Texturation laser pour préparer le métal au collage
Une bonne préparation des surfaces est essentielle pour garantir une bonne qualité de collage. Il existe plusieurs traitements de surface pour préparer les surfaces. Certaines éliminent les contaminants, d’autres modifient le niveau de rugosité, et d’autres encore font les deux, comme la texturation laser.
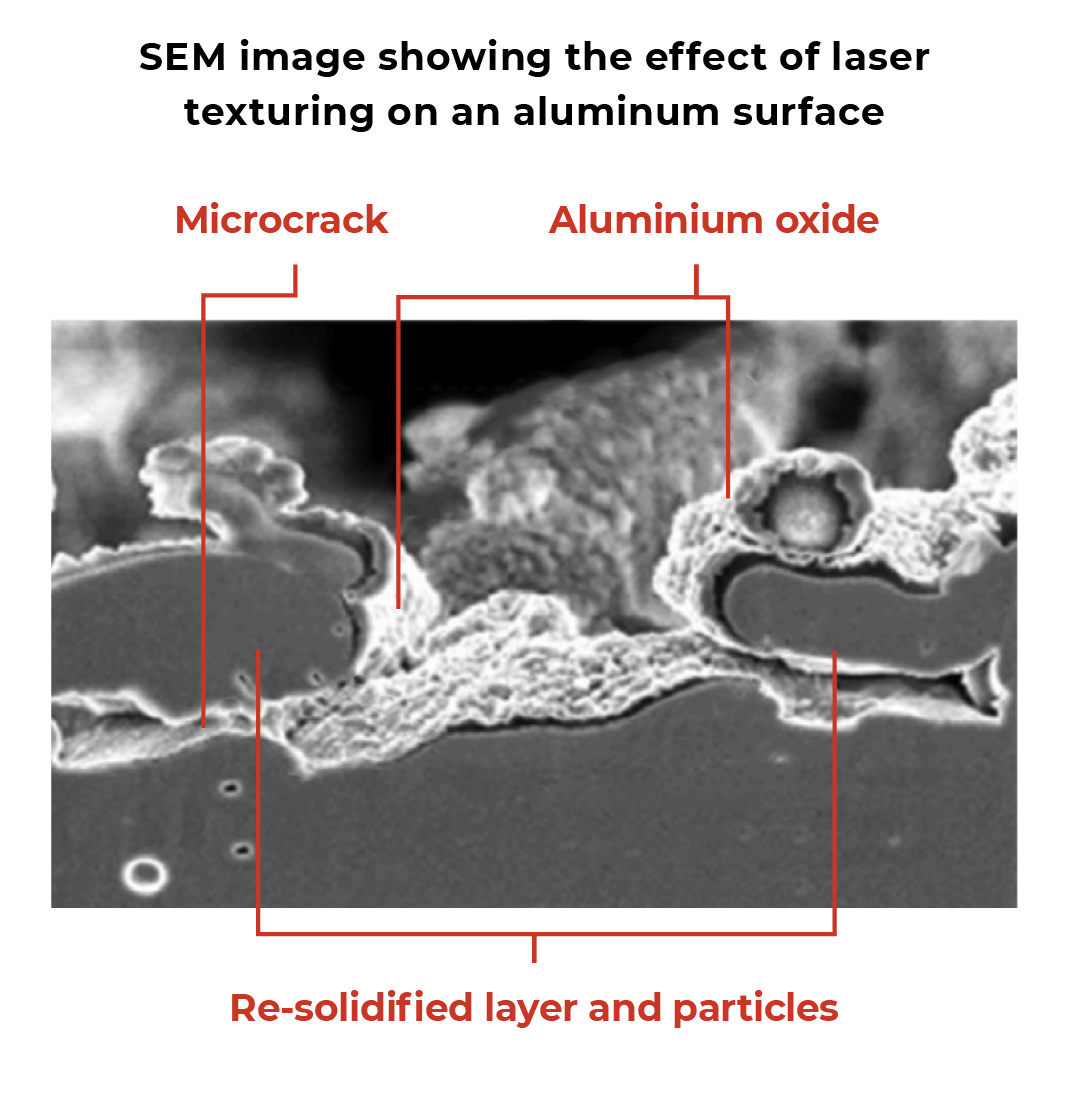
L’effet de la texturation laser sur les surfaces métalliques
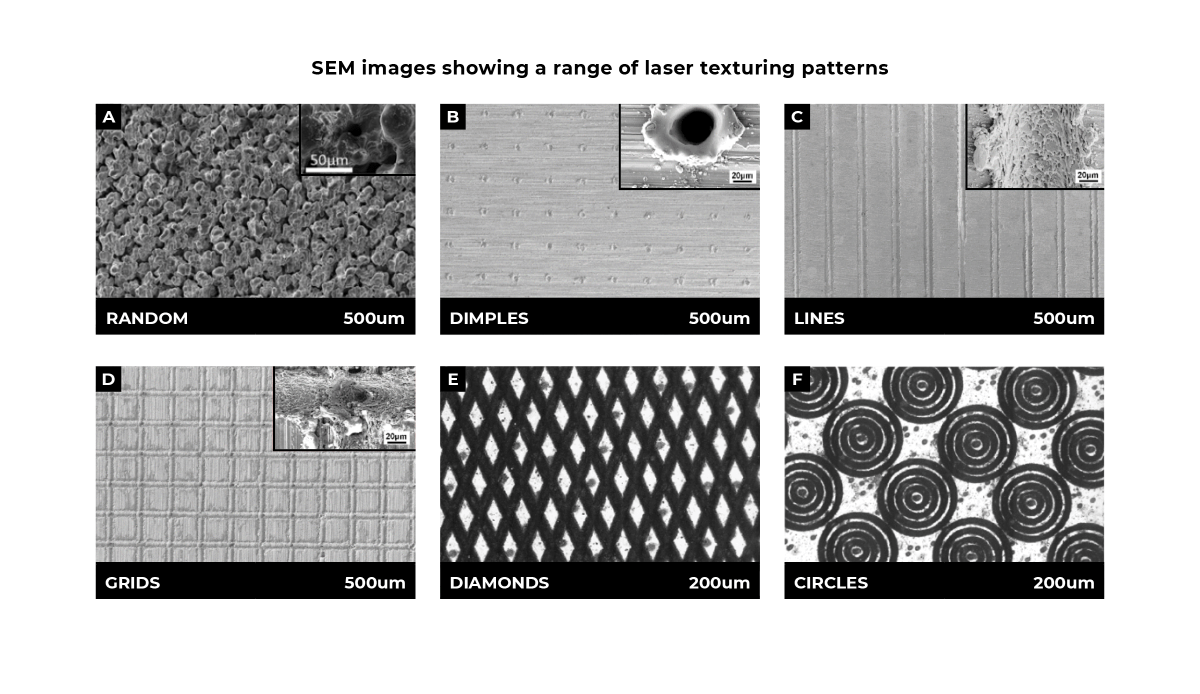
La texturation laser utilise un faisceau lumineux focalisé pour graver des motifs tels que des lignes, des cercles ou des grilles sur des surfaces métalliques. Pour ce faire, le laser vaporise la couche supérieure de la surface métallique. Le matériau situé près de la zone ablatée passe instantanément de l’état solide à l’état liquide, puis redevient solide, le tout en moins de cent nanosecondes.
Les textures ainsi obtenues améliorent l’adhérence, car elles augmentent la surface de contact entre la surface et l’adhésif. Comme la texturation par laser est basée sur la chaleur, des oxydes de surface qui contribuent à une meilleure adhérence sont également créés pendant le processus. Tout cela empêche l’humidité de pénétrer dans les joints après le collage par adhésif.
