Dank ihrer unübertroffenen Fähigkeit, Materialien mit hoher Präzision und minimaler thermischer Schädigung zu bearbeiten, sind Ultraviolett (UV)-Laser zu einem unverzichtbaren Werkzeug in so unterschiedlichen Branchen wie der Mikroelektronik, der Medizintechnik, der Automobilindustrie und sogar der Verpackung von Konsumgütern geworden.
Von der hochpräzisen Mikrobearbeitung bis hin zur Hochgeschwindigkeitsmarkierung für die Rückverfolgbarkeit von Produkten und die Einhaltung gesetzlicher Vorschriften bieten UV-Laser heute eine optimale Lösung für viele Herausforderungen in der Fertigung.
In diesem Artikel verraten wir Ihnen, warum UV-Laser bei diesen Anwendungen so effektiv sind. Zunächst sehen wir uns die einzigartigen optischen Eigenschaften von UV-Licht an. Dann sehen wir uns einige der Lasertechnologien an, die zu seiner Erzeugung verwendet werden, und schließlich stellen wir einige der aktuellen Materialbearbeitungsanwendungen vor, bei denen UV-Laser zum Einsatz kommen.
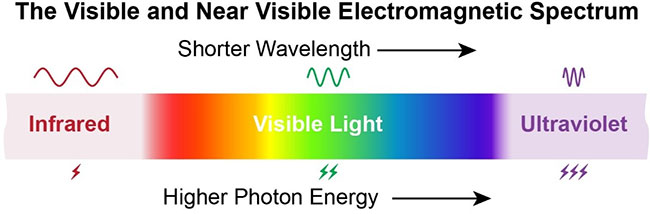
UV bezeichnet elektromagnetische Wellen, die kürzere Wellenlängen haben als sichtbares oder infrarotes Licht.
UV-Photonen haben auch eine höhere Energie als sichtbare oder infrarote Photonen.
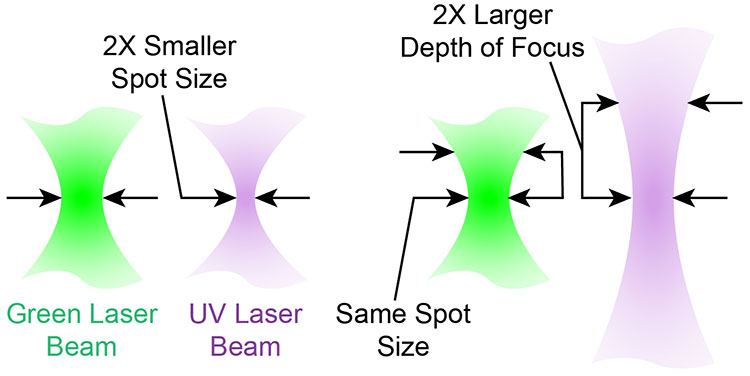
Diese kürzere Wellenlänge und höhere Energie wirkt sich in mehrfacher Hinsicht auf die Laserbearbeitung aus. Ein wichtiger Faktor betrifft die Frage, wie stark sich die Strahlen verschiedener Laserwellenlängen fokussieren lassen. Der Strahlfokus nimmt linear mit der Wellenlänge ab.
Aus diesem Grund können UV-Laser auf kleinere Spotgrößen fokussieren als Quellen mit längeren Wellenlängen.
Beispielsweise kann ein 266-nm-(UV-)Laser einen Spot erzeugen, der nur halb so groß ist wie der eines (grünen) 532-nm-Lasers. Dies ermöglicht es, sehr feine Details zu erzeugen und Materialien mit großer Genauigkeit zu bearbeiten.
Die Wellenlänge wirkt sich auch auf die Tiefenschärfe aus (wie tief der Laser im Fokus bleiben kann). Wenn Laser mit unterschiedlichen Wellenlängen auf die gleiche Spotgröße fokussiert werden, bleibt der Strahl mit der kürzeren Wellenlänge über eine längere Distanz fokussiert.
Ein 266-nm-Laser bietet beispielsweise eine doppelt so große Tiefenschärfe wie ein 532-nm-Laser oder eine viermal so große Tiefenschärfe wie ein 1064-nm-Laser.
