Laser welding is a precise and efficient welding technique that has been used for more than 50 years. Like all industrial welding techniques, it needs to be controlled to detect bad welds and ensure quality.
Ensuring good weld quality is getting more challenging, as laser welding is increasingly used for micro welding applications that demand more precision, like battery tab welding in the automotive industry. This means that more precise instruments are needed to monitor welding.
In this article, we’ll cover the following topics to understand how laser weld monitoring works.
Laser weld monitoring is the continuous monitoring of the laser welding process to ensure quality and reliability. As a nondestructive testing (NDT) method, it involves measuring parameters such as temperature, plasma radiations, weld penetration depth, and laser power to detect defects as welding is being performed. This allows defects to be reworked immediately.
Different LWM methods are used to monitor laser welding. These tools gather data to infer when a weld is bad or directly detect bad welds. Here is a quick breakdown of these methods:
Acoustic emission: Whenever materials change form, sound is produced. The formation of cracks, porosities and other deformations all generate soundwaves that can be detected by sensors placed on the surface being welded. These acoustic emissions can be analyzed to detect weld defects.
X-ray radiography: X-rays are electromagnetic radiations that can pass through materials. During welding, x-rays are sent from one side of the material and captured on the opposite side. This creates a detailed image of the internal structure of materials and welds, making it possible to detect a range of internal defects.
Image processing: Imaging devices create an image of the welds using different wavelengths on the electromagnetic spectrum. Vision cameras capture images in the visible part of the spectrum, whereas thermal cameras detect infrared radiation emitted as the temperature rises during welding. Each type of camera can detect different types of weld defects, so a combination of different cameras is ideal to get a good picture.
Optical signals: Optical devices can capture light to obtain a great deal of information about what’s happening during welding. For example, spectrometers capture wavelengths emitted from excited molecules such as heated materials; photodiodes monitor changes in light intensity; and pyrometers measure the temperature of the material based on its thermal radiation.
Looking at a Real-World Example: Monitoring Battery Laser Welding
Laserax uses Precitec’s LWM 4.0— which consists of photodiodes, a pyrometer, and a software analysis tool— to monitor cell-to-busbar laser welding in real time. This monitoring tool can detect bad welds very reliably, but it must first be taught to detect them.
Teaching the LWM to Detect Bad Welds with AI
Artificial intelligence needs data to learn. With sufficient data, the LWM 4.0 can discover patterns that correspond to good and bad welds. The LWM needs a sample of 30 to 50 good welds to discover patterns.
To identify and gather a sample of 30 to 50 good welds, electrical resistance tests (or other tests) must be run post welding. Once these good welds are linked to the information monitored during welding, the software analysis tool will be able to perform in-process monitoring and automatically sort good and bad welds.
For battery cells, this process must be repeated for each individual cell connection, meaning that 30 to 50 good welds must be linked to data for each cell connection. This is because the angle from which the laser beam performs laser welding is slightly different for each cell. With this information, welds can be analyzed with high accuracy.
What Is Monitored by the LWM?
The photodiodes and pyrometers of the LWM 4.0 gather feedback from 3 wavelengths. Plasma radiations (UV) and the back reflection of the fiber laser’s wavelength (i.e., 1064 nm) are captured by photodiode sensors. And infrared radiations are captured by a pyrometer to monitor the surface temperature.
Laser power is also monitored using a different sensor.
These sensors are mounted on optical components such as the laser head and the fiber laser’s beam collimator.
How Are Defective Welds Identified?