Préparation complète de la surface en une seule opération
La texturation par laser permet une préparation complète de la surface en une seule opération. Lorsque la surface est texturée par le faisceau laser, les contaminants de surface tels que la rouille, la poussière et l’huile sont également éliminés.
Quand effectuer une texturation par laser ?
Comme toutes les opérations de nettoyage de surface, la texturation par laser doit être effectuée juste avant le collage par adhésif. Sinon, les contaminants atmosphériques ainsi que les oxydes nuisibles peuvent recontaminer la surface et réduire la qualité du collage.
Néanmoins, des recherches montrent que la texturation par laser augmente la durée de conservation des pièces traitées, car elle est plus résistante à la recontamination que d’autres méthodes.
Avantages de la texturation par laser pour le collage par adhésif
- Amélioration de la résistance d’adhésion
- Amélioration du verrouillage chimique et mécanique
- Réduction des risques de rupture des collages
- Amélioration de la mouillabilité
- Ralentissement du vieillissement des joints collés
Texturation laser par rapport à d’autres traitements de surface
La texturation laser offre des avantages importants par rapport aux traitements de surface traditionnels tels que la gravure chimique, le nettoyage au plasma et le décapage au jet d’abrasif. Plus important encore, la rugosité générée par la texturation par laser offre de meilleures propriétés adhésives que les autres traitements. En effet, la texturation laser est un traitement thermique qui génère à la fois des changements chimiques et mécaniques à la surface, tandis que les autres traitements n’en génèrent qu’un seul.
- Amélioration des propriétés adhésives
- Amélioration de la répétabilité du processus
- Motifs de surface personnalisés
- Aucun consommable
- Optimisation des paramètres
- Adaptation aux exigences spécifiques
- Traitement de surface précis
- Aucun masquage nécessaire
Texturation laser par rapport à la gravure chimique
La gravure chimique utilise des produits chimiques pour nettoyer les surfaces, modifier leur rugosité et générer des oxydes de surface favorables au collage. Bien que ces effets soient identiques à ceux obtenus par texturation par laser, la qualité du collage obtenu est différente.
- Résistance d’adhésion : La texturation par laser permet d’obtenir des assemblages collés plus résistants. Les recherches montrent que cela conduit à une résistance au cisaillement supérieure de 50 % par rapport à la gravure chimique à l’éthanol.
- Vieillissement : Les tests montrent que la texturation par laser permet d’obtenir des joints collés plus résistants au vieillissement que ceux obtenus par gravure chimique.
- Pollution et sécurité : La gravure chimique est difficile à gérer, car elle soulève des questions environnementales, de gestion des déchets et de santé et sécurité sur le lieu de travail. La texturation par laser ne nécessite qu’une enceinte de laser pour des raisons de sécurité.
- Coûts d’exploitation : Les consommables nécessaires à la gravure chimique représentent des coûts d’exploitation importants. La texturation par laser fonctionne uniquement à l’électricité, sans nécessiter de consommables.
- Surface finie : Les motifs pouvant être générés par gravure chimique sont limités à des motifs aléatoires. La texturation par laser offre un meilleur contrôle sur la surface finie, car elle permet de créer des motifs spécifiques pour obtenir des résultats précis.
Texturation laser par rapport au décapage au jet d’abrasif
Les traitements par décapage au jet d’abrasif utilisent des agents solides pour modifier la texture des surfaces métalliques et éliminer les contaminants en même temps.
- Coûts de consommables : Les coûts liés aux consommables utilisés dans les traitements abrasifs peuvent être assez élevés. La texturation par laser fonctionne sans consommables et présente des coûts d’exploitation nettement inférieurs.
