Grâce à leur capacité inégalée à traiter les matériaux avec une grande précision et un minimum de dommages thermiques, les lasers ultraviolets (UV) sont devenus des outils indispensables dans des industries aussi diverses que la microélectronique, les dispositifs médicaux, l’automobile et même l’emballage des biens de consommation.
Du micro-usinage de haute précision au marquage à grande vitesse pour la traçabilité des produits et la conformité réglementaire, les lasers UV offrent aujourd’hui une solution optimale pour de nombreux défis de fabrication.
Dans cet article, nous allons vous expliquer pourquoi les lasers UV sont si efficaces dans ces applications. Nous examinerons tout d’abord les propriétés optiques uniques de la lumière UV. Nous explorerons ensuite certaines des technologies laser utilisées pour la générer, puis nous présenterons quelques-unes des applications actuelles de traitement des matériaux qui utilisent les lasers UV.
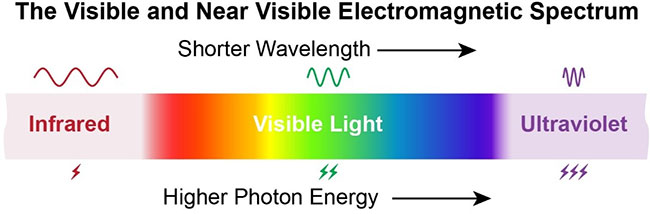
Les UV désignent des ondes électromagnétiques dont la longueur d’onde est plus courte que celle de la lumière visible ou infrarouge.
Les photons UV ont également une énergie plus élevée que les photons visibles ou infrarouges.
Cette longueur d’onde plus courte et cette énergie plus élevée ont plusieurs répercussions importantes sur le traitement laser. L’un des facteurs clés concerne la précision avec laquelle les faisceaux laser de différentes longueurs d’onde peuvent être focalisés. La focalisation du faisceau diminue de manière linéaire avec la longueur d’onde.
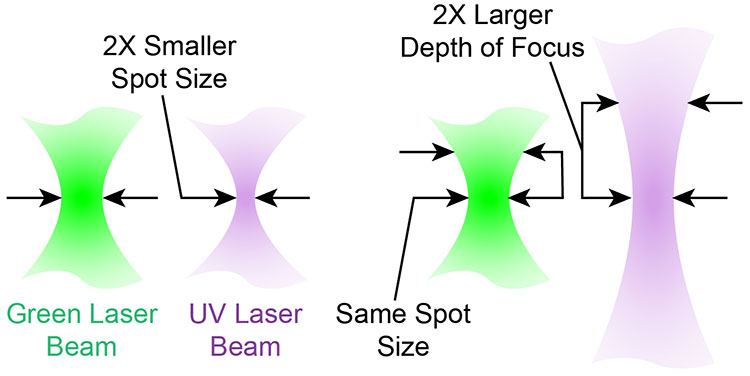
De ce fait, les lasers UV peuvent se focaliser sur des points plus petits que les sources à longueur d’onde plus longue.
Par exemple, un laser de 266 nm (UV) peut former un point deux fois plus petit que celui obtenu avec un laser de 532 nm (vert). Cela permet de créer des détails très fins et de travailler sur des matériaux avec une grande précision.
La longueur d’onde influe également sur la profondeur de champ (la profondeur à laquelle le laser peut rester focalisé). Lorsque des lasers de différentes longueurs d’onde sont focalisés sur la même taille de point, le faisceau de longueur d’onde plus courte reste focalisé sur une plus longue distance.
Par exemple, un laser de 266 nm offrirait une profondeur de champ deux fois supérieure à celle d’un laser de 532 nm, ou quatre fois supérieure à celle d’un laser de 1 064 nm.
Une grande profondeur de champ est très avantageuse dans les applications réelles de traitement des matériaux. Elle rend le système optique plus tolérant aux variations de hauteur de surface et moins sensible aux désalignements ou aux légers décentrages.
Cela réduit la sensibilité du système à l’épaisseur ou à la position du matériau. Cela élargit la fenêtre de traitement et peut se traduire par un rendement accru et de meilleurs résultats.