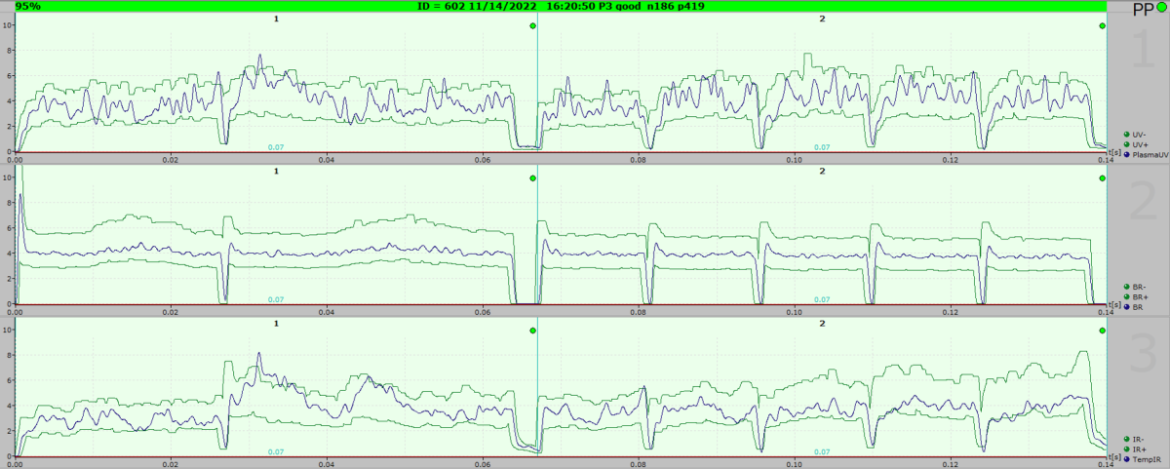
The graphic below shows how the software analysis tool uses data to identify good welds and bad welds:
The three rows with a light-green background show the different wavelengths that are monitored (plasma radiations, back reflection of the laser, and infrared radiation).
The blue lines in each row represent the intensity of the signals monitored in real time for the current weld.
The two green lines in each row represent the ± acceptance limits for good welds. If the blue lines go beyond the green lines for a certain period of time, the weld may be linked to weld defects.
This information is used to detect errors such as:
Focus position variations
Welding depth variations
External contaminations
Internal material defects
Laser power drops
Optics contamination
Workpiece variations
Welding gaps
Insufficient clamping
Wrong positioning
What is a Bad Weld?
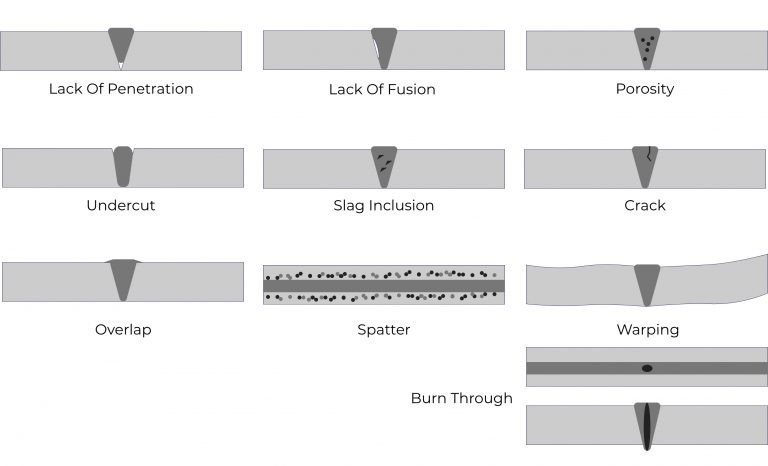
Weld defects are various and can compromise quality, leading to serious incidents or product recalls. The goal of the LWM is to reliably catch them while welding is being performed to automate quality inspection and rework defects right away. The graphic below shows the 10 most common types of weld defects.
An illustration showing 10 common weld defects (image source)
Combining Multiple Quality Assurance Techniques
Laser weld monitoring is a type of quality control performed during laser welding, but quality control can also be performed before and after welding. The best inspection results are achieved by combining multiple inspection techniques.
Have a Battery Laser Welding Project?
Laserax can help you integrate inline laser welding in battery production lines and work with you to set up laser weld monitoring for your specific process.
Technical expert and consultant in batteries and electrical propulsion systems, Stéphane holds a Physics degree with specializations in Photonics, Optics, Electronics, Robotics, and Acoustics. Invested in the EV transformation, he has designed industrial battery packs for electrical bikes. In his free time, he runs a YouTube channel on everything electrical.
Automated laser welding is a cutting-edge manufacturing process that merges the precision of laser technology with the consistency and speed of automation. At its core, it’s the use of a laser beam (typically guided by a scanning optic, robotic, or gantry systems) to fuse materials in a controlled, noncontact manner.
Laser welding is a highly precise and efficient welding technology used across various industries including automotive, aerospace, and medical manufacturing. It offers deep penetration, high welding speeds, and minimal thermal distortion, making it an ideal choice for applications requiring accuracy, speed and repeatability.
The integrity of a weld is highly dependent on surface preparation. Aluminum has a natural tendency to form oxide and even a thin layer can lead to weld defects. Oxide and potential contamination from oils, lubricants, paints, and particulate matter can create bubbles of air trapped inside the materials, impacting the bonding process.