Laser Marking Performance for Aluminum
This technical paper offers detailed information on the marking performance of Laserax laser systems for the aluminum industry. More precisely, it provides:
- Marking times at different power levels
- Focus tolerance values with 2D and 3D laser marking systems
Laser marking was performed on Aluminum 380 and Aluminum 6061 using LXQ‑100 2D and LXQ‑100 3D laser marking systems.
Marking times optimized for aluminum
To obtain the fastest possible laser marking times for the aluminum industry, the Laserax team optimized multiple laser parameters: repetition rate, line spacing, pulse energy, scanning speed, focus spot size, and filling type.
Using this aluminum-specific configuration, marking times were tested at different power levels for 4 different markings.
| Marking | 20 W | 30 W | 50 W | 100 W |
|---|---|---|---|---|
| 16x16 DMC (10x10 mm) | 5.25 | 3.62 | 2.37 | 1.40 |
| 16x16 DMC (10x10 mm) 16 characters (1.5 mm height) | 6.47 | 4.51 | 2.95 | 1.78 |
| 20x20 DMC (15x15 mm) | 12.03 | 8.30 | 5.32 | 3.08 |
| 20x20 DMC (15x15 mm) 16 characters (1.5 mm height) | 21.02 | 14.54 | 9.35 | 5.56 |
Largest focus tolerance in the aluminum industry
The optical configuration of laser systems manufactured by Laserax grant the largest focus tolerance in the aluminum industry. The focus tolerance is the range within which the laser focus can be offset without affecting marking quality.
A large focus tolerance offers a better tolerance for:
- Positioning samples to be marked
- Marking irregular surfaces
Focus tolerance values were tested by marking data matrix codes (DMCs) using the aluminum-specific configuration. DMCs were then analyzed with respect to cell contrast—a central measurement when grading DMCs. They were analyzed using the Cognex DM8072 verifier.
Results only include DMCs for which cell contrast is within 90% of its maximum value. As shown in the graphs that follow, contrast rapidly decreases below this percentage. Eventually, the pulse diameter is too large and the energy density too low to mark the surface.
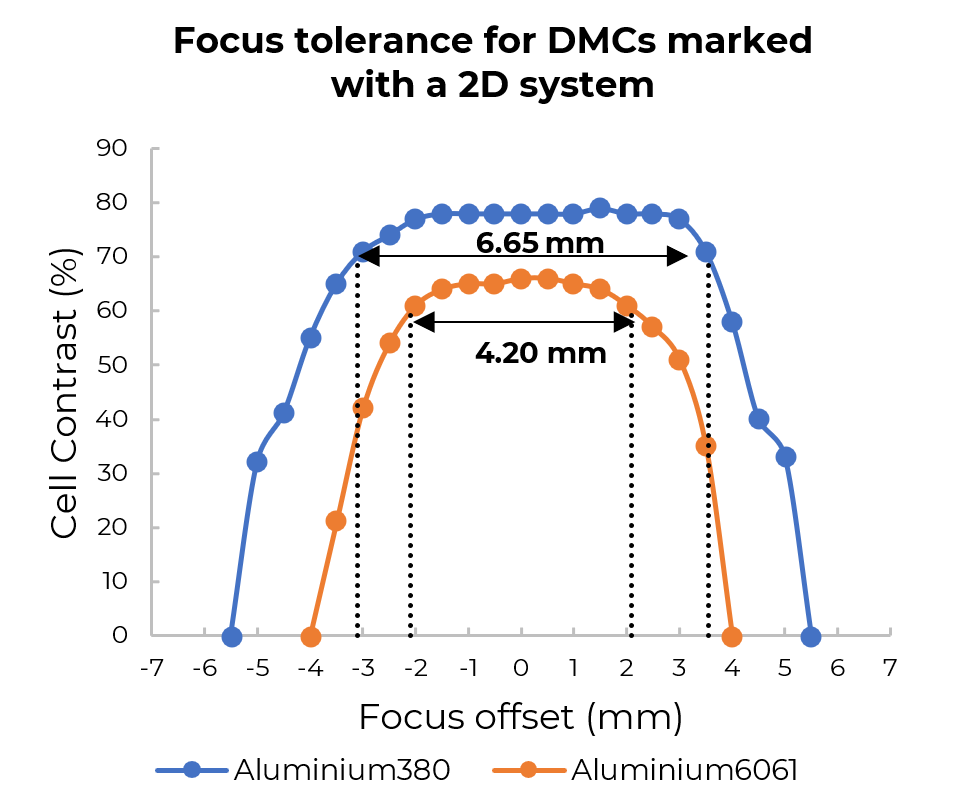
Results for 2D laser systems
The focal point of 2D systems is fixed into position. For this reason, the offset between the marking position and the laser focus is used to calculate the focus tolerance. This is known as the focus offset.
The focus tolerance is 6.55 mm for Aluminum 380 and 4.20 mm for Aluminum 6061.
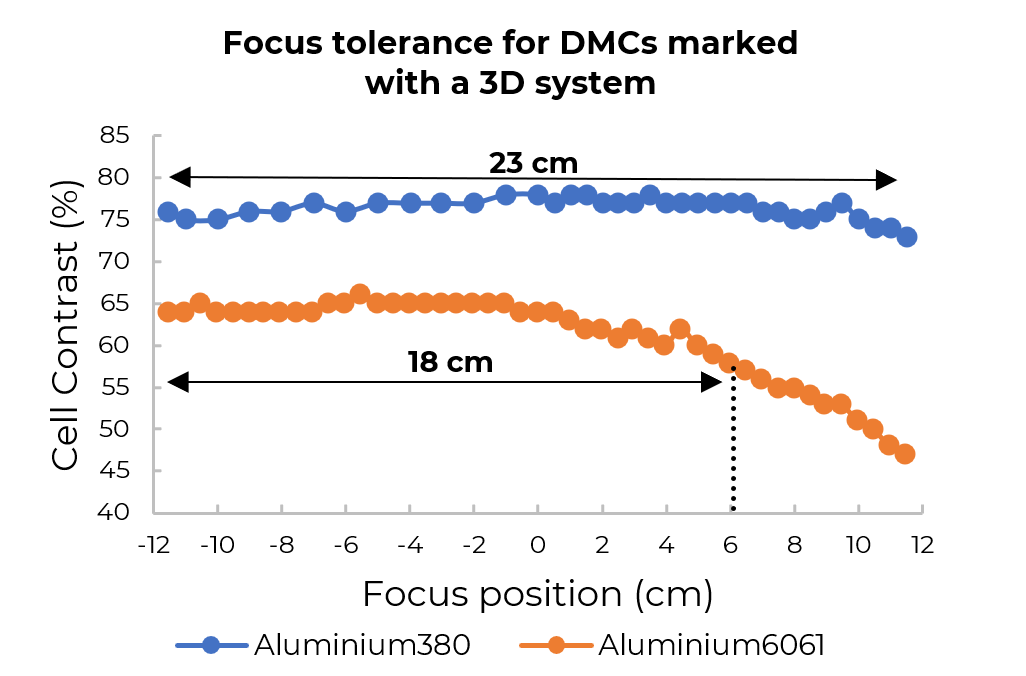
Results for 3D laser systems
3D systems are equipped with a fast and precise moving lens that is used to move the laser focus to its optimal position. This makes it possible to mark on curved, tilted, multi-level, or any non-flat surfaces. The focus position is used to calculate the focus tolerance, as the focus is repositioned with 3D systems (it is not offset).
The focus tolerance is 23 cm for Aluminum 380 and 18 cm for Aluminum 6061.