Lasers are ideal for industrial automation. Not only do they have the potential to increase productivity and repeatability, but they also possess key characteristics that facilitate automation. Examples include remote capabilities, low maintenance, almost no consumables and waste products, and minimal dust.
Nowadays, manufacturers use lasers to automate welding, cutting, cleaning, texturing, marking, and more.
At Laserax, we help manufacturers integrate automated laser solutions in high-volume and high-speed production lines. In this article, we’ve outlined the main features we use to automate lasers.
Robots can be used for a variety of needs. They can not only move and position the laser head, but also handle parts and clamping tools.
Laser Head Control with Robots
Robots can control the laser head with extreme precision, making it possible to use the perfect laser angle every time.
Controlling the laser head with a robot is ideal when parts have multiple surfaces, complex shapes, or large surfaces. Robots are also easy to program to treat multiple types of parts, making production processes more flexible to design changes.
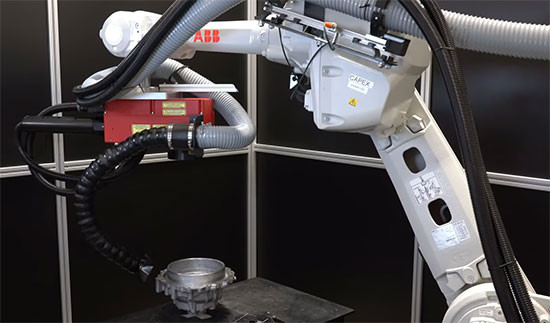
A robot laser machine moving the laser head around an e-motor housing to clean it from various angles and positions.
Part Handling with Robots
Robots can carry parts to the right position in front of the laser. They can also rotate parts without having to move the laser head.
Handling parts with robots also makes it possible to work in an open-air configuration without the need for a large enclosure. With this type of configuration, the workpiece is used to shut the enclosure, providing complete laser safety.
Finally, robots can simply place parts onto a fixture into the laser enclosure.
Robots can control clamping tools used in laser welding to adjust their position to localized deviations as well as control the amount of pressure applied on each weld. This is useful for high-precision applications like battery laser welding.
To make this possible, the robots and vision system are calibrated together with sub-millimetre precision, ensuring that they are synchronized in their work.
SCARA robots in a laser welding machine controlling clamping tools to adjust the position and pressure applied on each weld.
Gantry Systems to Move the Laser Head
The laser head can be mounted on a gantry system (or a Cartesian robot) to move it along the X-Y axes. Gantries are more affordable than robots, making them a preferred automation solution for many applications.
Gantry systems can be used to process large surfaces as well as parts with multiple areas. They are often complemented by a 3D laser head to make automatic focus adjustments on the Z-axis.
A laser welding head mounted on a gantry system.
Rotary Tables to Improve Cycle Time
Rotary tables are used to create a more efficient loading-unloading system and represent an interesting option to reduce cycle time.
Without a rotary table, robots that place parts onto fixtures need to wait until laser processing is finished to unload parts and load new ones. The same is true for the laser, which needs to wait until a new part is loaded to start working.
With a rotary table, robots can unload and load a new part while the laser is processing another part on the other side. As a result, part loading is faster, and the laser has more uptime.
Clamping, Fixtures & Rotary Indexers for Part Positioning
Good part positioning can eliminate the need for complex vision systems, which helps reduce the cost of an automated laser solution.
Fixtures and clamping systems are used to consistently position parts for the laser process. A rotary indexer can be added to rotate fixtured parts, allowing the laser to access different areas.
A part installed on a rotary indexer.
3D Laser Heads (Autofocus Systems) for Part Height Variations
Laser heads have an ideal distance at which the laser beam has the right size and energy density for the laser process. They have a tolerance on the Z-axis, meaning that small deviations (up to ±3 mm) are acceptable.
When imprecisions on the Z-axis are too large, or when surfaces need to be processed at different heights, a 3D head needs to detect Z-variations and automatically adjust the optical configuration.
This adjustment is similar to moving a magnifying glass up and down when trying to set a piece of paper on fire (until you reach the right concentration of light).
A 3D laser head capable of (1) detecting Z-variations with sensors and (2) automatically adjusting its configuration.
On-The-Fly Configuration for Moving Parts
On-the-fly configurations are used to process parts that are in movement. They are configured by supplying the laser with an encoder signal to actively compensate for the part’s linear speed.
Here are a few examples:
Aluminum extrusions moving at 230 ft/min. (or 70 m/min.) are marked on the fly.
Primary metal manufacturers mark ingots moving on conveyor lines.
Manufacturers clean and texture parts of various shapes and sizes while they are moving on the conveyor.
Laser marking performed on a moving aluminum ingot (watch video).
Vision Systems
Vision systems are used to support automated laser processes in various ways. They are used to:
Analyse part positioning to adjust the laser process.
Guide the laser head outside its field of view.
Guide robots used for part positioning.
Validate that parts are positioned correctly before beginning the laser process.
Validate the integrity of parts before beginning the laser process.
Detect different types of parts to use the corresponding laser sequence.
Perform 2D and 3D measurements.
