Automatiserad lasersvetsning är en banbrytande tillverkningsprocess som förenar laserteknikens precision med automatiseringens jämnhet och hastighet.
I grunden handlar det om att använda en laserstråle (vanligtvis styrd av ett skanningsoptiskt system, ett robotsystem eller ett portalsystem) för att smälta samman material på ett kontrollerat och beröringsfritt sätt.
Med ”automatisering” avses integrationen av laserkällor, optik, rörelsesystem, positioneringsanordningar och realtidsövervakning. Allt detta samordnas genom programvara och återkopplingssystem för att producera högkvalitativa svetsar i massproduktionsskala.
I denna artikel kommer vi att gå igenom komponenterna i automatiserade lasersystem, fördelarna med automatiserad lasersvetsning i olika branscher och dess olika tillämpningar.
Komponenter i ett automatiserat lasersvetsningssystem
1. Laserkälla och optik
Under de senaste åren har fiberlasrar blivit den vanligaste typen av laser tack vare sin kompakta storlek, elektriska effektivitet och strålstabilitet. Effekten varierar från några hundra watt för mikrosvetsning till tiotals kilowatt för strukturella svetsar.
Andra lasrar används i nischade tillämpningar, såsom CO₂-lasrar för plast och icke-metaller, Nd:YAG för reflekterande material samt gröna eller blå lasrar för koppar och aluminium, där absorptionen av infrarött ljus är dålig.
Lasereffekt, strålformning och optisk fokusering avgör inträngningsdjup, bredd, hastighet och kvalitet.
Små spotstorlekar skapar fina nyckelhål, medan defokuserade strålar kan användas för ledningssvetsning av tunna plåtar (läs mer om skillnaden mellan nyckelhål och ledning här).
Optiska konfigurationer inkluderar följande:
1D-optik: Fast optik i kombination med en robotarm eller ett rörligt bord.
2D-skanningshuvuden: Spegelbaserade skannrar ger höghastighetsstrålavböjning över ett x-y-synfält.
3D-system: Med x-y-z-styrning kan fokus flyttas dynamiskt, vilket möjliggör svetsning på konturerade eller flerskiktade delar. Laserax-maskiner integrerar till exempel 3D-skanning för maximal flexibilitet.
2. Laserhuvudssystem
Det finns tre huvudtyper av laserhuvudmontering, som beskrivs nedan:
Fast huvud: Ett fast huvud är en stationär laser riktad mot rörliga delar eller fasta fixturer.
Robotmonterat huvud: Ett robotmonterat huvud består av en 6-axlig robot som erbjuder full flexibilitet, vilket gör det idealiskt för komplexa geometrier.
Portalsystem: Ett portalsystem underlättar bearbetningen av större detaljer med precision eller långa svetsbanor genom att koppla samman rörelsekontroll med komponentrörelse.
3. Svetsövervakning i realtid
Ett svetsövervakningssystem är nödvändigt om du vill automatisera svetsningen. Dessa system använder feedback från sensorer, kameror och andra enheter under svetsprocessen för att kontrollera svetsarnas kvalitet. Att automatiskt upptäcka defekta svetsar är en stor fördel i produktionen, eftersom det förhindrar att man måste utföra manuella tester för att kontrollera kvaliteten.
Lasersvetsningssystem består av tre huvudsakliga apparater för svetsövervakning i realtid:
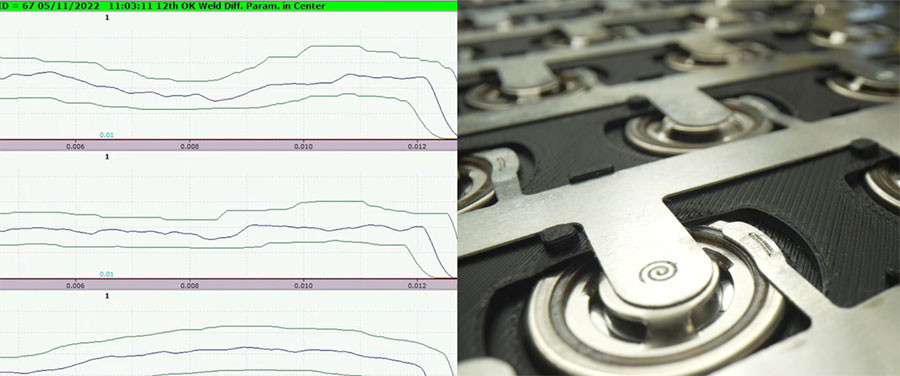
Fotodiodövervakning: Detekterar plasmautsläpp, infrarött ljus och bakåtreflektioner, och flaggar ofullständig penetration eller stänkhändelser.
