Shotblast Resistant Laser Marking

The shotblast resistant laser marking process offers die casters with an industry-first traceability system that marks permanent identifiers directly on castings. This breakthrough for the die casting sector was developed in collaboration with Cascade Die Casting Group and Mercury Marine.
A CHANGING AUTOMOTIVE ENVIRONMENT
More and more automobile manufacturers are requesting that direct part markings be made right at the extraction of the casting from the die, thereby ensuring complete traceability throughout the entire value chain. Information is encoded and engraved on the parts using protocols, such as the one used by Data Matrix Codes.
IMPLEMENTING TRACEABILITY WITH DATA MATRIX CODES

Data Matrix Codes (DMC) are the best type of barcode for harsh industrial applications:
- High density of information
- Encoding algorithm duplicate the message
- Message remains intact with up to 50% of damaged code
- Well-established protocol
The number of rows and columns in the DMC determines its storage capacity.
LASER DIRECT PART MARKING ON METALS
Lasers use light as a means to deliver huge quantity of energy per unit surfaces to the targeted metal, resulting in the fusion of the targeted metal surface.
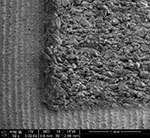
Crests and troughs can be created as the metal solidifies. Such structures can be seen at the bottom and to the left of Figure 2. These wavy patterns redirect beams in all directions, resulting in a pale mark.
Otherwise, a chaotic solidification of the melted metal creates protruding peaks and crevices. Deep crevices and high peaks (such as those that can be seen in the top right corner of Figure 2) reflect much less light, resulting in a darker mark.
LASERAX’S EXCLUSIVE SHOTBLAST RESISTANT MARKING
To maintain the legibility of the DMC throughout the shotblast process, it is necessary to protect the dark areas of the codes. Otherwise, the peaks and crevices would be blunted, thereby reducing the darkness of the marks.
Our laser technology experts have devised a patent-pending process that protects the high peaks and deep valleys from the blast media.
Pockets are dug into the surface of the metal, which creates walls around each dark cell. Thus protected, the markings keep a much better contrast level than that of regular laser markings.
EXPERIMENTAL RESULTS
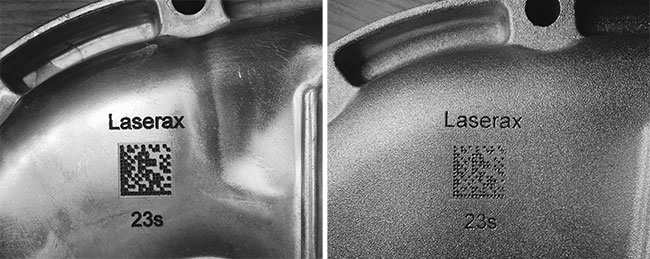
Extensive testings were conducted to come up with the best laser parameters for Laserax’s patent-pending shotblast resistant marking. In the following images, you can see such markings before and after a shotblast treatment.
The time required to etch a shotblast resistant marking using Laserax’s technology with a 100 W laser depends on the number of cells in the DMC, the pocket size and the pocket depth.
RECOMMENDED PARAMETERS FOR SHOTBLAST RESISTANT MARKING
- Pocket to cell size ratio: 80 %
- Pocket size: 0.7 mm
- Pocket depth: 0.30 mm (2 laser passes)
Given these recommended parameters, the following table provides the etching times along with the storage capacity of the DMCs.
