Nettoyage laser du stator d’un véhicule électrique avant soudage
Le nettoyage laser est une technologie clé utilisée dans la fabrication des stators des véhicules électriques (VE). Les pièces telles que les connecteurs de stator et les épingles doivent être nettoyées avant le soudage.
Cela peut impliquer :
Le décapage de la couche isolante à l’extrémité des épingles en cuivre
Le retrait d’un revêtement en époxy dans certaines zones spécifiques du stator
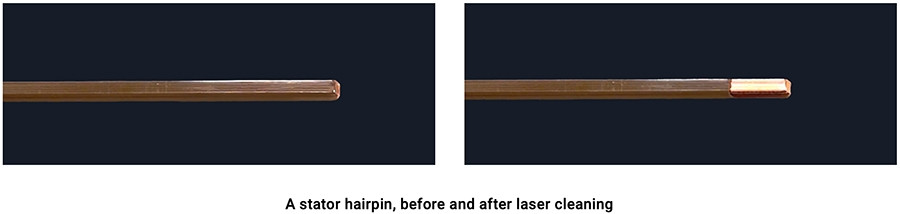
L’optimisation de la densité de puissance du stator est essentielle pour obtenir un meilleur rendement. L’alimentation électrique est assurée par des fils de cuivre appelés « épingles », qui sont pliés à 180° afin de s’adapter à un espace minimal lorsqu’ils sont assemblés dans le stator. Chaque épingle doit être soudée à celles qui se trouvent à côté, ce qui nécessite de retirer l’isolation des extrémités des épingles afin d’obtenir une surface propre avant le soudage.
Ce processus, appelé « décapage des épingles », peut être réalisé à l’aide d’un laser. Les épingles en cuivre sont isolées par l’un des revêtements suivants :
Polyamide-imides (PAI)
Polyétheréthercétone (PEEK)
Polyamide-imides avec feuille de polyimide (PAI+FEP)
Le processus laser nécessite un calibrage précis pour retirer le revêtement des épingles en atteignant la surface en cuivre sans laisser de résidus de revêtement. Cela doit être réalisé sans endommager l’intégrité du cuivre et avec un temps de cycle rapide.
Dans l’exemple suivant, Laserax utilise un laser de 3 kW pour nettoyer une zone de 6x13 mm sur l’épingle avec un temps de cycle inférieur à une seconde. Pour ce faire, nettoyez l’épingle à un angle de 45° à partir de deux positions différentes, chacune couvrant un grand côté et un petit côté de l’épingle. Chaque position nécessite 10 passages laser, ce qui prend moins d’une demi-seconde par position.
Temps de nettoyage laser des épingles à une puissance laser de 3 kW
Nombre de côtés
Zone de nettoyage (mm)
Temps de Nettoyage (s)
2
6x13
0,45
4
6x13 (x2)
0,90
Élimination simultanée de l’époxy de plusieurs épingles
Certains processus exigent que de nombreuses épingles soient nettoyées en une seule opération afin d’éliminer le revêtement après le processus d’imprégnation. Pour ce faire, le laser est déplacé selon différents angles et positions afin de nettoyer toutes les épingles.
Nos tests sur une solution de nettoyage laser pour éliminer l’époxy des épingles du stator ont confirmé qu’il est possible de nettoyer jusqu’à 4 épingles à cheveux en même temps. Pour ce faire, nettoyez les épingles à un angle de 45° à partir de deux positions différentes, chacune couvrant un grand côté et un petit côté des épingles. Dans cet exemple, les deux côtés de chaque épingle créent une zone de 19 mm x 5 mm, et chaque position laser nécessite 20 passages laser.
Durée totale du nettoyage pour 4 épingles à différents niveaux de puissance
Puissance de laser
Temps de nettoyage estimé (s)
1 kW
9,3
3 kW
4,3
2 kW
5,4
Élimination de l’époxy des languettes de connecteur à l’aide d’un laser
Une fois l’assemblage du stator d’un moteur électrique terminé, celui-ci est immergé dans un revêtement en époxy qui isole les éléments conducteurs du stator de la poussière, des fluides et d’autres contaminants. Cela garantit sa protection contre les éléments extérieurs susceptibles d’affecter ses performances.
