Les lasers sont idéaux pour l’automatisation industrielle. En plus d’avoir le potentiel d’augmenter la productivité et la répétabilité, ils présentent également des caractéristiques clés qui facilitent l’automatisation. Les exemples incluent les capacités de fonctionnement à distance, l’entretien minimal, l’absence quasi totale de consommables et de déchets, et un minimum de poussières.
Aujourd’hui, les fabricants ont recours aux lasers pour automatiser la soudure, la découpe, le nettoyage, la texturation, le marquage et bien plus encore.
Chez Laserax, nous aidons les fabricants à intégrer des solutions laser automatisées dans les chaînes de production à grand volume et à vitesse élevée. Dans cet article, nous avons énoncé les principales caractéristiques que nous utilisons pour automatiser les lasers.
Les robots peuvent être utilisés pour une variété de besoins. Ils peuvent déplacer et placer la tête laser, mais aussi manipuler des pièces et des outils de fixation.
Commande de la tête laser avec les robots
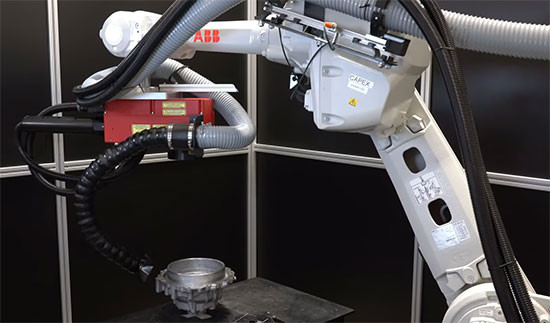
Les robots peuvent commander la tête laser avec une précision extrême, ce qui permet d’utiliser l’angle de laser parfait à chaque fois.
Commander la tête laser avec un robot est idéal lorsque les pièces possèdent plusieurs surfaces, des formes complexes ou de grandes surfaces. Il est aussi facile de programmer les robots pour traiter plusieurs types de pièces, ce qui rend les processus de production plus flexibles aux changements de conception.
Machine laser robotisée déplaçant la tête laser autour d’une carcasse de moteur électrique pour la nettoyer sous différents angles et dans différentes positions.
Manipulation de pièces avec les robots
Les robots peuvent transporter des pièces jusqu’au bon endroit en face du laser. Ils peuvent également faire tourner les pièces sans avoir à déplacer la tête laser.
Manipuler les pièces avec des robots permet de travailler dans une configuration à aire ouverte, sans requérir de grandes enceintes. Avec ce type de configuration, la pièce sert à fermer l’enceinte, garantissant ainsi une sécurité optimale.
Enfin, les robots peuvent simplement placer les pièces sur un dispositif de fixation dans l’enceinte du laser.
Les robots peuvent commander les outils de fixation utilisés pour la soudure laser afin d’ajuster leur position selon les déviations localisées et de réguler la quantité de pression appliquée sur chaque soudure. Cela est utilisé pour les applications de haute précision, comme la soudure laser de batteries.
Pour ce faire, les robots et le système de vision sont étalonnés ensemble avec une précision sous-millimétrique.
Robots SCARA dans une machine de soudure laser commandant des outils de fixation pour ajuster la position et la pression appliquée sur chaque soudure.
Systèmes de portique pour déplacer la tête laser
Il est possible de monter la tête laser sur un système de portique (ou sur un robot cartésien) afin de la déplacer le long des axes X et Y. Les portiques ont un coût beaucoup plus abordable que les robots, ce qui en fait une solution d’automatisation privilégiée pour de nombreuses applications.
Les systèmes de portique peuvent servir à traiter de grandes surfaces ainsi que des pièces à plusieurs zones. Ils sont souvent complétés par une tête laser 3D pour apporter des ajustements de mise au point sur l’axe Z.
Tête de soudure laser montée sur un système de portique.
Table rotative pour améliorer la durée du cycle
Les tables rotatives sont utilisées pour créer un système de chargement et de déchargement plus efficace, et constituent une option intéressante pour réduire la durée du cycle.
Sans table rotative, les robots qui placent les pièces sur les dispositifs de fixation doivent attendre la fin du processus laser pour décharger les pièces et en charger de nouvelles. Il en va de même pour le laser, qui doit attendre le chargement d’une nouvelle pièce avant d’agir.
Avec une table rotative, les robots peuvent décharger et charger une nouvelle pièce pendant que le laser en traite une autre de l’autre côté. En conséquence, le chargement de pièces est plus rapide, et le temps de fonctionnement du laser est plus long.
Fixation, dispositifs de fixation et indexeurs rotatifs pour le positionnement des pièces
Le bon positionnement des pièces permet d’éliminer le recours à des systèmes de vision complexes, contribuant ainsi à réduire le coût d’une solution laser automatisée.
