Automated laser welding is a cutting-edge manufacturing process that merges the precision of laser technology with the consistency and speed of automation.
At its core, it’s the use of a laser beam (typically guided by a scanning optic, robotic, or gantry systems) to fuse materials in a controlled, noncontact manner.
The “automation” component refers to the integration of laser sources, optics, motion systems, part-positioning devices, and real-time monitoring. These are all orchestrated through software and feedback systems to produce high-quality welds at mass-production scales.
In this article, we will review the components of automated laser systems, the benefits of automated laser welding in different industries, and its various applications.
In recent years, fiber lasers have become the most common type of laser due to their compact size, electrical efficiency, and beam stability. Power levels range from a few hundred watts for microwelding to tens of kilowatts for structural welds.
Other lasers are used in niche cases, such as CO₂ lasers for plastics and nonmetals, Nd:YAG for reflective materials, and green or blue lasers for copper and aluminum, where absorption of infrared light is poor.
Laser power, beam shaping, and optics focusing determine penetration depth, width, speed and quality.
Small spot sizes create fine keyholes, while defocused beams can be used for conduction welding of thin sheets (learn the difference between keyhole vs. conduction here).
Optical configurations include the following:
1D optics: Fixed optics paired with a robot arm or moving table.
2D scanning heads: Mirror-based scanners provide high-speed beam deflection across an x-y field of view.
3D systems: With x-y-z control, focus can be dynamically shifted, allowing welding on contoured or multilayer parts. Laserax machines, for example, integrate 3D scanning for maximum flexibility.
2. Laser Head System
There are three main types of laser head mounting, which are described below:
Fixed head: A fixed head is a stationary laser pointed at moving parts or fixed fixtures.
Robot-mounted head: A robot-mounted head consists of a 6-axis robot that offers full flexibility, making it ideal for complex geometries.
Gantry system: A gantry system facilitates the processing of larger parts with precision or long weld paths by coupling motion control with component movement.
3. Real-Time Weld Monitoring
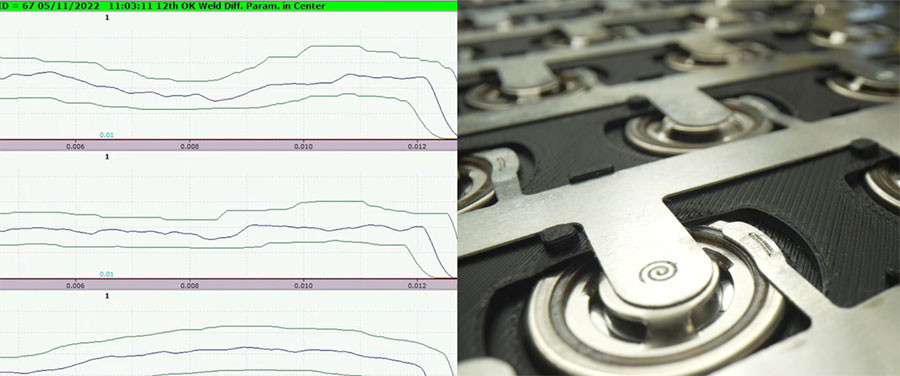
A weld monitoring system is essential if you want to automate welding. These systems use feedback from sensors, cameras, and other devices during the welding process to examine the quality of the welds. Automatically detecting defective welds is a big advantage in production as it prevents having to perform manual tests to control quality.
Laser welding systems consist of three main real-time weld monitoring apparatus:
Photodiode monitoring: Detects plasma emissions, infrared, and back-reflections, flagging incomplete penetration or spatter events.
High-speed cameras: Capture detailed weld pool behavior for analysis.
AI algorithms: AI use on photodiode and weld vision can improve the detection rate while limiting false detection. This not only reduces scrap but creates traceable quality data, which is critical in regulated industries like medical and aerospace.
4. Class-1 Enclosure
Lasers can pose severe eye and skin hazards. Automated systems are typically enclosed in Class-1 housings to ensure they are safe for operators without special eyewear.
These enclosures also control fume extraction and integrate safety interlocks to comply with occupational regulations.
5. Vision Systems for Part Location and Integrity
Vision systems serve two roles:
Part verification: They check for defective or incorrectly oriented components being presented to the laser head, preventing wasteful processing of faulty parts.
Weld position adjustment: If a part is slightly misaligned, the software can shift the laser position accordingly. This eliminates costly manual repositioning.
6. Parts Clamping
Clamping ensures there are no gaps between parts. Even a small gap can cause porosity or weak joints. Advanced clamping systems apply uniform pressure and sometimes use adaptive fixtures that accommodate part variation.
In battery welding, for instance, clamps maintain close contact between busbars and cells to ensure a close to zero-gap prior to the welding to ensure quality welds.
By using multiple robots, this laser welding machine maximizes the laser’s uptime by ensuring that welding does not have to wait after clamping.