Die große Tiefenschärfe ist bei realen Materialbearbeitungsanwendungen äußerst vorteilhaft. Dadurch ist das optische System toleranter gegenüber Schwankungen der Oberflächenhöhe und wird weniger anfällig für Ausrichtungsfehler oder leichte Defokussierung.
Dies verringert die Empfindlichkeit des Systems gegenüber der Materialstärke oder -position. Dies erweitert das Prozessfenster und kann zu einem höheren Durchsatz und besseren Ergebnissen führen.
Die höhere Photonenenergie des UV-Lichts hat auch einen großen Einfluss auf die Materialverarbeitung. UV-Photonen besitzen genügend Energie, um molekulare Bindungen in bestimmten Materialien, insbesondere in Polymeren und organischen Stoffen, direkt aufzubrechen.
Dieses direkte Aufbrechen der Bindung wird als Photoablation bezeichnet. Im Gegensatz zum thermischen Materialabtrag, der für Laser mit längeren Wellenlängen typisch ist, ermöglicht die Photoablation eine saubere, lokal begrenzte Bearbeitung mit minimaler Wärmeübertragung auf die umliegenden Bereiche.
Schließlich absorbieren die meisten Materialien UV-Licht besser als längere Wellenlängen, sodass der Laser nur eine sehr dünne Oberflächenschicht beeinflusst. Dies ermöglicht eine präzise Oberflächenbearbeitung, ohne den darunterliegenden Teil zu beschädigen, und die Bearbeitung einer größeren Vielfalt an Materialien.
Diese Eigenschaften – enger Fokus, große Tiefenschärfe, nicht-thermische Wechselwirkung und hohe Absorption in den meisten Materialien – verleihen UV-Lasern ihre einzigartigen Fähigkeiten.
Die Fähigkeit, kleine Strukturen zu erzeugen, die Interaktionstiefe präzise zu steuern, die thermischen Auswirkungen auf umliegende Bereiche zu minimieren und Materialien zu bearbeiten, die für Laser mit längeren Wellenlängen problematisch sind.
Natürlich haben UV-Laser auch einige Nachteile.
Insbesondere wird UV-Licht von vielen Arten von Glas und anderen Materialien, die in optischen Systemen verwendet werden, absorbiert. Daher sind Strahlführungskomponenten von UV-Lasern (Linsen, Lichtwellenleiter, Modulatoren und andere photonische Komponenten) in der Regel teurer als ihre Gegenstücke im sichtbaren Wellenlängenbereich.
Außerdem schädigt das energiereiche UV-Licht die Optik mit der Zeit, was einen häufigeren Austausch und damit verbundene Ausfallzeiten für Wartungsarbeiten bedeutet.
Arten von UV-Lasern
Es gibt deutlich weniger Arten von UV-Lasern als solche mit längeren Wellenlängen. Die Gründe hierfür liegen in der Atom- und Molekularphysik. Konkret sind die elektronischen Übergänge, die zur Erzeugung von UV-Licht erforderlich sind, seltener, schwer aufrechtzuerhalten und oft von Verlusten überlagert.
Die wichtigsten handelsüblichen UV-Quellen für die Materialbearbeitung sind:
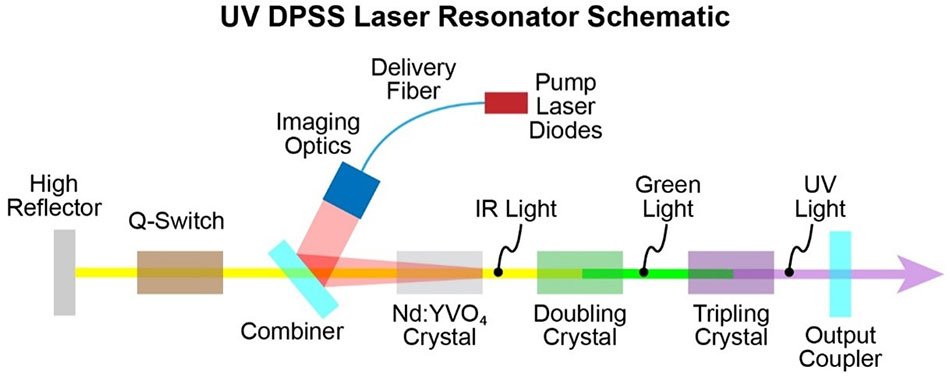
Der Großteil davon basiert auf Nd:YVO₄ (Vanadat)-Laserkristallen, während Nd:YAG-Laser in der Regel für Anwendungen mit höherer Energie pro Puls eingesetzt wird. Beide Kristalle emittieren infrarotes Licht bei 1.064 nm, das dann durch Oberwellenerzeugung in UV-Licht umgewandelt wird. Meistens ist dies 355 nm (Frequenzverdreifachung), seltener 266 nm (Frequenzvervierfachung).