L’énergie photonique plus élevée de la lumière UV a également un impact important sur le traitement des matériaux. Les photons UV transportent suffisamment d’énergie pour rompre directement les liaisons moléculaires dans certains matériaux, en particulier les polymères et les composés organiques.
Cette rupture directe des liaisons est appelée photoablation. Contrairement au mécanisme d’élimination thermique des matériaux typique des lasers à plus longue longueur d’onde, la photoablation permet un traitement propre et localisé avec un transfert de chaleur minimal vers les zones environnantes.
Enfin, la plupart des matériaux absorbent mieux la lumière UV que les longueurs d’onde plus longues, de sorte que le laser n’affecte qu’une couche superficielle très fine. Cela permet un travail précis en surface sans endommager ce qui se trouve en dessous et rend possible le traitement d’une plus grande variété de matériaux.
Ensemble, ces caractéristiques (focalisation précise, grande profondeur de champ, interaction non thermique et absorption élevée dans la plupart des matériaux) confèrent aux lasers UV des capacités uniques.
Il s’agit notamment de la capacité à créer de petites structures, à contrôler avec précision la profondeur d’interaction, à limiter l’impact thermique sur les zones environnantes et à traiter des matériaux qui posent problème aux lasers à plus grande longueur d’onde.
Bien sûr, les lasers UV présentent également certains inconvénients.
En particulier, la lumière UV est absorbée par de nombreux types de verre et d’autres matériaux utilisés dans les systèmes optiques. Par conséquent, les optiques de transmission du faisceau pour les lasers UV (lentilles, fibres optiques, modulateurs et autres composants photoniques) sont généralement plus coûteuses que leurs équivalents à longueur d’onde visible.
De plus, la lumière UV à haute énergie endommage les optiques au fil du temps, ce qui implique des remplacements plus fréquents et des temps d’arrêt de maintenance associés.
Types de lasers UV
Il existe beaucoup moins de types de lasers UV que ceux à longueurs d’onde plus grandes. Les raisons de cette situation sont liées à la physique atomique et moléculaire. Plus précisément, les transitions électroniques nécessaires pour produire de la lumière UV sont moins courantes, difficiles à maintenir et souvent submergées par les pertes.
Les sources UV les plus importantes disponibles dans le commerce pour le traitement des matériaux sont les suivantes :
Lasers déclenchés DPSS
Lasers à impulsions ultra-courtes
Lasers excimères
Lasers à fibre optique
Lasers à diode directe
Lasers déclenchés DPSS
La source UV industrielle de loin la plus utilisée est le laser déclenché pompé par diode à l’état solide (DPSS).
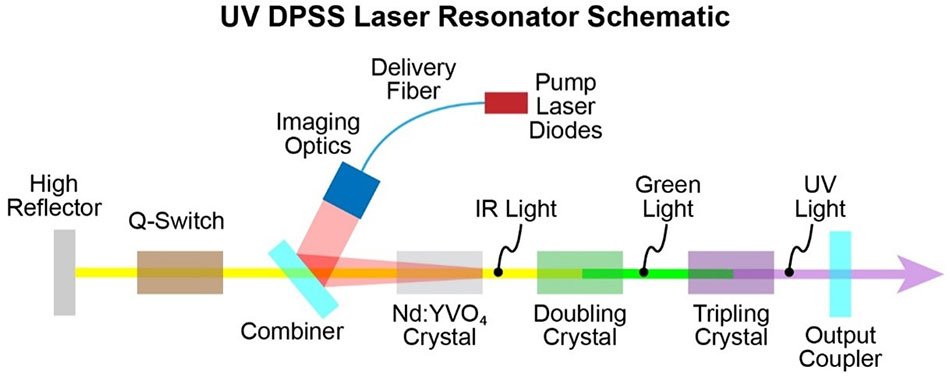
La majorité d’entre eux sont basés sur des cristaux laser Nd-YVO₄ (vanadate), le Nd-YAG étant généralement réservé aux applications à plus haute énergie par impulsion. Ces deux cristaux émettent une lumière infrarouge à 1064 nm, qui est ensuite convertie en UV par génération harmonique. Il s’agit le plus souvent de 355 nm (troisième harmonique) et, moins fréquemment, de 266 nm (quatrième harmonique).
