Laser Texturing to Prepare Metal for Bonding
Good surface preparation is essential to guarantee good bonding quality. Several surface treatments exist to prepare surfaces. Some of them remove contaminants, some of them modify the roughness level, and others do both, like laser texturing.
The Effect of Laser Texturing on Metal Surfaces
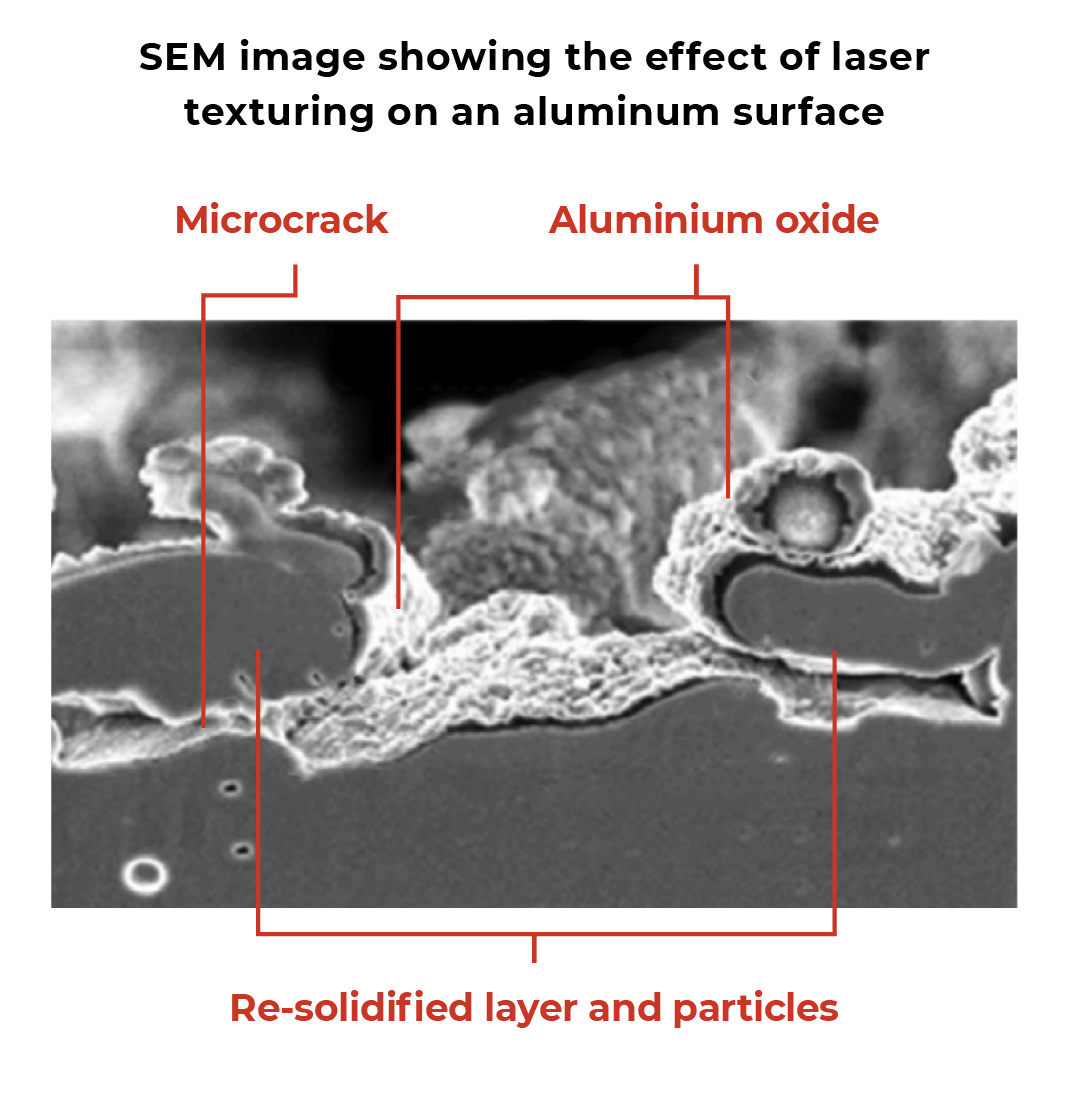
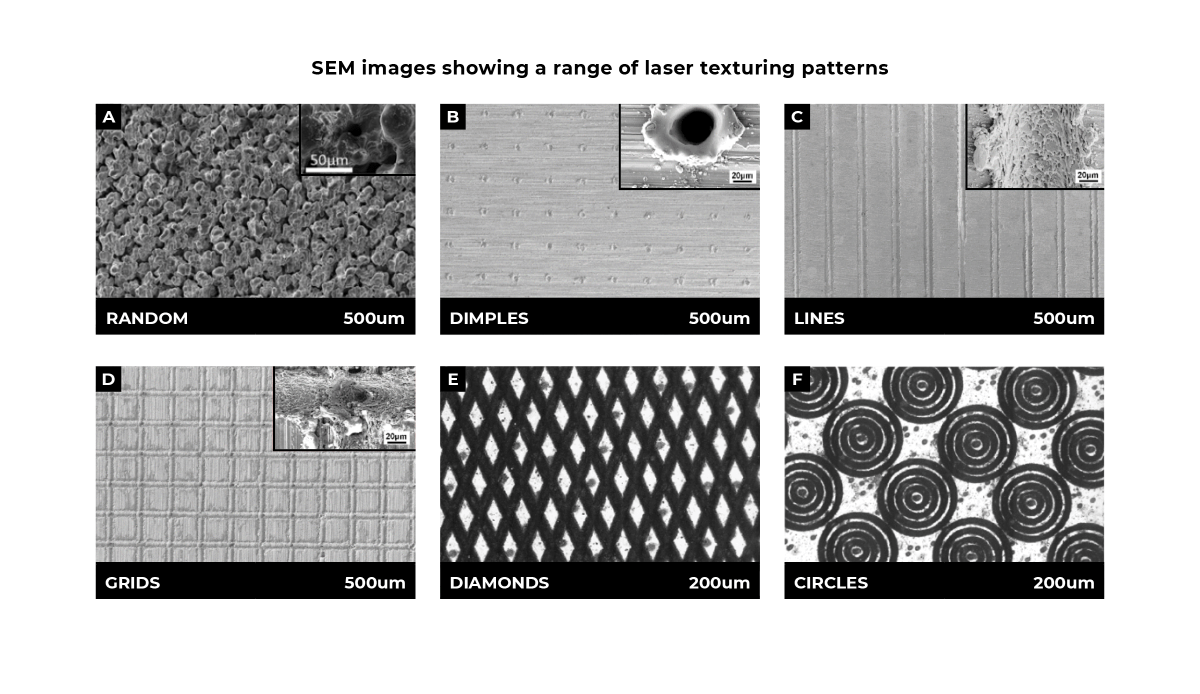
Laser texturing uses a focused beam of light to etch metal surfaces, digging patterns such as lines, circles, or grids into the surface. To do this, the laser vaporizes the top layer of the metal surface. The material near the ablated zone instantly goes from solid to liquid, and back again to solid, all of this within a hundred nanoseconds.
These resulting textures improve adhesion as they lead to a larger contact area between the surface and the adhesive. Since laser texturing is heat based, surface oxides that contribute to a better adhesion are also created during the process. All of this prevents moisture from penetrating the joints after adhesive bonding.
Complete Surface Preparation in a Single Operation
Laser texturing offers complete surface preparation in a single operation. As the surface is textured by the laser beam, surface contaminants like rust, dust, and oil are also removed.
When to Perform Laser Texturing
Like all surface cleaning operations, laser texturing should be performed just before adhesive bonding. Otherwise, airborne contaminants and detrimental oxides could recontaminate the surface and reduce the bonding quality.
