Beschriftungsleistung von Laser für Aluminium
Er bietet detaillierte Informationen über die Beschriftungsleistung von Laserax Lasersystemen für die Aluminiumindustrie. Sie erfahren darin alles über:
- Beschriftungszeiten bei unterschiedlichen Leistungsklassen
- Werte für die Fokustoleranz von 2D- und 3D-Lasermarkiersystemen
Das Laserbeschriften wurde an Aluminium 380 und Aluminium 6061 mit den LXQ-100 2D und LXQ-100 3D Lasermarkiersystemen durchgeführt.
Für Aluminium optimierte Markierzeiten
Damit für die Aluminiumindustrie die schnellstmöglichen Markierzeiten mit einem Laser realisiert werden können, hat das Team von Laserax mehrere Parameter optimiert: Wiederholrate, Zeilenabstand, Pulsenergie, Scangeschwindigkeit, Größe des Fokuspunktes und Füllart.
Mit dieser aluminiumspezifischen Konfiguration wurden Markierzeiten mit verschiedenen Leistungsklassen für vier verschiedene Beschriftungen getestet.
| Markieren | 20 W | 30 W | 50 W | 100 W |
|---|---|---|---|---|
| 16 x 16 DMC (10 x 10 mm) | 5,25 | 3,62 | 2,37 | 1,40 |
| 16 x 16 DMC (10 x 10 mm) 16 Zeichen (1,5 mm Höhe) | 6,47 | 4,51 | 2,95 | 1,78 |
| 20 x 20 DMC (15 x 15 mm) | 12,03 | 8,30 | 5,32 | 3,08 |
| 20 x 20 DMC (15 x 15 mm) 16 Zeichen (1,5 mm Höhe) | 21,02 | 14,54 | 9,35 | 5,56 |
Größte Fokustoleranz in der Aluminiumindustrie
Die optische Konfiguration der von Laserax hergestellten Lasersysteme gewähren die größte Fokustoleranz in der Aluminiumindustrie. Die Fokustoleranz beschreibt den Bereich, in dem der Laserfokus von den eingestellten Werten abweichen kann, ohne dass die Qualität der Beschriftung beeinträchtigt wird.
Eine große Toleranz des Laserfokus bietet eine bessere Verträglichkeit im Hinblick auf:
- Positionierung der zu beschriftenden Muster
- Beschriftung unregelmäßiger Oberflächen
Die Werte für die Fokustoleranz wurden bestimmt, indem Datenmatrix-Codes mittels der aluminiumspezifischen Konfiguration erstellt wurden. Diese Datenmatrix-Codes wurden anschließend im Hinblick auf Zellkontrast analysiert - ein zentraler Messwert bei der Bewertung von Datenmatrix-Codes. Analysiert wurden sie mittels des Cognex DM8072 Prüfer.
Datenmatrix-Codes wurden nur dann in den Ergebnissen berücksichtigt, wenn deren Zellkontrast mindestens 90 % des Maximalwerts betrug. Wie in den folgenden Diagrammen ersichtlich wird, nimmt der Kontrast unterhalb dieses Prozentsatzes rapide ab. Letztendlich ist der Pulsdurchmesser zu groß und die Energiedichte zu gering, um die Oberfläche zu beschriften.