La figure ci-dessous montre comment la sortie IR du cristal laser est d’abord convertie en vert (doublée), puis en UV (triplée) à l’aide d’une série de cristaux non linéaires.
Les lasers UV DPSS fonctionnant à 355 nm sont devenus les outils incontournables du micro-usinage et du marquage industriels grâce à leur combinaison attrayante de puissance, de qualité de faisceau, de fiabilité et de coût.
Si vous devez effectuer des tâches précises d’enlèvement ou de transformation de matériaux (telles que le marquage), les lasers déclenchés DPSS peuvent traiter efficacement un large éventail de ces processus, avec une vitesse élevée, un temps d’arrêt minimal et des coûts d’exploitation relativement faibles.
Lasers à impulsions ultra-courtes
Les lasers à impulsions ultra-courtes ont des durées d’impulsion de l’ordre de la picoseconde et de la femtoseconde. Celle-ci est généralement de 1 000 à plus de 30 000 fois plus courte que la durée d’impulsion des lasers déclenchés DPSS.
Ces systèmes génèrent généralement des impulsions ultra-courtes en utilisant la sortie d’un laser DPSS ou à fibre infrarouge à mode verrouillé, puis en utilisant un ou plusieurs étages d’amplification pour augmenter l’énergie de l’impulsion. La multiplication de fréquence convertit ensuite la sortie de l’infrarouge en UV.
Les lasers à impulsions ultra-courtes sont nettement plus coûteux que les lasers déclenchés DPSS et offrent généralement des débits inférieurs. Cependant, ils ont gagné en popularité dans certaines des applications les plus exigeantes en raison de leur capacité inégalée à effectuer l’enlèvement de matière et le marquage avec une précision spatiale extrême et pratiquement aucune zone affectée par la chaleur (ZAC).
Ils y parviennent grâce à leur durée d’impulsion extrêmement courte qui délivre toute l’énergie laser avant que la chaleur n’ait le temps de se diffuser dans le matériau (traitement à froid). De plus, leur puissance d’impulsion maximale élevée peut induire des mécanismes d’absorption non linéaires, leur permettant de traiter des matériaux qui n’absorbent généralement pas la lumière laser.
Lasers excimères
Les lasers excimères sont uniques à presque tous les égards. Ils produisent des énergies d’impulsion qui sont des centaines, voire des milliers de fois supérieures à celles des autres types de lasers UV, bien qu’ils fonctionnent généralement à des fréquences de répétition beaucoup plus faibles.
Les lasers excimères fonctionnent en envoyant une forte charge électrique à travers un mélange de gaz nobles, créant ainsi une molécule temporaire à haute énergie appelée excimère. Lorsque cette molécule se désagrège, elle libère un rayonnement UV.
Les faisceaux émis par les lasers excimères ne ressemblent pas aux faisceaux hautement collimatés et de petit diamètre produits par les lasers à état solide et à fibre optique. Il s’agit plutôt de faisceaux rectangulaires, généralement larges et mal collimatés, dont les dimensions atteignent souvent plusieurs dizaines de millimètres. Les lasers excimères sont également beaucoup plus coûteux et difficiles à utiliser que les autres lasers.
En raison de ces caractéristiques, les lasers excimères sont limités aux applications qui nécessitent d’éclairer de grandes surfaces avec un dosage élevé de rayons UV.
L’une des applications les plus courantes des lasers excimères est le recuit de la face arrière en silicium pour les écrans de téléphones portables à haute performance.
Lasers à fibre optique
Alors que les lasers infrarouges à fibre optique sont devenus la technologie dominante pour les lasers industriels à haute puissance, leurs homologues UV restent beaucoup moins courants. En effet, il est difficile de générer efficacement et de manière fiable des rayons UV dans une architecture à base de fibres.
Tous les lasers à fibre optique produisent une lumière infrarouge, qui doit ensuite être triplée en fréquence pour fournir des UV. Mais ce processus est loin d’être aussi simple que pour les lasers DPSS.