Still, research shows that laser texturing increases the shelf life of treated parts, as it is more resistant to recontamination than other methods.
Benefits of Laser Texturing for Adhesive Bonding
- Improved bond strength
- Better chemical and mechanical interlocking
- Lower chances of bond failure
- Improved wettability
- Slower aging of bonded joints
Laser Texturing vs. Other Surface Treatments
Laser texturing offers important advantages compared to traditional surface treatments like chemical etching, plasma cleaning, and abrasive blasting. Most importantly, the roughness generated by laser texturing provides better adhesive properties than other treatments. This is because laser texturing is a thermal treatment that generates both chemical and mechanical changes on the surface, while other treatments only generate one of the two.
- Better adhesive properties
- More repeatable process
- Customized surface patterns
- No consumables
- Optimized parameters
- Adjusted for specific requirements
- Precise surface treatment
- No masking needed
Laser Texturing vs. Chemical Etching
Chemical etching uses chemicals to clean surfaces, change the surface roughness, and generate surface oxides beneficial to bonding. While these effects are the same as laser texturing, the resulting bonding quality is different.
- Bond strength: Laser texturing leads to stronger bonded joints. Research shows that it leads to +50% shear strength compared to chemical etching with ethanol.
- Aging: Tests show that laser texturing leads to bonded joints with better resistance to aging compared to chemical etching.
- Pollution and Safety: Chemical etching is complicated to manage, as it comes with environmental concerns, waste management, and health and safety issues for the workplace. Laser texturing only requires a laser enclosure for safety.
- Operating costs: The consumables needed for chemical etching represent significant operating costs. Laser texturing runs on electrical power alone, without the need for consumables.
- Finished surface: Patterns that can be generated by chemical etching are limited to random patterns. Laser texturing offers greater control over the finished surface, as it can create specific patterns for specific results.
Laser Texturing vs. Abrasive Blasting
Abrasive blasting treatments use solid media to modify the texture of metal surfaces and remove contaminants at the same time.
- Consumable costs: The consumable costs of abrasive treatments can be quite expensive. Laser texturing functions without consumables and has much lower operating costs.
- Dust and PPE: Abrasive blasting generates massive amounts of dust in the air originating from the abrasive media and the textured metal. These airborne particles can be harmful to workers, who need PPE (especially if the operation is performed manually). The amount of dust generated by laser texturing is much lower, as there is no abrasive media. Laser texturing is also performed in an enclosure with a dust extraction system, so PPE are not needed.
- Finished surface: Compared to laser texturing, abrasive blasting offers low control over the finished surface, creating random patterns. Laser texturing provides control over the finished surface, allowing the etching of specific patterns in precise areas.
- Surface damage: Blast particles can cause microcracks on ductile materials and diminish the joint quality. They can also bend thin parts and generate intense heat.
- Contaminant removal: Abrasive blasting cannot be used to properly remove all types of contaminants. It needs to be used in conjunction with chemical degreasing to remove grease, oils and other contaminants.
- Masking & Precision: Abrasion-resistant tapes are typically used to protect areas that must not be blasted. Applying these tapes slows down the bonding process and often leads to errors and imprecisions. Laser texturing is more precise and, as a result, eliminates the masking step.
- Quick configuration changes: With laser texturing, the roughness level can be changed comply by changing the laser parameters. No need to change the abrasive media.
- Repeatability: Blast particles degrade and generate inconsistent results over time. They also generate inconsistent results when blasting curved surfaces, as blast particles arriving at different angles create different results over different areas.
Laser Texturing vs. Plasma Cleaning
Plasma cleaning is a surface treatment that removes contaminants by carbonizing them using plasma, an ionized gas. Unlike other surface treatments, plasma cleaning only cleans surfaces—it does not texture them. For this reason, it is typically not used for bonding applications.
- Roughness: Plasma cleaning cannot be used to generate a texture that improves adhesion. If you are looking to improve adhesion, this is a huge disadvantage compared to other surface preparation methods.