Les dispositifs de fixation et les systèmes de fixation servent à placer les pièces de manière cohérente pour le processus laser. Il est possible d’ajouter un indexeur rotatif pour faire tourner les pièces fixées, ce qui permet au laser d’atteindre différentes zones.
Pièce installée sur un indexeur rotatif.
Têtes laser 3D (systèmes de mise au point automatique) pour les variations de hauteur des pièces
Les têtes laser ont une distance idéale à laquelle le faisceau laser possède la bonne taille et la bonne densité énergétique pour le processus laser. Ils possèdent une tolérance sur l’axe Z, ce qui signifie que les petites déviations (jusqu’à ± 3 mm) sont acceptables.
Lorsque les imprécisions sur l’axe Z sont trop grandes, ou lorsque les surfaces doivent être traitées à différentes hauteurs, une tête 3D doit détecter les variations Z et ajuster automatiquement la configuration optique.
Cet ajustement est semblable au déplacement d’une loupe vers le haut et vers le bas lorsque vous essayez de mettre le feu à un morceau de papier (jusqu’à ce que vous obteniez la bonne concentration de lumière).
Tête laser 3D pouvant (1) détecter des variations Z grâce aux capteurs et (2) ajuster automatiquement sa configuration.
Configuration à la volée des pièces en mouvement
Les configurations à la volée permettent de traiter les pièces qui sont en mouvement. Elles sont configurées en fournissant au laser un signal d’encodeur pour compenser activement la vitesse linéaire des pièces.
En voici quelques exemples :
Les extrusions d’aluminium se déplaçant à 70 m/min (230 pi/min) sont marquées à la volée.
Les fabricants de première transformation des métaux marquent les lingots qui se déplacent sur les lignes de convoyeurs.
Les fabricants nettoient et texturent les pièces de différentes formes et tailles lorsqu’elles se déplacent sur le convoyeur.
Marquage laser effectué sur un lingot d’aluminium en mouvement (regarder la vidéo).
Systèmes de vision
Les systèmes de visions sont utilisés pour appuyer les processus laser automatisés de différentes façons. Ils servent à :
analyser le positionnement des pièces afin d’ajuster le processus laser ;
guider la tête laser en dehors de son champ de vision ;
guider les robots utilisés pour le positionnement des pièces ;
confirmer que les pièces sont correctement placées avant de lancer le processus laser ;
valider l’intégrité des pièces avant de lancer le processus laser ;
détecter différents types de pièces afin d’utiliser la séquence laser correspondante ;
effectuer des mesures 2D et 3D.
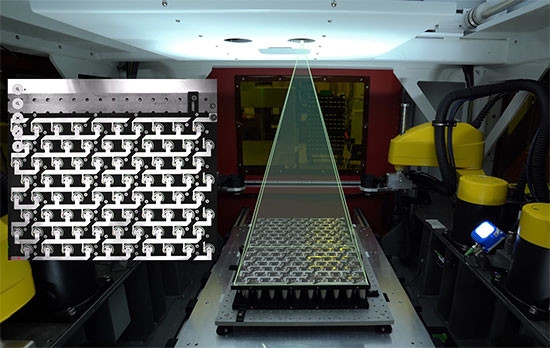
Les caméras stéréoscopiques 3D analysent la position des cellules dans un module de batterie avant la soudure laser.
Validation de la qualité
Les systèmes de validation sont essentiels pour contrôler la qualité et la répétabilité d’un processus laser. Ils varient considérablement en fonction de l’application. Examinons donc quelques exemples :
Monitoring des soudures laser
Pendant la soudure laser, les systèmes de monitoring des soudures laser permettent de détecter les soudures de mauvaise qualité et de les envoyer pour retravail.
Ces systèmes sont installés directement sur la cellule de soudure. Ils sont avantageux par rapport aux tests physiques, car ils analysent la qualité des soudures en même temps que le processus, et ce, sans ralentir l’opération.
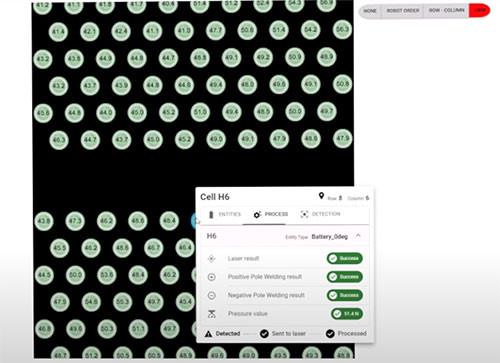
Résultats provenant d’un système LWM utilisé pour la soudure laser de batteries et qui montrent la qualité des soudures des pôles positif et négatif de chaque cellule du module.
Validation des codes-barres
Les lecteurs de codes-barres valident la lisibilité des identifiants utilisés pour la traçabilité, tels que les codes QR, les codes Datamatrix et les numéros de série.