L’une des raisons est que les fibres de silice standard s’assombrissent sous l’effet des rayons UV, ce qui signifie qu’il faut utiliser des matériaux spécialisés et coûteux (dont la durée de vie est limitée). De plus, la conversion de fréquence exige une qualité de faisceau exceptionnelle, une polarisation stable et une puissance maximale élevée.
Les lasers UV à diode directe (375 nm) sont habituellement conçus à partir de la technologie nitrure de gallium (GaN) Comme les autres lasers à diode, ces sources sont compactes, efficaces sur le plan électrique et relativement peu coûteuses par rapport aux autres types de lasers UV.
Cependant, elles restent peu adaptées à toutes les applications industrielles spécialisées de traitement des matériaux, à l’exception de quelques-unes.
La principale limitation est la puissance de sortie. Même les diodes directes (375 nm) à haute performance ne produisent généralement que quelques centaines de milliwatts, ce qui est bien en dessous du seuil de puissance nécessaire pour une ablation, une découpe ou une gravure profonde efficaces.
La qualité du faisceau est un autre sujet de préoccupation. Ces lasers fonctionnent souvent dans des configurations multimodes et présentent des profils de faisceau elliptiques ou asymétriques. Cela complique la mise au point et se traduit par une faible densité d’énergie au niveau de la cible.
De plus, bien que 375 nm soit techniquement un UV, cette longueur d’onde a une énergie photonique beaucoup plus faible que 355 nm ou 266 nm. Cela a un impact important sur le traitement des matériaux, car de nombreux matériaux (en particulier les plastiques et les surfaces transparentes) absorbent moins de lumière à des longueurs d’onde UV plus longues.
En conséquence, les lasers à diode directe ont tendance à produire des marques à faible contraste ou incomplètes et sont généralement inefficaces pour une ablation propre ou un micro-usinage précis.
Tableau récapitulatif des lasers UV industriels
Type de laser
Longueurs d’onde disponibles
Durée d’impulsion
Puissance typique
Qualité de faisceau
Coût
Lasers déclenchés DPSS
355 nm 266 nm
Dizaine de ns
Dizaine de watts
Excellent
Modéré
Impulsions ultra-courtes
355 nm 343 nm
266 nm
~10 ps ~350 fs
<50 w (ps) <10 w (fs)
Excellent
Élevé
Diode directe
375 nm
Onde continue
200 mW
Modéré
Bas
Excimère
193 nm 248 nm 308 nm 351 nm
Dizaine de ns
Dizaine à centaine de watts
Médiocre
Très élevé
Fibre optique
355 nm 266 nm
<10 ns
<10 w
Excellent
Élevé
Applications des lasers UV
Les lasers UV sont généralement plus coûteux que leurs homologues infrarouges et verts et offrent souvent un débit réduit en raison de leur puissance de sortie inférieure.
Néanmoins, ils sont encore largement utilisés dans des applications où les lasers à plus grande longueur d’onde ne suffisent tout simplement pas.
Il y a plusieurs raisons à cela. D’une part, les longueurs d’onde UV peuvent interagir avec des matériaux qui réfléchissent ou transmettent de plus grandes longueurs d’onde, ce qui permet aux lasers UV de traiter une plus large gamme de substrats. Ils offrent également généralement une plus grande précision et réduisent au minimum les effets thermiques.
Parmi les applications industrielles les plus importantes où les lasers UV excellent, on peut citer la découpe, le marquage, le nettoyage et la texturation.
Découpe laser UV
Les lasers UV sont utilisés pour la découpe lorsque la précision, le faible impact thermique ou la capacité à traiter des matériaux difficiles l’emportent sur le besoin de vitesse ou de profondeur de coupe élevées.
Contrairement aux lasers CO₂ ou aux lasers à fibre optique haute puissance, qui sont largement utilisés pour la découpe de matériaux en vrac sur des substrats épais, les lasers UV excellent dans la découpe à l’échelle microscopique ou sur des substrats minces.
La plupart des découpes laser UV sont réalisées à l’aide de lasers DPSS ou à impulsions ultra-courtes, les lasers à fibre optique étant beaucoup moins fréquemment utilisés. Les lasers DPSS dominent cette technologie, car ils offrent les puissances de sortie les plus élevées, ce qui se traduit par un débit plus important. De plus, ils présentent des caractéristiques de coût de possession plus intéressantes que les lasers à impulsions ultra-courtes.