Die Abbildung unten zeigt, wie die IR-Ausgabe des Laserkristalls zunächst in Grün (verdoppelt) und dann in UV (verdreifacht) umgewandelt wird, wobei eine Reihe nichtlinearer Kristalle verwendet wird.
DPSS-UV-Laser mit einer Wellenlänge von 355 nm sind aufgrund ihrer attraktiven Kombination aus Leistung, Strahlqualität, Zuverlässigkeit und Kosten zu den Arbeitstieren der industriellen Mikrobearbeitung und Markierung geworden.
Wenn Sie präzise Materialabtrags- oder Umwandlungsaufgaben (wie z. B. Markierung) durchführen müssen, können gütegeschaltete DPSS-Laser eine Vielzahl dieser Prozesse mit hoher Geschwindigkeit, minimalen Ausfallzeiten und relativ niedrigen Betriebskosten effizient bewältigen.
Ultrakurzpulslaser
Ultrakurzpulslaser haben Pulsdauern im Pikosekunden- und Femtosekundenbereich. Dies ist typischerweise 1.000 bis über 30.000 Mal kürzer als die Pulsdauer von gütegeschalteten DPSS-Lasern.
Diese Systeme erzeugen in der Regel ultrakurze Pulse, indem sie die Ausgabe eines Infrarot-, modengekoppelten DPSS- oder Faserlasers verwenden und dann eine oder mehrere Verstärkungsstufen einsetzen, um die Pulsenergie zu erhöhen. Die Frequenzvervielfachung wandelt dann die Ausgabe von Infrarot in UV um.
Ultrakurzpulslaser sind wesentlich teurer als gütegeschaltete DPSS-Laser und liefern in der Regel niedrigere Durchsatzraten. Sie haben jedoch in einigen der anspruchsvollsten Anwendungen an Bedeutung gewonnen, da sie wie keine anderen in der Lage sind, Material mit extremer räumlicher Präzision und praktisch ohne Wärmeeinflusszone (WEG) zu entfernen und zu markieren.
Dies ist möglich, weil ihre extrem kurze Pulsdauer die gesamte Laserenergie abgibt, bevor die Wärme im Material diffundieren kann (Kaltbearbeitung). Darüber hinaus können ihre hohen Pulsspitzenleistungen nichtlineare Absorptionsmechanismen auslösen, sodass sie Materialien bearbeiten können, die normalerweise kein Laserlicht absorbieren.
Excimerlaser
Excimerlaser sind in nahezu jeder Hinsicht einzigartig. Sie erzeugen Pulsenergien, die 100- bis 1000-mal höher sind als die anderer UV-Lasertypen, obwohl sie in der Regel mit viel niedrigeren Wiederholraten arbeiten.
Excimerlaser leiten eine starke elektrische Ladung durch ein Gemisch von Edelgasen, wodurch ein temporäres hochenergetisches Molekül entsteht, das Excimer genannt wird. Wenn dieses Molekül zerfällt, setzt es einen UV-Lichtstoß frei.
Die Excimer-Ausgangsstrahlen ähneln nicht den stark kollimierten Strahlen mit kleinem Durchmesser, die von Festkörper- und Faserlasern erzeugt werden. Stattdessen handelt es sich in der Regel um große, schlecht kollimierte, rechteckige Strahlen, die in jeder Dimension oft mehrere Zentimeter messen. Excimer sind zudem wesentlich teurer und schwieriger zu bedienen als andere Laser.
