Did you know that sounds can be used as a welding tool? Ultrasonic waves, or vibrations, are high-frequency sounds beyond the human hearing range, and they are an essential part of how ultrasonic bonding works.
While people typically hear sounds between 20 Hz and 20kHz, ultrasonic welding operates between 20 kHz and 70 kHz.
In this article, you will learn what the process is, how it works, and what ultrasonic bonding applications are. You will also learn about wire bonding in the battery industry, and current trends with respect to ultrasonic bonding.
What is Ultrasonic Bonding and How It Works
Ultrasonic bonding, or ultrasonic welding, is an industrial welding process that uses ultrasonic vibrations to join plastics, metals, or dissimilar materials together. During welding, the joined materials are typically held together by a fixture (or anvil) and a sonotrode (a metal tool that vibrates).
When the sonotrode applies mechanical vibrations to the surfaces to be joined, the resulting friction generates heat. This heat typically joins the materials within 0.1 and 1 seconds.
Ultrasonic bonding is said to be a solid-state welding process because welding occurs below the material’s melting point. This is especially important for metal bonding applications where high temperatures could generate undesired properties.
Here is a short animation that shows the process in action.
How Ultrasonic Welding Systems Work
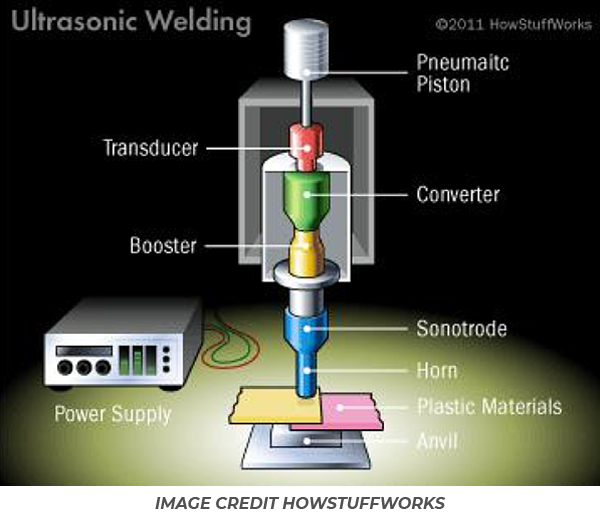
Ultrasonic bonding starts with the power supply, a small box that converts the incoming electrical current into a high-frequency, ultrasonic signal.
This electrical energy travels to the converter (or transducer), which transforms it into mechanical vibrations through discs that vibrate very quickly. The size of these vibrations is called the “amplitude”, a key parameter when configuring ultrasonic welding systems.
Vibrations are then amplified in the booster and relayed to the welding horn (or sonotrode). This is the metal part that performs the welding by transferring the vibrations to the part surface. The horn is specifically designed to take the shape of the surface to be welded.
Ultrasonic Bonding Applications
Invented in the 1940s, the ultrasonic bonding process has had time to evolve in a wide variety of industries. Although it was initially developed for metal welding, it was adapted for plastic parts afterward.
Whether the ultrasonic welding process is doable depends on the thickness of the parts to be joined. As a general rule, thick parts cannot be joined by ultrasonic bonding. The maximum thickness is typically a few millimeters and depends on the equipment and joined materials.
When it comes to ultrasonic metal welding, applications are limited to malleable metals like aluminum, copper, and nickel. The process is very popular for the bonding of microcircuit connections, sheet metal, foils, ribbons and meshes.
Ultrasonic bonding applications are spread across various industries:
Computer and electrical industries (electric motors, field coils, transformers, capacitors, etc.)
Aerospace and automotive industries (EV batteries, door panels, steering wheels, engine components, etc.)
Medical industry (blood filters, IV catheters, dialysis tubes, face masks, etc.)
Food and packaging industries (beverage containers, candy bar wrappers, frozen food packages, reactive chemicals, etc.)
Ultrasonic Wire Bonding: Trends in the EV Industry
Ultrasonic wire bonding is an important technology for the assembly of battery module components. Cells need to be connected electrically to busbars (or current collectors) through wires (usually located on the top of the module) to get the current distributed.
Here is an example of cylindrical cells being wire bonded:
In addition to using ultrasonic bonding, battery manufacturers are increasingly using laser technology for their wire bonding applications.
Cleaning is an important step to prepare surfaces for ultrasonic wire bonding, this is typically achieved by plasma or laser cleaning. Since ultrasonic bonding has its limitations, lasers are sometimes used for welding as well.
Laser Cleaning to Prepare Surfaces for Ultrasonic Wire Bonding
Ultrasonic bonding requires a perfectly clean surface without grease, dust, or other contaminants. If the surface is even slightly contaminated, the bonding process can fail, or corrosion can occur.
Batteries require careful cleaning to prevent damaging their components. As such, mechanical methods that generate abrasion must be avoided.
Some manufacturers prepare surfaces manually by cleaning them using isopropanol, acetone, and clean cloths. Although they can obtain good results, this solution is not viable if manufacturers want to optimize their processes and improve their speed.
At the moment, laser cleaning is the only solution that allows for automation while perfectly cleaning small, localized surfaces.
Here is an example of anodes and cathodes being cleaned with a laser:
Laser cleaning can be integrated in the production line just before the wire bonding process. This prevents surface recontamination that otherwise occurs over time. For more information about laser cleaning for wire bonding, contact a laser expert.
Laser Welding to Replace Ultrasonic Bonding
Ultrasonic bonding is a flexible technology, but it has limitations, as it can only be used for lap joints. As a result, welds cannot be made to fit into small spaces, and battery designs are limited by this.
As battery manufacturers develop new designs, many choose to replace ultrasonic bonding with laser welding.
Laser welding is a high-speed, non-contact process that welds surfaces using the energy of a laser beam. It offers the same advantages that battery manufacturers get from ultrasonic bonding:
Automation friendly
Minimal heat affected zone (no microstructural changes caused by heat)
No need for adhesives or consumables (such as soldering materials or threads)
Excellent connection quality
Dissimilar materials can be welded
If you are curious about the possibilities to replace your wire bonding process with laser welding, contact a laser expert.
Technical expert and consultant in batteries and electrical propulsion systems, Stéphane holds a Physics degree with specializations in Photonics, Optics, Electronics, Robotics, and Acoustics. Invested in the EV transformation, he has designed industrial battery packs for electrical bikes. In his free time, he runs a YouTube channel on everything electrical.
In recent years, data centers have experienced unprecedented growth, mainly driven by the rapid expansion of artificial intelligence (AI). This surge comes with massive energy demands, with more centers being built, and computing workloads becoming far more energy intensive.
While lithium-ion batteries dominate the electric vehicle market, there are continuing concerns about shortages of raw materials, costs, and extraction and mining practices. Lithium production is expensive and it’s not particularly eco-friendly.
Lithium-ion batteries have been powering our devices and electric vehicles for years, but solid-state batteries are now heralded as the next big thing. But how accurate is that claim?