Höghastighetskameror: Fångar detaljerat beteende i smältbadet för analys.
AI-algoritmer: Användning av AI på fotodioder och svetsvision kan förbättra detekteringsgraden samtidigt som falska detekteringar begränsas. Detta minskar inte bara skrotet utan skapar även spårbara kvalitetsdata, vilket är avgörande i reglerade branscher som medicin och rymdindustri.
4. Klass 1-kapsling
Lasrar kan utgöra allvarliga risker för ögon och hud. Automatiserade system är vanligtvis inneslutna i klass 1-höljen för att säkerställa att de är säkra för operatörer utan specialglasögon.
Dessa höljen hanterar även rökutsug och har inbyggda säkerhetslås för att uppfylla arbetsmiljöbestämmelser.
5. Bildbehandlingssystem för lokalisering och integritetskontroll av komponenter
Bildbehandlingssystem har två funktioner:
Komponentverifiering: De kontrollerar om defekta eller felaktigt placerade komponenter matas in i laserhuvudet, vilket förhindrar onödig bearbetning av felaktiga delar.
Justering av svetsposition: Om en komponent är något feljusterad kan programvaran justera laserpositionen därefter. Detta eliminerar kostsam manuell ompositionering.
6. Delklämning
Klämning säkerställer att det inte finns några mellanrum mellan delarna. Även ett litet mellanrum kan orsaka porositet eller svaga fogar. Avancerade klämsystem applicerar ett jämnt tryck och använder ibland adaptiva fixturer som anpassar sig efter variationer i delarna.
Vid batterisvetsning, till exempel, upprätthåller klämmor nära kontakt mellan samlingsskenor och celler för att säkerställa ett mellanrum nära noll före svetsningen och därmed garantera högkvalitativa svetsfogar.
Genom att använda flera robotar maximerar denna lasersvetsmaskin laserns drifttid genom att säkerställa att svetsningen inte behöver vänta efter fastspänningen.
Tillsammans skapar dessa komponenter ett system som erbjuder hög repeterbarhet, minimal termisk deformation och robusta svetsfogar. Kontinuerliga förbättringar inom optik, avkänning och AI-driven återkoppling har gjort dessa system mer autonoma och tillförlitliga.
Fjärrstyrda svetshuvuden för snabba strålrörelser
Fjärrstyrd lasersvetsning innebär att laserhuvudet är fysiskt separerat från laserkällan. Fjärrstyrda system kan styra laserstrålen mycket snabbt med hjälp av speglar som kallas galvanometrar. De kan också utrustas med snabbfokuserande optik för att snabbt anpassa sig till ytor med varierande höjd.
Fjärrstyrda laserhuvuden kan antingen vara statiska och sammanfoga komponenter som befinner sig inom deras synfält. Eller så kan de monteras på robotar, portaler eller CNC-maskiner för att uppnå maximal flexibilitet och nå svåråtkomliga områden.
Fiberlasrar är idealiska för fjärrstyrd lasersvetsning tack vare sin kompakta storlek och goda strålkvalitet som bibehålls över långa avstånd.
Fördelar med automatiserad lasersvetsning
Hög precision och noggrannhet: Laserstrålar kan skapa svetsar i mikroskala med repeterbarhet inom mikrometer, vilket är avgörande för elektronik, sensorer och medicinska implantat.
Hastighet och genomströmning: Jämfört med TIG- eller motståndssvetsning är lasersvetsning snabbare och mer konsekvent, vilket gör den idealisk för volymproduktion inom fordons- och elektronikindustrin.
Minimal värmetillförsel: Lokaliserad energitillförsel förhindrar stora värmepåverkade zoner, vilket skyddar känsliga material och minskar risken för skevhet.
Beröringsfri process: Inga maskinkomponenter vidrör delen, vilket minskar slitaget på lasern och behovet av frekvent omkalibrering. Detta ökar drifttiden och minskar kostnaderna på lång sikt.
Integration med automatisering: Systemen kan integreras i produktionslinjer med MES-anslutning för att möjliggöra dataloggning i realtid och förebyggande underhåll.
Automatiserade lasersvetsapplikationer
Fordons- och flygindustrin
Lasersvetsning spelar en avgörande roll i avancerade energi- och mobilitetssystem:
Sammanfogning av batterikomponenter: Lasersvetsning är utmärkt för sammanfogning av batterikomponenter, såsom samlingsskenor till cellterminaler, via en nyckelhåls-punktsvetsning. Denna metod säkerställer robust elektrisk ledningsförmåga samtidigt som värmetillförseln minimeras för att förhindra skador eller försämring av intilliggande celler. Precisionen och flexibiliteten hos automatiserade lasersystem gör dem idealiska för både batterimoduler för fordon och högtillförlitliga energsystem inom flyg- och rymdindustrin.