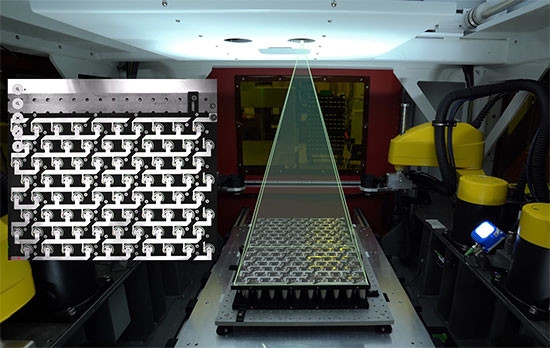
3D stereoscopic cameras analyze the position of cells in a battery module before laser welding.
Quality Validation
Validation systems are essential to control the quality and repeatability of a laser process. They vary widely based on the application, so let’s look at a few examples.
Laser Weld Monitoring
During laser welding, laser weld monitoring (LWM) systems are used to detect bad welds and send them for rework.
These systems are installed directly in the welding cell. They are advantageous compared to physical tests because they analyze weld quality during welding, adding no time to the operation.
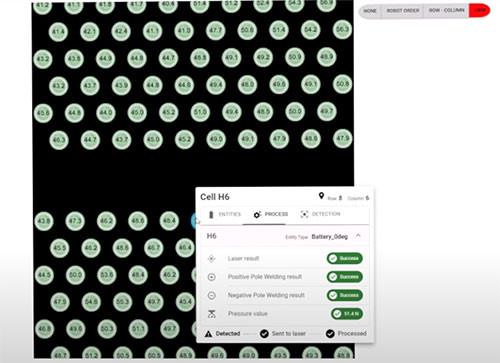
Results from an LWM system used for battery laser welding, showing the weld quality of both the positive and negative poles of every cell in the module.
Barcode Validation
Barcode readers are used to validate the readability of identifiers used for traceability, such as QR codes, data matrix codes, and serial numbers.
Barcode readers can be installed directly on the laser head to automatically validate the code’s readability just after laser marking. Alarms can be programmed to let manufacturers know when laser marking quality diminishes, indicating a need for maintenance.
A Cognex barcode reader used to validate code quality.
Cleaning Quality Validation
Vision cameras can validate that the surface is sufficiently cleaned after each operation. By performing a visual inspection of the surface, they ensure that no contaminants remain.
To do this, vision cameras are positioned at different angles to compare surface results with your requirements.
A vision camera used to validate cleaning quality.
Dust & Fume Management
Laser processes generate dust and fumes that must be extracted to maintain the high quality of the laser process, minimize maintenance, and protect workers. The fume extraction nozzle is positioned as close as possible to the surface being treated to remove contaminants more effectively. It can also be moved to different positions during the process to maintain an optimal extraction.
Air blowers can also be installed on the laser’s lens to blow dust away, preventing it from building up on the lens. They also help reduce maintenance frequency.
Fume extraction performed close to laser e-coating removal.
HMI Control Panel
HMI control panels are essential to bridge the gap between human operators and automated lasers.
Operators can initiate calibration sequences, choose from multiple laser sequences (when working with multiple part models), manually adjust laser parameters (for research and development), view results from the quality validation tools, troubleshoot, and more.
A touchscreen HMI.
Connectivity & Data Collection
Lasers need to be connected to the production line PLC or manufacturing execution system (MES) to allow the laser machine to communicate and exchange information with these systems.
Here are examples of common tasks that can be done with this type of connection:
The conveyor speed can be obtained to process parts on the fly with the laser.
The laser machine’s door system can be closed and opened by the production line PLC or MES.
Production information can be obtained for the laser process, such as traceability information to be encoded by laser marking or which part model is being processed.
Laser process data can be collected and stored for every single part to be used for trends, data searches, and operation history.
Laser experts can be granted remote access to the laser system and its components to provide remote support, diagnose the laser, or help with maintenance.
Find the Best Laser Solution for Your Needs
If you need help in automating laser welding, cleaning, texturing, or marking, we can help.
The first step is to discuss your application with our experts so they can recommend the best laser automation system and features. We follow a modular approach to provide the most cost-effective solution with only the features you need.
Trained as a Mechanical Engineer, Guillaume Jobin has more than 10 years of experience in automation and control. He is Supervisor of Application Specialists at Laserax, where he oversees the team that analyzes clients' needs and that designs the right laser solutions for them. He is also a member of the Corporate Sustainability Committee.
Modern catheter systems are becoming smaller, more complex, and more specialized for procedures ranging from cardiovascular interventions to neurovascular treatments. At the same time, these devices must meet extremely strict manufacturing and regulatory requirements.
Although steel is a strong metal, altering its microstructure with a surface treatment can be necessary to improve hardness and wear resistance. In other cases, surfaces must be cleaned to remove oxides, textured to improve adhesion, or coated for protection.
Laser marking is everywhere—from serial numbers on automotive parts to logos on electronics and traceability codes on medical devices. But not all lasers are created equal, and selecting the right type depends on your material and marking requirements.