Tab welding is a crucial process for the good operation of batteries. Oversights can diminish the performance and range of the battery, reduce its mechanical strength, lower its thermal efficiency, and even cause safety issues.
Different welding methods are used to make all the necessary tab-to-terminal connections (foil-to-tab, tab-to-busbar, etc.) These methods include ultrasonic bonding, laser welding, resistance welding, and micro TIG welding. Whether one method is better suited than another depends on the requirements, such as the combination of materials and the tab thickness.
What is a Battery Tab?
Battery tabs, or terminals, are the positive and negative connectors that carry the cells’ electrical current. Each tab is connected to a module’s busbar (or a collector plate) that redistributes the positive and negative current to new terminals. Several modules are connected in the same way to form the battery pack.
Inside the cell casing, tabs are connected to current collectors, or foils, that are made of highly conductive materials like aluminum and copper. They carry the positive and negative current from the electrodes.
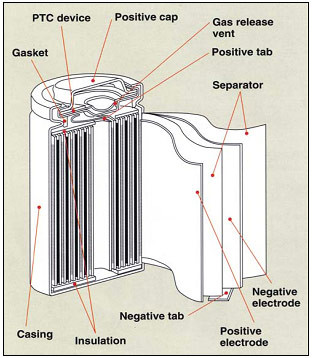
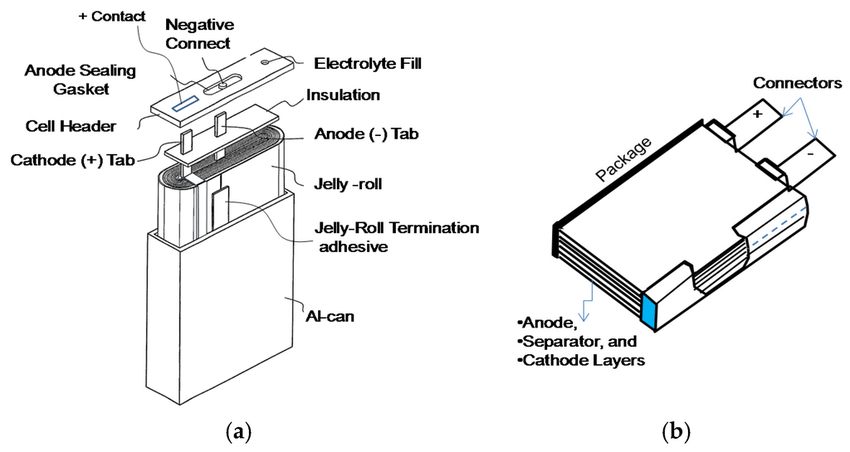
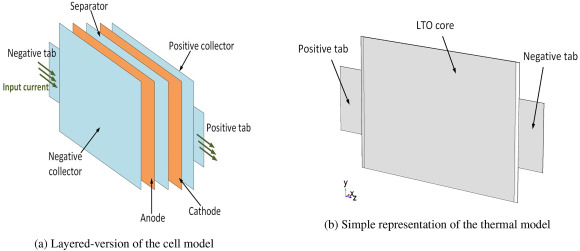
Battery tabs have the same use for all types of cells but take different forms. Here is where they are located and what they look like for each type of EV battery cell.
In a battery pack, hundreds and sometimes thousands of welds are needed to make the connections from the cells to the terminals. Tabs and terminals are not only connected to busbars and collector plates, but also to current collectors inside the cells.
The quality of these connections is crucial to the quality of the battery, where even a 1% fail rate is a serious issue. Appropriate measures must be taken to guarantee that surfaces are clean before welding, such as preparing them with laser cleaning or working in a controlled environment.
Knowing when to use which welding method is not always easy. Let’s go over each one.
Ultrasonic Bonding
Ultrasonic bonding, or ultrasonic welding, uses ultrasounds to create vibrations between the materials to be joined. The rapid friction between the materials generates enough heat to join them almost instantly.
This technology is used for foil-to-tab welds as well as to connect cells to busbars via wires, a method known as ultrasonic wire bonding.
Here’s an example of foil-to-tab welds using an ultrasonic welder.
Laser Welding
Laser welding is a high-speed process that uses a highly focused beam of light to join surfaces. The laser beam is directed and moved using ultrafast moving X-Y mirrors. This provides a lot of flexibility, making it possible to weld any joint geometry as well as custom weld patterns.
Fiber lasers are the lasers of choice for battery welding. They can weld thin or thick tabs, and process copper, aluminum, steel, and nickel as well as dissimilar materials.
Laser welding can be used to make tab-to-busbar connections as well as foil-to-tab welds. You can see an example of busbar connections below.
Resistance Welding
Resistance welding, also called spot welding, is a method that uses copper or tungsten electrodes charged with electrical current to perform the welding. As pressure is applied on the area to be welded, an electrical current is passed through the electrodes. This generates heat at the contact area and bonds the two metals together.
Resistance welding can be used for foil-to-tab and tab-to-busbar welds. It is a cost-effective welding process that is ideal for DIY battery enthusiasts, but it can be automated as well.
Here is an example of tab welds performed using a spot welder.
Micro TIG Welding
Micro TIG welding, also known as pulse arc welding, uses a small electrode filled with current to generate high-temperature plasma that melts metal in a small area. As hinted by its name, “micro” TIG welding is for small workpieces, and is thus perfect for small battery components.
This method works well with thick copper and can be used for tab-to-busbar welding. Here is an example of copper tabs being welded.
Laser Cleaning: The Perfect Method for Weld Preparation
It is no secret: producing quality joints is essential for the overall quality of the battery. It minimizes the energy loss and heat generation during charges and discharges, and it improves the durability and mechanical reliability of the battery.
In electric vehicles, lithium-ion batteries are the most expensive parts, and recalls must be avoided at all costs.
Manufacturers should make sure that surfaces are perfectly clean before welding. High power laser cleaning is ideal for this, as it removes coatings, electrolytes, and oxides with speed, consistency, and precision.
Here’s what the process looks like.
If you have a tab welding application that could benefit from laser cleaning or laser welding, contact a Laserax expert today.
Technical expert and consultant in batteries and electrical propulsion systems, Stéphane holds a Physics degree with specializations in Photonics, Optics, Electronics, Robotics, and Acoustics. Invested in the EV transformation, he has designed industrial battery packs for electrical bikes. In his free time, he runs a YouTube channel on everything electrical.
In recent years, data centers have experienced unprecedented growth, mainly driven by the rapid expansion of artificial intelligence (AI). This surge comes with massive energy demands, with more centers being built, and computing workloads becoming far more energy intensive.
While lithium-ion batteries dominate the electric vehicle market, there are continuing concerns about shortages of raw materials, costs, and extraction and mining practices. Lithium production is expensive and it’s not particularly eco-friendly.
Lithium-ion batteries have been powering our devices and electric vehicles for years, but solid-state batteries are now heralded as the next big thing. But how accurate is that claim?