Svetsning av kopparsamlingsskenor och kontakter för effektmoduler: Kraftelektronik i fordon kräver svetsning av kopparsamlingsskenor och kontakter för effektmoduler för hantering av höga strömstyrkor. Lasersvetsning möjliggör precis kontroll över energitillförseln, vilket säkerställer att fogarna är säkra, termiskt stabila och skadefria. Processen är lämplig för att uppfylla krävande temperaturgränser för komponenter.
Medicinska enheter
Vid tillverkning av medicinska enheter är lasersvetsning oumbärlig för att kombinera känsliga, miniatyrkomponenter med hög rengörbarhet och strikt efterlevnad av regelverk.
Lasersvetsning av katetrar, ledtrådar, pacemakerhöljen och andra enheter med liten diameter ger styrka, sterilitet och önskvärt utseende. Dessa system inkluderar ofta integrerade verktyg, bildbehandling och programvara för validering och spårbarhet, vilket upprätthåller processstabilitet för att stödja strikta FDA/ISO-regelverk. Tillämpningar av svetsning inom tillverkningen av medicintekniska produkter innefattar:
Strukturell och hermetisk svetsning: Används när målet är läckagesäkra tätningar. Detta är vanligt vid implantat.
Mikrosvetsning av tråd eller slang: Används där trådar, slangar eller komplexa former ska fogas samman med minimal värmeförvrängning.
Elektronik
Punktsvetsning och sömsvetsning av miniatyrkomponenter: Lasersvetsa dessa med hög precision och minimal värmeskada.
Montering av mikroelektronik: Detta inkluderar kretskortskomponenter, sensorer, batterikontakter, anslutningar och höljen.
Svetsning av optoelektroniska komponenter: Komponenter såsom LED-enheter och fiberoptiska enheter, där inriktning och värmekontroll är avgörande. Processen möjliggör pålitlig produktion i stora volymer med minskat behov av efterbearbetning och stabil fogprestanda över tid.
Andra industriella användningsområden
Elmotorer och hårnålssvetsning: Lasersvetsning är idealisk för kopparhårnålskopplingar i statorer, vilket ger enhetliga svetsar med låg resistans och hög ledningsförmåga.
Struktursvetsning inom fordons- och flygindustrin: Laserstrålar, i kombination med robotteknik, används för att svetsa karosserier och flygplansskrov – vilket möjliggör snabb och precis svetsning av komplexa geometrier.
Turbinreparation: Lasersvetsning kan återuppbygga turbinblad genom att lägga till material på eroderade eller spruckna områden, vilket återställer den strukturella integriteten utan att stora delar behöver demonteras.
Smycken och precisionskonsumentvaror: Bärbara lasersvetsar gör det möjligt för hantverkare att svetsa detaljerade mönster eller reparera ömtåliga föremål med minimal värme och deformation.
Letar du efter en automatiserad svetslösning?
Om du letar efter en automatiserad svetslösning kan vi hjälpa dig:
Utvärdera genomförbarheten av lasersvetsning för ditt projekt
Utveckla eller optimera en lasersvetsningsprocess
Se hur lasersvetsning påverkar din produktdesign
Gå från design till fullskalig produktion med en nyckelfärdig lösning
Keven är produktlinjechef för Laserax batterisvetslösningar. Han har en stark bakgrund inom elektroteknik, särskilt inom PLC-programmering, elkonstruktion och visionssystem. Han är ofta involverad i att utvärdera kunders behov för att kunna erbjuda anpassade industriella lösningar.
Med den snabba tillväxten av elbilar inom bilindustrin har batterisvetsning blivit en viktig utmaning för att hålla jämna steg med krävande produktionskrav. På Laserax har vi utvecklat en lasersvetscell som hanterar dessa utmaningar.
Vi har nått en tidpunkt där lasersvetsning inte bara är lämpligt för produktionslinjer med stora volymer, utan även för alla typer av tillverkare. Eftersom lasersvetsning är så tillgängligt är det nu ett bra tillfälle att utforska denna beprövade process som lovar precision, snabbhet och kostnadseffektivitet.
Lasersvetsning måste kontrolleras för att upptäcka dåliga svetsar och säkerställa kvaliteten. Att säkerställa god svetskvalitet blir allt svårare, eftersom lasersvetsning i allt högre grad används för mikrosvetsningsapplikationer som kräver större precision, såsom svetsning av batterikontakter inom bilindustrin.