Après ce processus d’imprégnation, les languettes du connecteur du stator peuvent être recouvertes d’époxy. Le nettoyage laser permet d’éliminer le revêtement dans des zones spécifiques afin d’obtenir des surfaces en cuivre propres avant le soudage des connecteurs à d’autres parties du moteur électrique.
L’exemple suivant montre une solution laser permettant de nettoyer l’époxy gris sur un stator en cuivre afin de remplacer un processus manuel utilisant du ruban adhésif. Il fallait nettoyer trois languettes de connexion et un pont près des épingles enroulées, avec un temps de cycle cible de 70 secondes.
Quatre pièces doivent être décapées d’une épaisse couche d’époxy en peu de temps. Le processus laser peut nécessiter l’installation d’une tête laser sur un robot industriel et d’une table rotative à 180° pour déplacer le stator et accéder à toutes les surfaces.
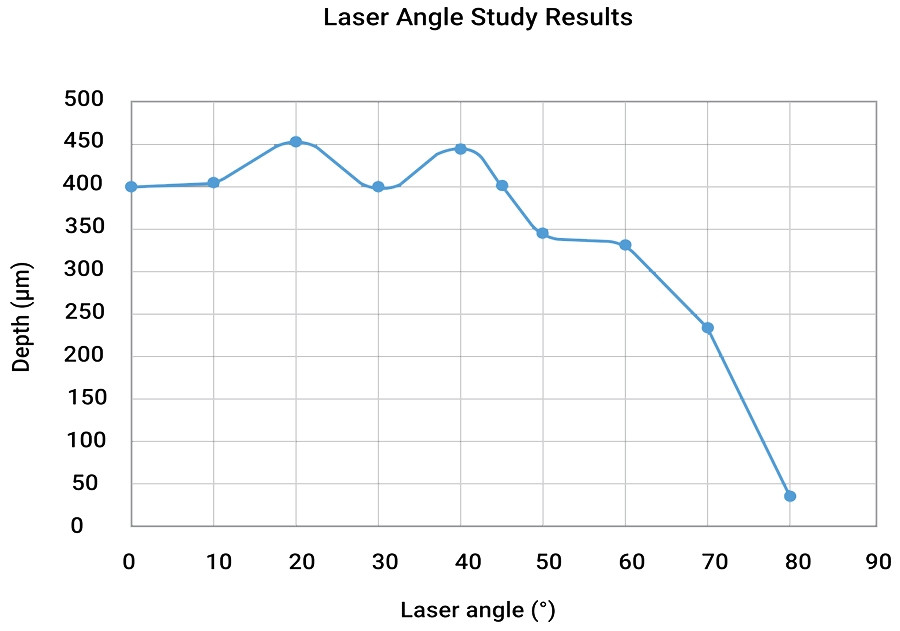
Pour éviter d’enlever le revêtement d’autres parties du stator, l’angle du laser doit être ajusté. En mesurant la profondeur (en microns) à différents angles laser, Laserax a obtenu les résultats suivants. Dans ce graphique, 0° représente un angle laser perpendiculaire non ajusté.
Dans ce cas, un angle de 45° a permis d’éviter d’enlever le revêtement d’autres parties du stator et de nettoyer les connecteurs à la perfection. Le stator était posé sur une table qui effectuait une rotation de 180° afin de nettoyer l’autre côté des parois internes du connecteur.
Cette optimisation du processus a permis d’obtenir un temps de cycle de 70 secondes avec un laser de 500 W et de 44 secondes avec un laser de 1 kW.
Processus de nettoyage laser (3 languettes + 1 pont)
500 W
1 kW
Nettoyage de 3 languettes
18 s
9 s
Nettoyage de pont
35 s
17,5 s
Déplacement du robot
17 s
17 s
Durée totale de nettoyage
53 s
26,5 s
Durée totale de processus
70 s
44 s
Avantages du nettoyage laser par rapport aux autres méthodes