- Poussière et EPI : Le décapage au jet d’abrasif génère d’énormes quantités de poussière dans l’air provenant des abrasifs et du métal texturé. Ces particules en suspension dans l’air peuvent être nocives pour les travailleurs, qui ont besoin d’EPI (en particulier si l’opération est effectuée manuellement). La quantité de poussière générée par la texturation par laser est beaucoup plus faible, car il n’y a pas d’abrasif. La texturation par laser est également réalisée dans une enceinte équipée d’un système d’extraction de poussière, ce qui rend inutile le port d’EPI.
- Surface finie : Par rapport à la texturation par laser, le décapage au jet d’abrasif offre un faible contrôle sur la surface finie, créant des motifs aléatoires. La texturation par laser permet de contrôler la surface finie, en gravant des motifs spécifiques dans des zones précises.
- Dommages à la surface : Les particules de sablage peuvent provoquer des microfissures sur les matériaux ductiles et nuire à la qualité des joints. Elles peuvent également déformer les pièces minces et générer une chaleur intense.
- Élimination des contaminants : Le décapage au jet d’abrasif ne peut pas être utilisé pour éliminer correctement tous les types de contaminants. Il doit être utilisé en association avec un dégraissage chimique pour éliminer la graisse, les huiles et autres contaminants.
- Masquage et précision : Les rubans résistants à l’abrasion sont généralement utilisés pour protéger les zones qui ne doivent pas être sablées. L’application de ces rubans ralentit le processus de collage et entraîne souvent des erreurs et des imprécisions. La texturation par laser est plus précise et élimine ainsi l’étape de masquage.
- Modifications rapides de la configuration : Avec la texturation par laser, le niveau de rugosité peut être modifié en ajustant les paramètres du laser. Il est inutile de changer le produit abrasif.
- Répétabilité : Les particules de sablage se dégradent et génèrent des résultats irréguliers au fil du temps. Elles génèrent également des résultats irréguliers lors du sablage de surfaces courbes, car les particules de sablage arrivant sous différents angles créent des résultats différents selon les zones.
Texturation laser par rapport au nettoyage au plasma
Le nettoyage au plasma est un traitement de surface qui élimine les contaminants en les carbonisant à l’aide de plasma, un gaz ionisé. Contrairement à d’autres traitements de surface, le nettoyage au plasma nettoie uniquement les surfaces, sans leur donner de texture. Pour cette raison, il n’est généralement pas utilisé pour les applications de collage.
- Rugosité : Il est impossible d’utiliser le nettoyage au plasma pour obtenir une texture qui améliore l’adhérence. Si vous cherchez à améliorer l’adhérence, cela représente un inconvénient majeur par rapport aux autres méthodes de préparation des surfaces.
- Résistance au cisaillement : Des recherches montrent que la résistance au cisaillement des joints traités au laser est deux fois plus élevée que celle des joints traités par nettoyage au plasma à pression atmosphérique.
- Contaminants : Le nettoyage au plasma est connu pour laisser des résidus carbonisés sur les surfaces nettoyées. Ces résidus adhèrent à la surface et sont difficiles à éliminer.
Un laser conçu pour texturer les surfaces métalliques
Laserax a développé la technologie laser idéale pour texturer les surfaces métalliques.

- Monomode
- Laser à fibre optique
- Motifs de lignes parallèles
- Durée d’impulsion variable permettant d’optimiser la vitesse de traitement en fonction du substrat
- Pics énergétiques élevés pour l’ablation des métaux
- Technologie rentable
- Puissance moyenne supérieure à celle des autres solutions
- Vitesse de traitement plus rapide
Fluence laser
L’un des facteurs nécessaires à la texturation des surfaces est une fluence laser élevée, qui correspond au niveau d’énergie délivré dans une zone donnée. La fluence laser doit être supérieure au seuil d’ablation du métal à traiter afin de texturer le métal et d’éliminer les contaminants.