Cependant, l’utilisation des lasers à impulsions ultra-courtes est en augmentation, car les applications nécessitant une précision extrêmement élevée et pratiquement aucun échauffement deviennent de plus en plus courantes, en particulier dans la microélectronique et la fabrication de dispositifs médicaux.
Vue d’ensemble des applications de découpe laser UV
Application
Lasers utilisés
Caractéristiques
Avantages sur les autres méthodes
Verre et saphir pour les appareils mobiles
Impulsions ultra-courtes
Pas de fissures ni d’écaillage et possibilité de découper des courbes
Les lasers CO₂ provoquent des contraintes thermiques et ne peuvent pas découper des courbes ; les scies mécaniques éclatent les bords et produisent des débris
Circuits flexibles et films minces
DPSS
Bords nets, zone affectée thermiquement minimale, évite la fusion/délamination
Les lasers IR provoquent des dommages thermiques ; le découpage à la forme manque de précision
Semi-conducteurs et MEMS
DPSS
Impulsions ultra-courtes
Enlèvement précis et non thermique de la couche et contamination réduite
Risques de contamination avec le découpage mécanique ; les lasers IR causent des dommages thermiques
Dépanélisation des circuits imprimés
DPSS
Découpe de haute précision avec un impact thermique minimal qui évite la délamination
Le routage mécanique cause des contraintes et des débris ; les lasers IR peuvent surchauffer les couches et causer des dommages
Dispositifs médicaux
DPSS
Impulsions ultra-courtes
Découpe de haute précision sans déformation ni fusion des polymères.
Les outils mécaniques déforment les pièces ; les lasers IR font fondre ou carbonisent les polymères.
Marquage laser UV
Les lasers UV sont utilisés dans de nombreuses industries pour créer des marques permanentes à fort contraste sur divers matériaux, ainsi que pour graver.
La lumière UV étant fortement absorbée par la plupart des plastiques, des surfaces revêtues et du verre, elle permet de créer des marques nettes et sans dommage avec un apport de chaleur minimal.
Dans de nombreux cas, il serait difficile, voire impossible, d’obtenir les mêmes résultats avec des lasers infrarouges ou verts, ou avec d’autres technologies non-laser. Les lasers UV sont particulièrement efficaces pour marquer les polymères de couleur claire ou transparents, les composants médicaux délicats et les emballages multicouches, où les lasers à plus grande longueur d’onde peuvent brûler, faire fondre ou décolorer le matériau.
Les lasers UV à impulsions ultra-courtes offrent une capacité supplémentaire. Ils peuvent produire des « marques noires » à haute résolution sur les métaux et les polymères. Au lieu de créer un changement de couleur en vrac ou une modification de surface à grande échelle, le marquage noir modifie la surface à l’échelle nanométrique pour changer la façon dont elle diffuse la lumière.
Ces marques sont exceptionnellement durables et très lisibles dans des conditions d’éclairage ou de visibilité difficiles. Elles sont particulièrement utiles pour les applications nécessitant une traçabilité durable sur des surfaces réfléchissantes ou courbes, telles que les instruments médicaux chirurgicaux, les implants et les pièces aérospatiales.
Vue d’ensemble des applications de marquage laser UV
Application
Lasers utilisés
Caractéristiques
Avantages sur les autres méthodes
Produits de consommation en plastique
DPSS
Diode
Marques à contraste élevé sur des plastiques clairs ou foncés sans fusion ni carbonisation
Les lasers IR font souvent fondre ou brûlent les plastiques ; l’impression mécanique manque de permanence
Plastiques et dispositifs médicaux
DPSS
USP
Marquage sans contact et stérile sur des matériaux biocompatibles sans endommager la surface
Les lasers CO₂ causent des dommages thermiques ; le marquage mécanique déforme ou contamine les pièces
Métaux revêtus (p. ex. aluminium anodisé)
DPSS
Élimine le revêtement avec un minimum de dommages au substrat ; produit des marques à haute résolution
Les lasers IR enlèvent parfois trop de matière ou surchauffent la surface
Emballages alimentaires et cosmétiques
DPSS
Diode
Largement utilisé pour le marquage à grande vitesse et à contraste élevé des dates/codes de lot sur le PET, le PEHD et les films laminés.
