Marcado Láser Resistente al Granallado

El proceso de marcado láser resistente al granallado le ofrece a los fundidores un sistema de trazabilidad, el primero en la industria, que marca identificadores permanentes directamente en las piezas fundidas. Este avance para el sector de fundición a presión se desarrolló en colaboración con Cascade Die Casting Group y Mercury Marine.
Un Entorno Automotriz Cambiante
Cada vez más fabricantes de automóviles solicitan que el marcado directo de las piezas se realice justo en la extracción de la fundición del troquel, asegurando así la trazabilidad completa a lo largo de toda la cadena de valor. La información está codificada y grabada en las partes mediante protocolos, como el utilizado por los códigos de matriz de datos.
Implementación de la Trazabilidad con Códigos de Matriz de Datos

Los códigos de matriz de datos (DMC) son el mejor tipo de código de barras para aplicaciones industriales exigentes:
- Alta densidad de información.
- El algoritmo de codificación duplica el mensaje
- Aunque el código esté hasta un 50% dañado, el mensaje sigue intacto
- Protocolo bien establecido
El número de filas y columnas en el DMC determina su capacidad de almacenamiento.
Láser de Marcado Directamente en Piezas de Metal
Los láseres usan la luz como un medio para emitir una gran cantidad de energía por unidad superficial al metal objetivo, lo que resulta en la fusión de la superficie metálica del objetivo.
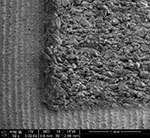
Se pueden crear crestas y canales a medida que el metal se solidifica. Dichas estructuras se pueden ver en la parte inferior y a la izquierda de la Figura 2. Estos patrones ondulados redirigen los rayos láser en todas las direcciones, lo que resulta en una marca pálida.
De lo contrario, una solidificación caótica del metal fundido crea picos y grietas sobresalientes. Las grietas profundas y los picos altos (como los que se pueden ver en la esquina superior derecha de la Figura 2) reflejan mucha menos luz, resultando en una marca más oscura.
Marcado Exclusivo de Laserax resistente al granallado
Para mantener la legibilidad del DMC durante todo el proceso de granallado, es necesario proteger las áreas oscuras de los códigos. De lo contrario, los picos y las grietas se atenuarían, reduciendo así la oscuridad de las marcas.
Nuestros expertos en tecnología láser han ideado un proceso pendiente de patente que protege los altos picos y los valles profundos de la granalla.
Los huecos se perforan en la superficie del metal, lo que crea paredes alrededor de cada celda oscura. Así protegidas, las marcas mantienen un nivel de contraste mucho mejor que el de las marcas láser normales
Resultados experimentales
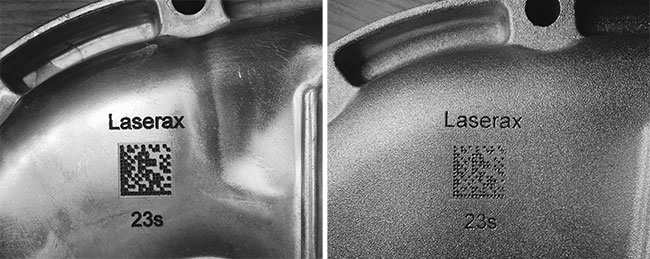
Se realizaron extensas pruebas para obtener los mejores parámetros láser para el marcado resistente al granallado de Laserax pendientes de patente. En las siguientes imágenes, puede ver tales marcas antes y después de un tratamiento de granallado.
El tiempo requerido para grabar una marca resistente al granallado utilizando la tecnología de Laserax con un láser de 100 W depende del número de células en el DMC, el tamaño y la profundidad del hueco.he time required to etch a shotblast resistant marking using Laserax’s technology with a 100 W laser depends on the number of cells in the DMC, the pocket size and the pocket depth.
Parámetros recomendados para marcado resistente al granallado
- Relación entre el tamaño del hueco a la celda: 80%
- Tamaño de hueco: 0.7 mm
- Profundidad de hueco: 0,30 mm (2 barridas de láser)
Dados estos parámetros recomendados, la siguiente tabla proporciona los tiempos de grabado junto con la capacidad de almacenamiento de los DMC.