Les lasers à fibre optique à impulsions génèrent des pics d’énergie élevés en peu de temps qui atteignent des niveaux de fluence élevés. Il existe différents types de lasers à fibre optique à impulsions. Chez Laserax, des lasers à fibre optique à impulsions nanosecondes sont utilisés pour concentrer l’énergie laser entre 20 et 500 nanosecondes (milliardièmes de seconde). À des niveaux de puissance similaires, les lasers à onde entretenue ne peuvent pas atteindre ces valeurs de fluence élevées.
Prix et vitesse de traitement
Les lasers femtosecondes (quadrillions de secondes) peuvent fournir de meilleurs résultats que les lasers nanosecondes. Ils peuvent atteindre des pics d’énergie plus élevés, car l’énergie laser est un million de fois plus concentrée. La durée plus courte des impulsions signifie également qu’elles ont une zone affectée par la chaleur (ZAC) plus faible.
Bien que ces résultats soient impressionnants, les lasers nanosecondes restent un meilleur choix pour les chaînes de production : ils sont moins chers que les lasers femtosecondes et offrent une vitesse de traitement plus rapide grâce à leur puissance moyenne plus élevée. Les lasers femtosecondes ont une puissance maximale de 100 W et sont principalement utilisés pour leur précision dans les applications médicales.
Motifs de lignes parallèles
Parmi tous les motifs de texturation par laser possibles, les lignes parallèles offrent la vitesse de texturation la plus rapide (parfois 10 fois plus rapide que les autres motifs). Les motifs linéaires sont plus rapides, car le laser s’arrête moins souvent pour se repositionner. Ce court retard de positionnement d’environ 0,03 seconde s’accumule rapidement avec des motifs plus complexes.
Les lignes parallèles couvrent également parfaitement toute la surface métallique traitée, ce qui est une condition essentielle pour garantir l’élimination de tous les contaminants lors de la texturation. Si l’espacement entre chaque ligne est trop important, la résistance d’adhésion diminue pour deux raisons : la discontinuité du joint collé et la présence de contaminants à la surface. Pour éviter ces problèmes, nos experts veillent à ce que les lignes se chevauchent et couvrent toute la surface.
Technologie laser monomode
Les lasers monomodes ont un cœur de fibre plus petit que les lasers multimodes, ce qui les rend plus efficaces pour la texturation des métaux.
En effet, le cœur plus petit permet au faisceau laser d’être plus focalisé et d’atteindre les pics d’énergie élevés nécessaires à l’ablation.

Cet article s’inspire du mémoire de maîtrise de Catherine Veilleux sur le rôle de la texturation laser dans l’amélioration du collage par adhésif sur les surfaces métalliques.
Catherine est titulaire d’un baccalauréat en génie physique et d’une maîtrise en physique. Elle a obtenu sa maîtrise en partenariat avec Laserax afin de développer des solutions industrielles pour la texturation laser de surfaces métalliques. Elle occupe aujourd’hui le poste de superviseur du laboratoire d’applications chez Laserax, où elle supervise l’équipe chargée de tester et d’optimiser les processus laser pour les clients.
Catherine Veilleux
cveilleux@laserax.com
Sources
Junying Min, Hailang Wan, Blair E. Carlson, Jianping Lin, et Chengcheng Sun. Application of ablation par laser in collage par adhésif of metallic materials: A review. Optics Laser Technology, 128: 106188, 2020.
S. S. Aulakh et G. Kaushal. Laser texturing as an alternative to grit blasting for improved coating adhesion on az91d magnesium alloy. Transactions of the IMF, 97(2) : 100–108, 2019.
G.W. Critchlow et D.M. Brewis. Influence of surface macroroughness on the durability of epoxide-aluminium joints. International Journal of Adhesion and Adhesives, 15(3) :173–176, 1995.
S.G. Prolongo et A. Ureña. Effect of surface pre-treatment on the adhesive strength of epoxy–aluminium joints. International Journal of Adhesion and Adhesives, 29(1) :23–31, 2009.