Il est possible d’installer les lecteurs de codes-barres directement sur la tête laser afin de valider automatiquement la lisibilité des codes juste après le marquage laser. Les alarmes peuvent être programmées afin d’avertir les fabricants en cas de baisse de la qualité du marquage laser, ce qui indique un besoin d’entretien.
Lecteur de codes-barres Cognex servant à valider la qualité des codes.
Validation de la qualité du nettoyage
Les caméras de vision peuvent confirmer que la surface est suffisamment nettoyée après chaque opération. En effectuant une inspection visuelle de la surface, elles veillent à ce qu’aucun contaminant ne reste.
Pour ce faire, les caméras de vision sont placées selon des angles différents afin de comparer les résultats de la surface avec vos exigences.
Caméra de vision servant à valider la qualité du nettoyage.
Gestion de la poussière et des fumées
Les processus laser génèrent de la poussière et des fumées qu’il faut extraire pour maintenir la bonne qualité du processus laser, réduire au maximum l’entretien et protéger les employés. La buse d’extraction de fumées est placée le plus près possible de la surface en cours de traitement afin d’éliminer plus efficacement les contaminants. Il est aussi possible de la déplacer à différents endroits pendant le processus afin de maintenir une extraction optimale.
Les ventilateurs peuvent être installés sur la lentille du laser afin de chasser la poussière, empêchant ainsi cette dernière de s’accumuler sur la lentille. Ils permettent également de réduire la fréquence d’entretien.
Extraction de fumées effectuée à proximité de l’élimination de revêtements électrodéposés.
Panneau de commande IHM
Les panneaux de commande IHM sont indispensables pour établir le lien entre les opérateurs humains et les lasers automatisés.
Les opérateurs peuvent amorcer des séquences d’étalonnage, choisir parmi plusieurs séquences laser (lors de l’utilisation de plusieurs modèles de pièces), ajuster manuellement les paramètres de laser (pour la recherche et le développement), consulter les résultats depuis les outils de validation de la qualité, dépanner, et bien plus encore.
Écran tactile IHM.
Connectivité et collecte des données
Les lasers doivent être connectés à l’automate programmable de la chaîne de production ou au système industriel d’exécution (MES) pour que la machine laser communique et échange des informations avec ces systèmes.
Voici quelques exemples de tâches courantes pouvant être effectuées avec ce type de connexion :
La vitesse du convoyeur peut être obtenue pour traiter les pièces à la volée avec le laser.
L’automate programmable de la chaîne de production ou le MES peuvent fermer et ouvrir le système de porte de la machine laser.
Les informations de production peuvent être obtenues pour le processus laser, telles que les informations de traçabilité à encoder par marquage laser ou le modèle de pièce en cours de traitement.
Il est possible de collecter et de stocker les données du processus laser pour chaque pièce à utiliser pour les tendances, les recherches de données et l’historique des opérations.
L’accès à distance au système laser et à ses composants peut être accordé aux experts en laser afin d’assurer une assistance à distance, de diagnostiquer le laser ou d’aider à l’entretien.
Trouvez la meilleure solution laser pour vos besoins
Si vous avez besoin d’aide pour automatiser la soudure, le nettoyage, la texturation ou le marquage laser, nous sommes là.
La première étape consiste à parler de votre application avec nos experts pour qu’ils vous recommandent les meilleurs systèmes et fonctionnalités d’automatisation laser. Nous suivons une approche modulaire afin de proposer la solution la plus rentable avec uniquement les fonctionnalités dont vous avez besoin.
Ingénieur mécanicien de formation, Guillaume Jobin possède plus de 10 ans d’expérience dans le domaine de l’automatisation et du contrôle. Il est superviseur des spécialistes en applications chez Laserax, où il dirige l’équipe chargée d’analyser les besoins des clients et de concevoir les solutions laser qui leur conviennent. Il est également membre du comité de développement durable de l’entreprise.
Le marquage laser est omniprésent, des numéros de série sur les pièces automobiles aux logos sur les appareils électroniques, en passant par les codes de traçabilité sur les dispositifs médicaux. Mais tous les lasers ne sont pas identiques, et le choix du type approprié dépend de votre matériau et de vos exigences en matière de marquage.
Grâce à leur capacité inégalée à traiter les matériaux avec une grande précision et un minimum de dommages thermiques, les lasers ultraviolets (UV) sont devenus des outils indispensables dans des industries aussi diverses que la microélectronique, les dispositifs médicaux, l’automobile et même l’emballage des biens de consommation.
Chaque minute d’inactivité de votre machine a un impact direct sur vos résultats financiers. La production diminue, des goulots d’étranglement apparaissent et les calendriers de production prennent du retard.