränserna för bra svetsar. Om de blå linjerna går utanför de gröna linjerna under en viss tidsperiod kan svetsen vara kopplad till svetsfel.
Denna information används för att upptäcka fel såsom:
Variationer i fokusposition
Variationer i svetsdjup
Yttre föroreningar
Inre materialfel
Lasereffektfall
Föroreningar i optiken
Variationer i arbetsstycket
Svetsgap
Otillräcklig fixturering
Felaktig positionering
Vad är en dålig svets?
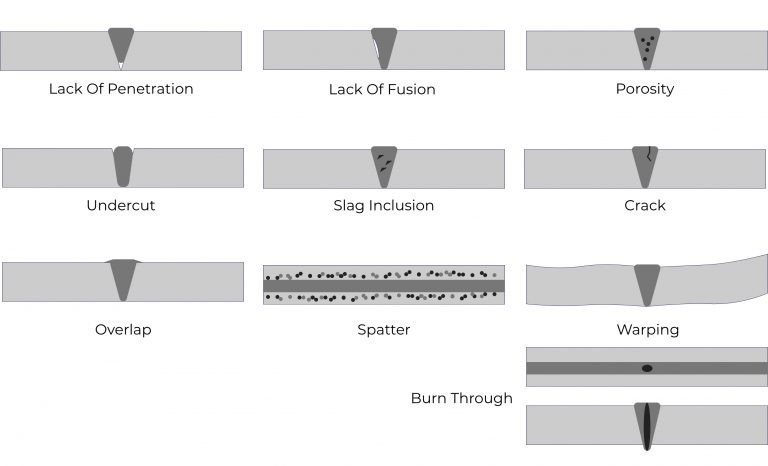
Svetsfel är många och kan äventyra kvaliteten, vilket kan leda till allvarliga incidenter eller produktåterkallelser. Målet med LWM är att pålitligt upptäcka dem medan svetsningen pågår för att automatisera kvalitetskontrollen och omedelbart åtgärda fel. Bilden nedan visar de 10 vanligaste typerna av svetsfel.
En illustration som visar 10 vanliga svetsfel (bildkälla)
Kombinera flera kvalitetssäkringstekniker
Övervakning av lasersvetsning är en typ av kvalitetskontroll som utförs under lasersvetsning, men kvalitetskontroll kan också utföras före och efter svetsning. De bästa inspektionsresultaten uppnås genom att kombinera flera inspektionstekniker.
Har du ett batterilasersvetsningsprojekt?
Laserax kan hjälpa dig att integrera inline-lasersvetsning i batteriproduktionslinjer och samarbeta med dig för att sätta upp lasersvetsövervakning för just din process.
Teknisk expert och konsult inom batterier och elektriska framdrivningssystem, Stéphane har en examen i fysik med inriktning mot fotonik, optik, elektronik, robotik och akustik. Engagerad i omställningen till elfordon har han utvecklat industriella batteripaket för elcyklar. På fritiden driver han en YouTube-kanal om allt som rör el.
Automatiserad lasersvetsning är en banbrytande tillverkningsprocess som kombinerar laserteknikens precision med automatiseringens konsistens och hastighet. I grunden handlar det om att använda en laserstråle (vanligtvis styrd av ett skanningsoptiskt system, robot eller portalsystem) för att smälta samman material på ett kontrollerat, beröringsfritt sätt.
Med den snabba tillväxten av elbilar inom bilindustrin har batterisvetsning blivit en viktig utmaning för att hålla jämna steg med krävande produktionskrav. På Laserax har vi utvecklat en lasersvetscell som hanterar dessa utmaningar.
Vi har nått en tidpunkt där lasersvetsning inte bara är lämpligt för produktionslinjer med stora volymer, utan även för alla typer av tillverkare. Eftersom lasersvetsning är så tillgängligt är det nu ett bra tillfälle att utforska denna beprövade process som lovar precision, snabbhet och kostnadseffektivitet.