Together, these components create a system that offers high repeatability, minimal thermal distortion, and robust welds. Continuous improvements in optics, sensing, and AI-driven feedback have made these systems more autonomous and reliable.
Remote Welding Heads for Quick Beam Movements
Remote laser welding is when the laser head is physically separated from the laser source. Remote systems can direct the laser beam very quickly using mirrors called galvanometers. They can also be equipped with fast-focusing optics to quickly adapt for surfaces with varying heights.
Remote laser heads can either be static and join components that are within their line of sight. Or, they can be mounted on robots, gantries, or CNCs to achieve maximum flexibility and access difficult areas.
Fiber lasers are ideal for remote laser welding due to their compact size and good beam quality that is maintained over long distances.
Benefits of Automated Laser Welding
High precision and accuracy: Laser beams can create microscale welds with repeatability within microns, essential for electronics, sensors, and medical implants.
Speed and throughput: Compared to TIG or resistance welding, laser welding is faster and more consistent, which makes it ideal for high-volume automotive and electronics production.
Minimal heat input: Localized energy input prevents large heat-affected zones, which protects sensitive materials and reduces the risk of warping.
Noncontact process: No machine components touch the part, which reduces wear of the laser and the need for frequent recalibration. This boosts uptime and reduces long-term costs.
Automation integration: Systems can be embedded into production lines with MES connectivity to allow real-time data logging and predictive maintenance.
Automated Laser Welding Applications
Automotive and Aerospace
Laser welding plays a vital role in advanced energy and mobility systems:
Joining battery components: Laser welding excels in joining battery components, like bus bars to cell terminals, via a keyhole spot weld. This method ensures robust electrical conductivity while minimizing heat input to prevent damage or degradation of adjacent cells. The precision and flexibility of automated laser systems make them ideal for both automotive battery modules and high-reliability aerospace energy systems.
Welding of copper bus bars and power module contacts: Power electronics in vehicles require welding of copper bus bars and power module contacts for high-current handling. Laser welding enables precise control over energy input, ensuring joints are secure, thermally stable, and damage-free. The process is good for meeting challenging temperature thresholds of components.
Medical Devices
In medical device production, laser welding is indispensable for combining delicate, miniature components with high cleanability and strict regulatory compliance.
Laser welding of catheters, guidewires, pacemaker cases, and other small-diameter assemblies provides strength, sterility, and desirable cosmetic appeal. These systems often include integrated tooling, vision, and software for validation and traceability, maintaining process stability to support stringent FDA/ISO regulatory frameworks. Applications of welding in the medical device manufacturing industry include:
Structural and hermetic welding: It is used when the goal is leak-proof seals. This is common in implantable devices.
Wire or tubing microwelding: It is used where wires, tubing, or complex shapes are to be joined with minimal heat distortion.
Electronics
Spot and seam welding of miniature electrical components: Laser weld these with high precision and minimal heat damage.
Microelectronics assembly: This includes circuit board components, sensors, battery tabs, connectors, and housings.
Optoelectronic components welding: Components such as LED assemblies and fiber-optic devices, where alignment and thermal control are critical. The process supports high-volume, reliable production with reduced post-weld processing needs and stable joint performance over time.
Other Industrial Uses
Electric Motors & Hairpin Welding: Laser welding is ideal for copper hairpin connections in stators, providing uniform welds with low resistance and high conductivity.
Structural Welding in Automotive and Aerospace: Laser beams, combined with robotic deployment, are used to weld car body-in-white and aerospace fuselage structures – allowing high-speed, precise welding of complex geometries.
Turbine Repair: Laser welding can rebuild turbine blades by adding material to eroded or cracked areas, restoring structural integrity without dismantling large parts.
Jewelry and Precision Consumer Goods: Portable laser welders allow artisans to weld detailed designs or repair delicate pieces with minimal heat and distortion.
Looking for an Automated Welding Solution?
If you are looking for an automated welding solution, we can help you:
Evaluate the feasibility of laser welding for your project
Develop or optimize a laser welding process
See how laser welding impacts your product design
Go from design to full-scale production with a turnkey solution
Keven is the product line manager for Laserax’s battery welding solutions. He has a strong background in electrical engineering, especially in PLC programming, electrical design, and vision systems. He is often involved in evaluating customer needs to offer adapted industrial solutions.
Laser welding is a highly precise and efficient welding technology used across various industries including automotive, aerospace, and medical manufacturing. It offers deep penetration, high welding speeds, and minimal thermal distortion, making it an ideal choice for applications requiring accuracy, speed and repeatability.
The integrity of a weld is highly dependent on surface preparation. Aluminum has a natural tendency to form oxide and even a thin layer can lead to weld defects. Oxide and potential contamination from oils, lubricants, paints, and particulate matter can create bubbles of air trapped inside the materials, impacting the bonding process.
Laser beam welding (LBW) is a precise and efficient method used to join materials through the use of a laser beam. It is known for its accuracy, speed, and ability to work on small, delicate components, making it ideal for industries like electronics, batteries, automotive, and aerospace.