- Shear strength: Research shows that the shear strength of laser treated joints is twice as strong as those that are treated using atmospheric-pressure plasma cleaning.
- Contaminants: Plasma cleaning has been known to leave carbonized residues on cleaned surfaces. These residues stick to the surface and are hard to remove.
A Laser Built To Texture Metal Surfaces
Laserax has developed the ideal laser technology to texture metal surfaces.

- Single mode
- Fiber laser
- Parallel line patterns
- Variable pulse duration to optimize treatment speed based on substrate
- High-energy peaks to ablate metals
- Cost-efficient technology
- Higher average power than alternatives
- Faster processing speed
Laser Fluency
One of the factors required to texture surfaces is a high laser fluency, which is the energy level delivered within a given area. The laser fluency must be above the ablation threshold of the metal that needs to be treated to both texture the metal and remove the contaminants.
Pulsed fiber lasers generate high peaks of energy in short amount of time that reach high fluency levels. Different types of pulsed fiber lasers exist. At Laserax, nanosecond pulsed fiber lasers are used to focus the laser energy between 20–500 nanoseconds (billionths of a second). At similar power levels, continuous-wave lasers cannot reach these high fluence values.
Price & Processing Speed
Femtosecond lasers (quadrillionths of a second) can provide better results than nanosecond lasers. They can reach higher energy peaks, as the laser energy is a million times more focused. The shorter length of the pulses also means they have a lower heat affected zone (HZA).
While these results are impressive, nanosecond lasers are still a better choice for production lines: they are cheaper than femtosecond lasers, and they have a faster processing speed due to their higher average power. Femtosecond lasers are limited to 100W of laser power and are mostly used for their precision in medical applications.
Parallel Line Patterns
Among all the possible laser texturing patterns, parallel lines offer the fastest texturing speed (sometimes 10 times faster than other patterns). Line patterns are faster because the laser stops less often for repositioning. This short positioning delay of about 0.03 seconds adds up quickly with more complex patterns.
Parallel lines also perfectly cover the entire metal surface being processed, which is a basic requirement to make sure all contaminants are removed during texturing. If the spacing between each line is too large, the adhesive strength diminishes for two reasons: discontinuity in the bonded joint, and contaminants remaining on the surface. To prevent these problems, our experts make sure that lines overlap and cover the entire surface.
Single-mode Laser Technology
Single-mode lasers have a smaller fiber core than multimode lasers, which makes them better at texturing metals.
This is because the smaller core allows the laser beam to be more focused and reach the high energy peaks required for ablation.

This article is inspired by Catherine Veilleux’s master’s degree on the role of laser texturing to improve adhesive bonding for metallic surfaces.
Catherine holds a bachelor’s degree in Engineering Physics and a master's degree in Physics. She completed her master’s in partnership with Laserax to develop industrial solutions for the laser texturing of metallic surfaces. She is now the Applications Lab Supervisor at Laserax, where she oversees the team that tests and optimizes laser processes for clients.
Catherine Veilleux
cveilleux@laserax.com
Sources
Junying Min, Hailang Wan, Blair E. Carlson, Jianping Lin, and Chengcheng Sun. Application of laser ablation in adhesive bonding of metallic materials: A review. Optics Laser Technology, 128: 106188, 2020.
S. S. Aulakh and G. Kaushal. Laser texturing as an alternative to grit blasting for improved coating adhesion on az91d magnesium alloy. Transactions of the IMF, 97(2): 100–108, 2019.
G.W. Critchlow and D.M. Brewis. Influence of surface macroroughness on the durability of epoxide-aluminium joints. International Journal of Adhesion and Adhesives, 15(3) :173–176, 1995.
S.G. Prolongo and A. Ureña. Effect of surface pre-treatment on the adhesive strength of epoxy–aluminium joints. International Journal of Adhesion and Adhesives, 29(1) :23–31, 2009.