Aufgrund dieser Eigenschaften sind Excimer-Laser auf Anwendungen beschränkt, bei denen große Flächen mit einer hohen Dosis an UV-Licht beleuchtet werden müssen.
Eine der häufigsten Anwendungen von Excimerlasern ist das Ausglühen der Silizium-Backplane für leistungsstarke Handy-Displays.
Faserlaser
Während Infrarot-Faserlaser die vorherrschende Technologie für Hochleistungs-Industrielaser geworden sind, sind ihre UV-Gegenstücke noch weit weniger verbreitet. Das liegt daran, dass es schwierig ist, UV-Licht effizient und zuverlässig innerhalb einer faserbasierten Architektur zu erzeugen.
Alle Faserlaser erzeugen Infrarotlicht, dessen Frequenz dann verdreifacht werden muss, um UV-Licht abzugeben. Aber dieser Prozess ist nicht annähernd so unkompliziert wie bei DPSS-Lasern.
Ein Grund dafür ist, dass herkömmliche Silicafasern unter UV-Bestrahlung nachdunkeln, weshalb spezielle und teure Fasermaterialien (mit begrenzter Haltbarkeit) erforderlich sind. Außerdem erfordert die Frequenzumwandlung eine außergewöhnliche Strahlqualität, eine stabile Polarisation und eine hohe Spitzenleistung.
Direkte Diodenlaser
Direkte Dioden-UV-Laser (375 nm) basieren in der Regel auf Gallium-Nitrid (GaN)-Technologie. Wie andere Diodenlaser sind diese Quellen kompakt, elektrisch effizient und im Vergleich zu anderen Arten von UV-Lasern relativ preiswert.
Sie eignen sich jedoch nur für wenige spezialisierte industrielle Materialverarbeitungsanwendungen.
Die wichtigste Einschränkung ist die Ausgangsleistung. Selbst leistungsstarke Direktdioden (375 nm) erzeugen in der Regel nur einige hundert Milliwatt, was weit unter der Leistungsschwelle liegt, die für ein effektives Abtragen, Schneiden oder eine Tiefengravur erforderlich ist.
Die Strahlqualität ist ein weiteres Problem. Diese Laser arbeiten oft in Multi-Modus-Konfigurationen und weisen elliptische oder asymmetrische Strahlprofile auf. Dies erschwert die Fokussierung und führt zu einer geringen Energiedichte am Ziel.
Darüber hinaus ist 375 nm zwar technisch gesehen UV, aber diese Wellenlänge hat eine viel geringere Photonenenergie als 355 nm oder 266 nm. Dies hat einen großen Einfluss auf die Materialverarbeitung, da viele Materialien (insbesondere Kunststoffe und transparente Oberflächen) bei längeren UV-Wellenlängen weniger Licht absorbieren.
Infolgedessen erzeugen direkte Diodenlaser häufig kontrastarme oder unvollständige Markierungen und sind im Allgemeinen für einen sauberen Abtrag oder eine präzise Mikrobearbeitung nicht geeignet.
Industrielle UV-Laser – Übersichtstabelle
Laserart
Verfügbare Wellenlängen
Pulsdauer
Typische Leistung
Strahlqualität
Kosten
Gütegeschalteter DPSS
355 nm 266 nm
10er-ns-Bereich
10er-Watt-Bereich
Ausgezeichnet
Mäßig
Ultrakurzpuls
355 nm 343 nm
266 nm
~10 ps ~350 fs
< 50 W (ps) < 10 W (fs)
Ausgezeichnet
Hoch
Direkte Diode
375 nm
CW
200 mW
Mäßig
Niedrig
Excimer
193 nm 248 nm 308 nm 351 nm
10er-ns-Bereich
10er- bis 100er-Watt-Bereich
Schlecht
Sehr hoch
Faser
355 nm 266 nm
< 10 ns
< 10 W
Ausgezeichnet
Hoch
UV-Laseranwendungen
UV-Laser sind in der Regel teurer als ihre infraroten und grünen Gegenstücke und liefern aufgrund ihrer geringeren Ausgangsleistung oft einen geringeren Durchsatz.
Dennoch werden sie immer noch häufig bei Anwendungen eingesetzt, bei denen Laser mit längeren Wellenlängen einfach nicht ausreichen.
