Rendimiento de Marcado Láser para Aluminio
Este documento técnico ofrece información detallada sobre el desempeño del marcado de los sistemas láser Laserax para la industria del aluminio. Con más precisión, proporciona:
- Tiempos de marcado a diferentes niveles de potencia.
- Valores de tolerancia de enfoque con sistemas de marcado láser 2D y 3D
El marcado láser se realizó en Aluminio 380 y Aluminio 6061 utilizando los sistemas de marcado láser 3D de las series LXQ-100 2D y LXQ 100.
Tiempos de Marcado Optimizados para el Aluminio
Para obtener los tiempos de marcado láser más rápidos posibles para la industria del aluminio, el equipo de Laserax optimizó múltiples parámetros láser: frecuencia de repetición, espacio entre líneas, energía del pulso, velocidad de escaneo, tamaño del punto de enfoque y tipo de relleno.
Usando esta configuración específica de aluminio, los tiempos de marcado se probaron a diferentes niveles de potencia para 4 marcas diferentes
| Marcado | 20 W | 30 W | 50 W | 100 W |
|---|---|---|---|---|
| 16x16 DMC (10x10 mm) | 5.25 | 3.62 | 2.37 | 1.40 |
| 16x16 DMC (10x10 mm) 16 caracteres (altura de 1.5 mm) | 6.47 | 4.51 | 2.95 | 1.78 |
| 20x20 DMC (15x15 mm) | 12.03 | 8.30 | 5.32 | 3.08 |
| 20x20 DMC (15x15 mm) 16 caracteres ( altura de 1.5 mm) | 21.02 | 14.54 | 9.35 | 5.56 |
Mayor tolerancia de enfoque en la industria del aluminio
La configuración óptica de los sistemas láser fabricados por Laserax otorga la mayor tolerancia de enfoque en la industria del aluminio. La tolerancia de enfoque es el rango dentro del cual se puede compensar el enfoque del láser sin afectar la calidad del marcado.
Una gran tolerancia de enfoque ofrece una mejor tolerancia para:
- Posicionamiento de muestras de marcas
- Marcado de superficies irregulares
Los valores de tolerancia de enfoque se probaron marcando códigos de matriz de datos (DMCs) utilizando la configuración específica de aluminio. Luego, los DMCs se analizaron con respecto al contraste celular, una medida central al calificar los DMCs. Se analizaron utilizando el verificador Cognex DM8072.
Los resultados solo incluyen los DMCs para los cuales el contraste celular está dentro del 90% de su valor máximo. Como se muestra en los gráficos que siguen, el contraste disminuye rápidamente por debajo de este porcentaje. Finalmente, el diámetro del pulso es demasiado grande y la densidad de energía demasiado baja para marcar la superficie
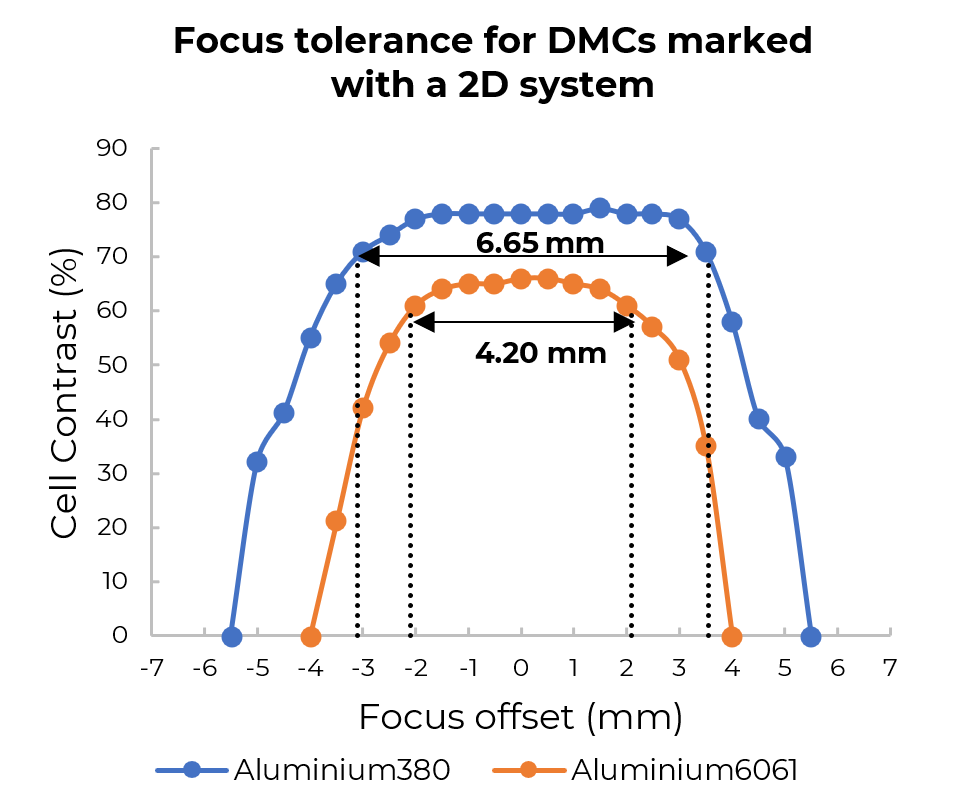
Resultados para sistemas láser 2D
El punto focal de los sistemas 2D se fija en su posición. Por esta razón, el intervalo entre la posición de grabado y el enfoque del láser se usa para calcular la tolerancia focal. Esto se conoce como el intervalo focal
La tolerancia de enfoque es de 6.55 mm para aluminio 380 y 4.20 mm para aluminio 6061.
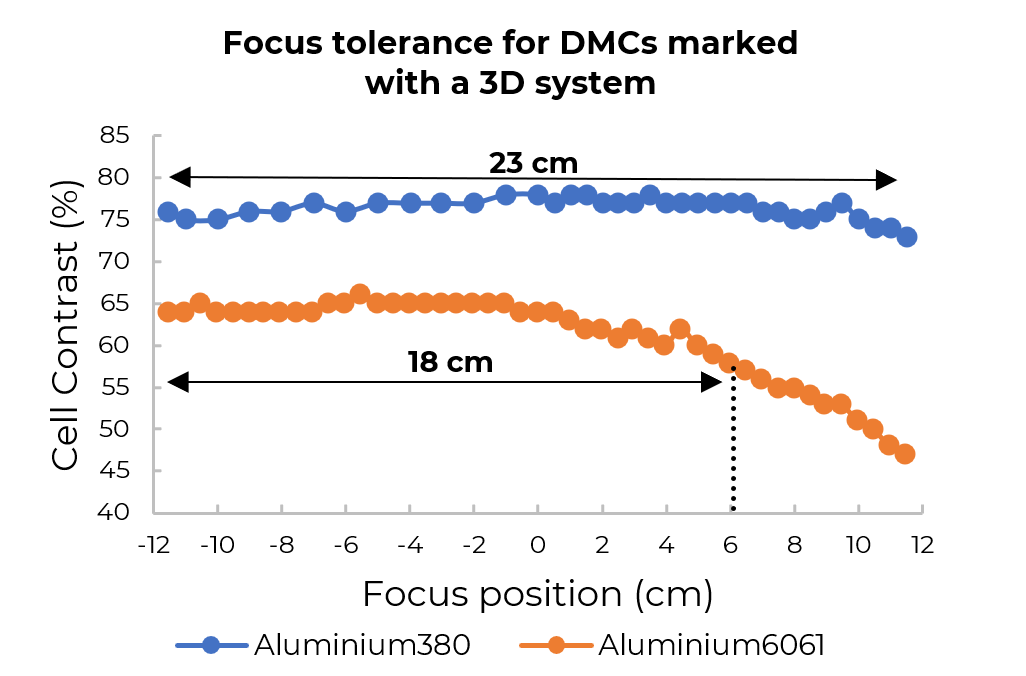
Resultados para sistemas láser 3D
Los sistemas 3D están equipados con un lente móvil rápido y preciso que se utiliza para mover el foco del láser a su posición óptima. Esto permite marcar en superficies curvas, inclinadas, de varios niveles o superficies que no son planas. La posición del foco se usa para calcular la tolerancia de enfoque, ya que el enfoque se reposiciona con sistemas 3D (no está desplazado).
La tolerancia de enfoque es de 23 cm para aluminio 380 y 18 cm para aluminio 6061.