L’impression à jet d’encre/thermique s’estompe ou bave ; les lasers IR manquent de contraste ou endommagent les emballages.
Verre (p. ex. logos, échelles)
USP
Marques fines, sans microfissures, sous la surface du verre.
La gravure mécanique affaiblit le verre ; les lasers CO₂ provoquent des fractures superficielles.
Plaquettes et moules semi-conducteurs
DPSS
USP
Marques à l’échelle micrométrique, à contraste élevé, avec un impact thermique ou électrique minimal.
Les lasers IR risquent d’endommager le substrat ; les marques mécaniques sont moins précises ou provoquent une contamination.
Nettoyage laser UV
Le nettoyage laser est de plus en plus populaire dans de nombreuses industries, car il constitue une alternative écologique aux solvants chimiques. Contrairement à certaines méthodes traditionnelles, il ne produit pas de petites particules de débris difficiles à gérer ou à éliminer.
Les lasers UV sont utilisés pour les applications de nettoyage qui exigent un enlèvement de matière de haute précision ou pour les pièces ou composants sensibles où tout échauffement doit être évité.
De plus, de nombreux contaminants (hydrocarbures, résidus de photorésine, oxydes et films minces) n’absorbent pas bien les longueurs d’onde infrarouges ou vertes, ce qui rend les lasers à longueur d’onde plus grande inadaptés à cette tâche. Par conséquent, le nettoyage laser UV est devenu le choix privilégié pour les composants délicats dans l’électronique, les appareils médicaux et la fabrication aérospatiale.
Si les lasers UV DPSS dominent la plupart des tâches de nettoyage industriel, les lasers UV à impulsions ultra-courtes sont utilisés lorsqu’une précision encore plus grande est nécessaire. Par exemple, pour nettoyer des éléments à l’échelle micrométrique ou traiter des matériaux sensibles tels que les semi-conducteurs, les matériaux des batteries de voitures électriques ou les implants médicaux.
Les lasers excimères sont utilisés lorsqu’il est nécessaire de couvrir rapidement de grandes surfaces.
Vue d’ensemble des applications de nettoyage laser UV
Application
Lasers utilisés
Caractéristiques
Avantages sur les autres méthodes
Plaquettes semi-conductrices
DPSS
USP
Élimine les matières organiques, les oxydes et les résidus sans endommager le substrat
Le nettoyage humide présente un risque de contamination ; la gravure au plasma est moins sélective
Outils de moulage par injection
DPSS
Élimination sans contact des films minces et des résidus à la surface des outils
Le nettoyage mécanique endommage les moules de précision ; les solvants nécessitent un temps d’arrêt
Dispositifs médicaux
DPSS
USP
Élimination stérile des matières organiques et des biofilms des surfaces sensibles
Le nettoyage mécanique ou chimique peut endommager ou contaminer les dispositifs
Films minces et écrans
USP
Élimination sélective des films conducteurs ou organiques du verre
La gravure humide détériore les caractéristiques ; le contact mécanique peut rayer le verre
CFRP (polymères renforcés de fibres de carbone)
DPSS
Excimère
Couverture de grandes surfaces avec un contrôle précis de la profondeur. Excimère plus rapide
Plus rapide et plus propre que l’abrasion mécanique ou le décapage à l’abrasif, et plus simple que les tissus de séparation
Texturation par laser UV
La texturation de précision consiste à créer des motifs fins, une microrugosité ou d’autres structures localisées sur une surface afin d’en modifier les propriétés sans compromettre le matériau sous-jacent.
Elle est généralement utilisée pour améliorer l’adhérence (pour les revêtements, les colles ou les films), créer des textures fonctionnelles (telles que des surfaces hydrophobes ou hydrophiles) ou améliorer les propriétés optiques ou esthétiques.