Hierfür gibt es mehrere Gründe. Zum einen können UV-Wellenlängen mit Materialien interagieren, die längere Wellenlängen reflektieren oder durchlassen, sodass UV-Laser eine breitere Palette von Substraten bearbeiten können. Außerdem bieten sie in der Regel eine höhere Präzision und minimieren thermische Effekte.
Einige der wichtigsten industriellen Anwendungen, bei denen UV-Laser glänzen, sind das Schneiden, Beschriften, Reinigen und Texturieren.
UV-Laserschneiden
UV-Laser werden zum Schneiden eingesetzt, wenn Präzision, geringe thermische Belastung oder die Fähigkeit, schwierige Materialien zu bearbeiten, wichtiger sind als eine hohe Geschwindigkeit oder Schnitttiefe.
Im Gegensatz zu CO₂- oder Hochleistungs-Faserlasern, die häufig zum Schneiden von dicken Substraten eingesetzt werden, sind UV-Laser hervorragend für das Schneiden im Mikrobereich oder von dünnen Substraten geeignet.
Das UV-Laserschneiden wird zum Großteil mit DPSS- oder Ultrakurzpulslasern durchgeführt. Faserlaser werden viel seltener eingesetzt. DPSS-Laser sind die vorherrschende Technologie, da sie mit den höchsten Ausgangsleistungen verfügbar sind, was sich in einem höheren Durchsatz niederschlägt. Außerdem bieten sie günstigere Betriebskosten als Ultrakurzpulslaser.
Der Einsatz von Ultrakurzpulslasern nimmt jedoch zu, da Anwendungen, die eine extrem hohe Präzision und eine praktisch vollständige Wärmefreiheit erfordern, immer häufiger werden, insbesondere in der Mikroelektronik und bei der Herstellung medizinischer Geräte.
UV-Laserschneiden – Anwendungsübersicht
Anwendung
Verwendete Laser
Eigenschaften
Vorteile gegenüber anderen Methoden
Glas und Saphir für mobile Geräte
Ultrakurzpuls
Kein Reißen oder Absplittern und die Fähigkeit, Kurven zu schneiden
CO₂-Laser verursachen thermische Spannungen und können keine Kurven schneiden; bei mechanischen Sägen kommt es zum Absplittern an den Kanten und zu Rückständen
Flexible Leiterplatten und Dünnschichten
DPSS
Saubere Kanten, minimale WEZ, kein Schmelzen/Delaminieren
IR-Laser verursachen Hitzeschäden; Stanzen ist nicht präzise genug
Halbleiter und MEMS
DPSS
Ultrakurzpuls
Präzise, nicht thermischer Schichtabtrag und weniger Verunreinigung
Mechanisches Zerschneiden birgt das Risiko einer Kontamination; IR-Laser verursachen thermische Schäden
PCB-Depaneling
DPSS
Hochpräzises Schneiden mit minimaler thermischer Belastung zur Vermeidung von Delamination
Mechanisches Routing verursacht Spannungen und Rückstände; IR-Laser können Schichten überhitzen und dadurch beschädigen
Medizinische Geräte
DPSS
Ultrakurzpuls
Hochpräzises Schneiden ohne Verformung oder Schmelzen der Polymere
Mechanische Werkzeuge verformen Teile; IR-Laser schmelzen oder verkohlen Polymere
UV-Laserbeschriftung
UV-Laser werden in vielen verschiedenen Branchen eingesetzt, um kontrastreiche, dauerhafte Markierungen auf verschiedenen Materialien zu erzeugen sowie zum Gravieren.
Da UV-Licht von den meisten Kunststoffen, beschichteten Oberflächen und Glas stark absorbiert wird, kann es bei minimaler Wärmezufuhr gestochen scharfe Markierungen ohne Beschädigung erzeugen.
In vielen Fällen wäre es schwierig oder unmöglich, die gleichen Ergebnisse mit Infrarot- oder grünen Lasern oder mit anderen nicht laserbasierten Technologien zu erzielen. UV-Laser eignen sich besonders gut für die Markierung von hellen oder transparenten Polymeren, empfindlichen medizinischen Komponenten und mehrschichtigen Verpackungen, bei denen Laser mit längeren Wellenlängen das Material verbrennen, schmelzen oder verfärben können.