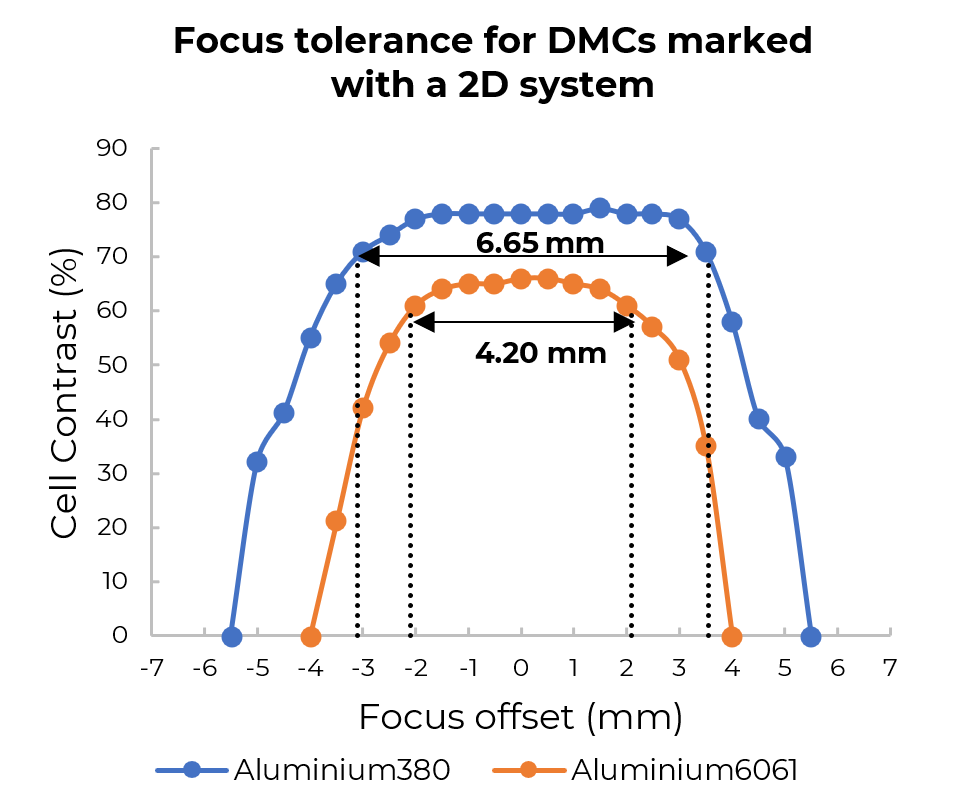
Ergebnisse der 2D-Lasersysteme
Der Fokuspunkt des 2D-Systems wird positioniert und fixiert. Um nun die Fokustoleranz zu berechnen, wird die Verschiebung zwischen der Markierposition und dem Laserfokus verwendet. Dieser ist bekannt als der Fokus Offset.
Die Fokustoleranz für Aluminium 380 liegt bei 6,55 mm und für Aluminium 6061 bei 4,20 mm.
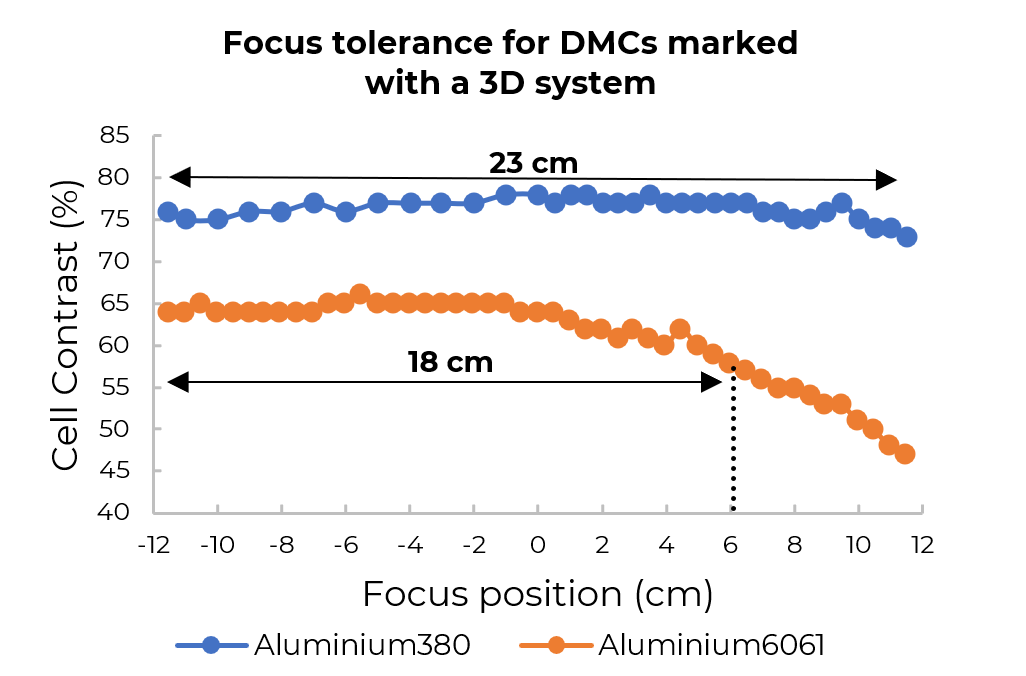
Ergebnisse für 3D-Lasersysteme
3D-Systeme sind mit einer schnellen und sich präzise bewegenden Linse ausgestattet. Mit dieser wird der Laserfokus optimal positioniert. Dadurch ist es möglich, gebogene, schräge, mehrstufige oder jede andere, unebene Oberfläche zu beschriften. Die Fokusposition wird verwendet, um die Fokustoleranz zu berechnen, da der Fokus bei 3D-Systemen ständig neu positioniert wird (er hat keine Verschiebung bzw. keinen Offset).
Die Fokustoleranz für Aluminium 380 liegt bei 23 cm und für Aluminium 6061 bei 18 cm.