Vladimir Semak et Akira Matsunawa. The role of recoil pressure in energy balance during laser materials processing. Journal of Physics D : Applied Physics, 30(18) :2541–2552, sep 1997.
Chuanmin Zhu, Hailang Wan, Junying Min, Yu Mei, Jianping Lin, Blair E. Carlson, et Surender Maddela. Application of pulsed yb : Fiber laser to surface treatment of al alloys for improved adhesive bonded performance. Optics and Lasers in Engineering, 119 :65–76, 2019.
Karl-Heinz Leitz, Benjamin Redlingshöfer, Yvonne Reg, Andreas Otto, et Michael Schmidt Metal ablation with short and ultrashort laser pulses. Physics Procedia, 12 :230–238, 2011. Lasers in Manufacturing 2011 – Actes de la 6e conférence internationale Lasers in Manufacturing de la WLT.
Ralf Frenzel, Tom Schiefer, Irene Jansen, Frank Simon, Alfredo Calvimontes, Karina Grundke, Liane Häußler, et Eckhard Beyer. Polyelectrolytes to promote adhesive bonds of laser-structured aluminium. International Journal of Adhesion and Adhesives, 61 :35–45, 2015.
Rico Rechner, Irene Jansen, et Eckhard Beyer. Optimization of the aluminum oxide properties for adhesive bonding by laser surface pretreatment. Journal of Laser Applications, 24, 04 2012.
Ziwei Feng, Hongyun Zhao, Caiwang Tan, Baohua Zhu, Fengbin Xia, Qiang Wang, Bo Chen, et Xiaoguo Song. Effect of laser texturing on the surface characteristics and bonding property of 30crmnsia steel adhesive joints. Journal of Manufacturing Processes, 47 :219–228, 2019.
E.G. Baburaj, D. Starikov, J. Evans, G.A. Shafeev, et A. Bensaoula. Enhancement of adhesive joint strength by laser surface modification. International Journal of Adhesion and Adhesives, 27(4) :268–276, 2007.
Yongrong Wu, Jianping Lin, Blair E. Carlson, Peng Lu, Michael P. Balogh, Nicholas P. Irish, et Yu Mei. Effect of laser ablation surface treatment on performance of adhesive bonded aluminum alloys. Surface and Coatings Technology, 304 :340–347, 2016.
Pietro Maressa, Luca Anodio, Andrea Bernasconi, Ali Gökhan Demir, et Barbara Previtali. Effect of surface texture on the adhesion performance of laser treated ti6al4v alloy. The Journal of Adhesion, 91(7) :518–537, 2015.
J.I. Ahuir-Torres, M.A. Arenas, W. Perrie, G. Dearden, et J. de Damborenea. Surface texturing of aluminium alloy aa2024-t3 by picosecond laser : Effect on wettability and corrosion properties. Surface and Coatings Technology, 321 :279–291, 2017.
M. Alfano, G. Ambrogio, F. Crea, L. Filice, et F. Furgiuele. Influence of laser surface modification on bonding strength of al/mg adhesive joints. Journal of Adhesion Science and Technology, 25(11) :1261–1276, 2011.
Yasmina Boutar, Sami Naïmi, Salah Mezlini, et Moez Ben Sik Ali. Effect of surface treatment on the shear strength of aluminium adhesive single-lap joints for automotive applications. International Journal of Adhesion and Adhesives, 67 :38–43, 2016. Special
Issue on Adhesion, Surface Preparation and Adhesive Properties. Rico Rechner, Irene Jansen, et Eckhard Beyer. Influence on the strength and aging resistance of aluminium joints by laser pre-treatment and surface modification. International Journal of Adhesion and Adhesives, 30(7) :595–601, 2010.
Giovanna Rotella, Marco Alfano, Tom Schiefer, et Irene Jansen. Enhancement of static strength and long term durability of steel/epoxy joints through a fiber laser surface pretreatment. International Journal of Adhesion and Adhesives, 63 :87–95, 2015.