La texturation par laser offre plusieurs avantages par rapport à l’abrasion mécanique ou à la gravure chimique. Plus précisément, la texturation au laser est un procédé plus écologique qui n’utilise ni solvants ni produits chimiques, ne produit pas de grosses particules et évite d’endommager les pièces par pression mécanique ou chauffage.
La plus grande absorption des lasers UV permet un contrôle plus précis du processus et de meilleurs résultats sur les polymères, les composites et les films minces, où la pénétration thermique plus profonde des longueurs d’onde plus longues endommagerait la pièce.
Les lasers DPSS sont souvent utilisés pour la texturation des polymères et des revêtements. Les lasers USP sont préférés pour la production de caractéristiques extrêmement fines ou le traitement sans dommage de substrats sensibles tels que le verre, la céramique ou les dispositifs médicaux. Les lasers excimères sont également utilisés pour l’ablation à base de masque, où une texturation uniforme, peu profonde et sur une grande surface est requise.
Vue d’ensemble des applications de texturation par laser UV
Application
Lasers utilisés
Caractéristiques
Avantages sur les autres méthodes
Assemblage de pièces en polymère et en composite
DPSS
USP
Crée une microrugosité pour améliorer la résistance d’adhésion
La rugosification mécanique endommage les pièces ; les apprêts ajoutent des étapes de traitement
Texturation fonctionnelle des surfaces (hydrophobe/hydrophile)
USP
Produit des micro/nanostructures précises pour modifier le comportement des surfaces
La texturation chimique manque de précision et d’uniformité
Préparation des surfaces des dispositifs médicaux
DPSS
USP
Crée une texture contrôlée sur les implants ou les outils sans contamination
Le sablage ou la gravure peuvent laisser des résidus ou endommager les surfaces
Texturation d’écrans et de composants optiques
DPSS
USP
Utilisé sur le verre, les films ou les revêtements pour modifier l’apparence ou la fonctionnalité.
Les méthodes mécaniques peuvent rayer ou déformer les surfaces optiques
Polymères ou CFRP de grande surface
Excimère
Texturation uniforme et peu profonde, à l’aide d’un masque, de grandes surfaces flexibles ou de composite
L’abrasion mécanique endommage les fibres ; les méthodes chimiques laissent des résidus ou sont irrégulières
Conclusion
Les lasers UV offrent une précision, une polyvalence et une compatibilité matérielle exceptionnelles à un nombre croissant d’applications industrielles de traitement des matériaux. De la découpe et du marquage au nettoyage et à la texturation, ils permettent des processus que d’autres technologies ne peuvent égaler.
Laserax et DPSS Lasers aident les fabricants à profiter pleinement des avantages de la technologie laser UV en proposant des solutions sur mesure, même pour les défis les plus complexes en matière de traitement des matériaux.
Alex Laymon est devenu président et directeur de DPSS Lasers (aujourd’hui une société Laserax) en 1998. Il a précédemment occupé le poste de vice-président de l’ingénierie chez LiCONiX, après avoir occupé plusieurs postes techniques, notamment celui de directeur de l’ingénierie et d’ingénieur laser senior. M. Laymon est titulaire d’une licence en génie physique et d’un MBA de l’université de Santa Clara. Ses décennies d’expertise dans le domaine des lasers UV contribuent aujourd’hui à la mission de Laserax, qui consiste à façonner l’avenir des solutions laser de haute précision.
Le marquage laser est omniprésent, des numéros de série sur les pièces automobiles aux logos sur les appareils électroniques, en passant par les codes de traçabilité sur les dispositifs médicaux. Mais tous les lasers ne sont pas identiques, et le choix du type approprié dépend de votre matériau et de vos exigences en matière de marquage.
Chaque minute d’inactivité de votre machine a un impact direct sur vos résultats financiers. La production diminue, des goulots d’étranglement apparaissent et les calendriers de production prennent du retard.
Les lasers sont idéaux pour l’automatisation industrielle. En plus d’avoir le potentiel d’augmenter la productivité et la répétabilité, ils présentent également des caractéristiques clés qui facilitent l’automatisation. Les exemples incluent les capacités de fonctionnement à distance, l’entretien minimal, l’absence quasi totale de consommables et de déchets, et un minimum de poussières.