Vladimir Semak and Akira Matsunawa. The role of recoil pressure in energy balance during laser materials processing. Journal of Physics D : Applied Physics, 30(18) :2541–2552, sep 1997.
Chuanmin Zhu, Hailang Wan, Junying Min, Yu Mei, Jianping Lin, Blair E. Carlson, and Surender Maddela. Application of pulsed yb : Fiber laser to surface treatment of al alloys for improved adhesive bonded performance. Optics and Lasers in Engineering, 119 :65–76, 2019.
Karl-Heinz Leitz, Benjamin Redlingshöfer, Yvonne Reg, Andreas Otto, and Michael Schmidt. Metal ablation with short and ultrashort laser pulses. Physics Procedia, 12 :230–238, 2011. Lasers in Manufacturing 2011 - Proceedings of the Sixth International WLT Conference on Lasers in Manufacturing.
Ralf Frenzel, Tom Schiefer, Irene Jansen, Frank Simon, Alfredo Calvimontes, Karina Grundke, Liane Häußler, and Eckhard Beyer. Polyelectrolytes to promote adhesive bonds of laser-structured aluminium. International Journal of Adhesion and Adhesives, 61 :35–45, 2015.
Rico Rechner, Irene Jansen, and Eckhard Beyer. Optimization of the aluminum oxide properties for adhesive bonding by laser surface pretreatment. Journal of Laser Applications, 24, 04 2012.
Ziwei Feng, Hongyun Zhao, Caiwang Tan, Baohua Zhu, Fengbin Xia, Qiang Wang, Bo Chen, and Xiaoguo Song. Effect of laser texturing on the surface characteristics and bonding property of 30crmnsia steel adhesive joints. Journal of Manufacturing Processes, 47 :219–228, 2019.
E.G. Baburaj, D. Starikov, J. Evans, G.A. Shafeev, and A. Bensaoula. Enhancement of adhesive joint strength by laser surface modification. International Journal of Adhesion and Adhesives, 27(4) :268–276, 2007.
Yongrong Wu, Jianping Lin, Blair E. Carlson, Peng Lu, Michael P. Balogh, Nicholas P. Irish, and Yu Mei. Effect of laser ablation surface treatment on performance of adhesive bonded aluminum alloys. Surface and Coatings Technology, 304 :340–347, 2016.
Pietro Maressa, Luca Anodio, Andrea Bernasconi, Ali Gökhan Demir, and Barbara Previtali. Effect of surface texture on the adhesion performance of laser treated ti6al4v alloy. The Journal of Adhesion, 91(7) :518–537, 2015.
J.I. Ahuir-Torres, M.A. Arenas, W. Perrie, G. Dearden, and J. de Damborenea. Surface texturing of aluminium alloy aa2024-t3 by picosecond laser : Effect on wettability and corrosion properties. Surface and Coatings Technology, 321 :279–291, 2017.
M. Alfano, G. Ambrogio, F. Crea, L. Filice, and F. Furgiuele. Influence of laser surface modification on bonding strength of al/mg adhesive joints. Journal of Adhesion Science and Technology, 25(11) :1261–1276, 2011.
Yasmina Boutar, Sami Naïmi, Salah Mezlini, and Moez Ben Sik Ali. Effect of surface treatment on the shear strength of aluminium adhesive single-lap joints for automotive applications. International Journal of Adhesion and Adhesives, 67 :38–43, 2016. Special
Issue on Adhesion, Surface Preparation and Adhesive Properties. Rico Rechner, Irene Jansen, and Eckhard Beyer. Influence on the strength and aging resistance of aluminium joints by laser pre-treatment and surface modification. International Journal of Adhesion and Adhesives, 30(7) :595–601, 2010.
Giovanna Rotella, Marco Alfano, Tom Schiefer, and Irene Jansen. Enhancement of static strength and long term durability of steel/epoxy joints through a fiber laser surface pretreatment. International Journal of Adhesion and Adhesives, 63 :87–95, 2015.