Marquages laser résistant au grenaillage

Le processus de marquage résistant au grenaillage offre aux industries de moulage sous pression un système tout nouveau pouvant créer des marquages permanents directement sur leurs pièces en aluminium. Cette percée pour le secteur du moulage sous pression a été développée en collaboration avec Cascade Die Casting Group et Mercury Marine..
Un environnement automobile changeant
De plus en plus de manufacturiers automobiles exigent que les pièces soient marquées au moment où l’aluminium est extrait du moule, ainsi garantissant la traçabilité complète au travers de la ligne de production. L’information est encodée et gravée sur la pièce en utilisant différents protocoles, comme celui de la data matrice.
Réalisés la traçabilité avec des codes data matrice

Les codes data matrice (DMC) sont les meilleurs types de codes-barres pour les applications industrielles :
- Une grande densité d’information peut être encodée
- Les algorithmes d’encodage dupliquent le message
- Le message reste intact avec un code qui peut être endommagé jusqu’à 50%
- La DMC utilise un protocole bien établi.
Le nombre de colonnes et lignes dans une DMC détermine sa capacité de stockage
Du marquage de pièces au laser
Les lasers utilisent la lumière pour délivrer une grande quantité d’énergie par unité de surface sur le métal ciblé, résultant ainsi en la fusion du métal sur sa microsurface.
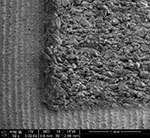
Des crêtes et des creux peuvent être créés lorsque le métal se solidifie. Ses types de structures peuvent être observés en bas à gauche de la figure 2. Ses patrons ondulatoires redirigent la lumière dans toutes les directions ce qui crée ainsi un marquage pâle.
Sinon, la solidification du métal fondu crée des protubérances et des crevasses. Ses structures (qui peuvent également être observés, dans le coin en haut à droite de la figure 2) absorbent la lumière plutôt que de la disperser ce qui crée donc un marquage noir.
Le marquage résistant au grenaillage exclusif à Laserax
Pour maintenir la lisibilité de la DMC après un processus de grenaillage, il est important de protéger les sections noires du code. Sinon, ses pics et crevasses vont s’aplatir et donc réduire la noirceur du code.
Nos experts en technologie laser ont conçu un processus breveté qui protège les pics et crevasses du média de grenaillage.
Des trous sont creusés dans la surface du métal, ce qui crée un mur autour des cellules noires. Ainsi protégés, les marquages peuvent garder un meilleur niveau de contraste que ceux créés par un marquage au laser standard.
Résultats expérimentaux
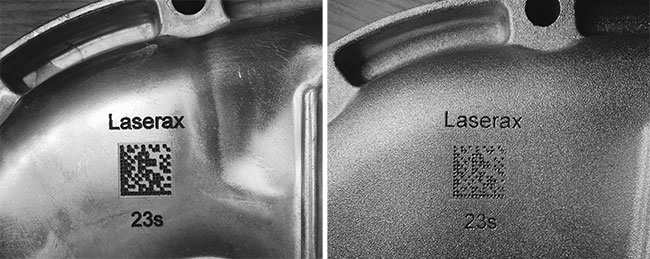
Plusieurs tests ont été effectués pour obtenir les meilleurs paramètres pour le processus breveté de marquage résistant au grenaillage. Dans les images suivantes, il est possible d’observer le marquage avant et après le processus de grenaillage.
Le temps requis pour créer un marquage résistant au grenaillage en utilisant la technologie Laserax et un laser 100W dépend en grande partie du nombre de cellules contenues dans la DMC, la taille de cette DMC et la profondeur des trous.
Paramètres recommandés pour un marquage résistant au grenaillage
- Trou ayant un ratio de 80% avec la taille de la cellule
- Trou ayant une taille de 0.7 mm
- Profondeur des trous de 0.3 mm (2 passes laser)
Étant donné ses paramètres recommandés, le tableau ci-bas donne les temps de marquages estimés en fonction de la capacité de storage des DMC.