Ultrakurz gepulste UV-Laser bieten eine zusätzliche Möglichkeit. Sie können hochauflösende „schwarze Markierungen“ auf Metallen und Polymeren erzeugen. Anstatt eine großflächige Farbveränderung oder Oberflächenmodifikation zu bewirken, verändert die schwarze Markierung die Oberfläche im Nanobereich, um die Lichtstreuung zu verändern.
Diese Markierungen sind außergewöhnlich haltbar und auch unter schwierigen Licht- oder Sichtbedingungen sehr gut lesbar. Sie sind besonders nützlich für Anwendungen, die eine dauerhafte Rückverfolgbarkeit auf reflektierenden oder gekrümmten Oberflächen erfordern, wie z. B. chirurgische medizinische Instrumente, Implantate und Teile für die Luft- und Raumfahrt.
UV-Laserbeschriftung – Anwendungsübersicht
Anwendung
Verwendete Laser
Eigenschaften
Vorteile gegenüber anderen Methoden
Verbrauchsgüter aus Kunststoff
DPSS
Diode
Kontrastreiche Markierungen auf hellen oder dunklen Kunststoffen ohne Schmelzen oder Verkohlen
IR-Laser schmelzen oder verbrennen oft Kunststoffe; mechanischer Druck ist nicht beständig genug
Medizinische Kunststoffe und Geräte
DPSS
Ultrakurzpuls
Berührungslose, sterile Markierung auf biokompatiblen Materialien ohne Beschädigung der Oberfläche
CO₂-Laser verursachen Hitzeschäden; mechanische Markierung verformt oder verunreinigt Teile
Beschichtete Metalle (z. B. eloxiertes Aluminium)
DPSS
Entfernt Beschichtungen mit minimaler Beschädigung des Substrats; liefert hochauflösende Markierungen
IR-Laser tragen mitunter zu viel Material ab oder überhitzen die Oberfläche
Lebensmittel- und Kosmetikverpackungen
DPSS
Diode
Häufig für die schnelle, kontrastreiche Markierung von PET-, HDPE- und folienkaschierten Folien mit Datums- und Chargencodes verwendet
Tintenstrahl-/Thermodruck verblasst oder verschmiert; IR-Laser erzeugen wenig Kontrast oder beschädigen die Verpackung
Glas (z. B. Logos, Waagen)
Ultrakurzpuls
Mikrorissfreie, fein strukturierte Markierungen unter der Glasoberfläche
Kontrastreiche Markierungen im Mikrometerbereich mit minimaler thermischer oder elektrischer Wirkung
Bei IR-Lasern besteht die Gefahr von Substratschäden; mechanische Markierungen sind weniger präzise oder verursachen Verunreinigungen
UV-Laserreinigung
Die Laserreinigung wird in vielen Branchen immer beliebter, da sie eine umweltfreundliche Alternative zu chemischen Lösungsmitteln darstellt. Im Gegensatz zu einigen herkömmlichen Methoden entstehen dabei keine kleinen Schmutzpartikel, die schwer zu kontrollieren oder zu entsorgen sind.
UV-Laser werden für Reinigungsanwendungen eingesetzt, die einen hochpräzisen Materialabtrag erfordern, oder für empfindliche Teile oder Komponenten, bei denen eine Erwärmung unbedingt vermieden werden muss.
Außerdem absorbieren viele Verunreinigungen (Kohlenwasserstoffe, Photoresist-Rückstände, Oxide und Dünnschichten) IR- oder grüne Wellenlängen nur schlecht, weshalb Laser mit längeren Wellenlängen für diese Aufgabe ungeeignet sind. Daher ist die UV-Laserreinigung zur bevorzugten Wahl für empfindliche Komponenten in der Elektronik-, Medizintechnik- sowie Luft- und Raumfahrtindustrie geworden.
Während DPSS-UV-Laser die meisten industriellen Reinigungsaufgaben dominieren, werden Ultrakurzpuls-UV-Laser eingesetzt, wenn eine noch höhere Präzision erforderlich ist. Zum Beispiel bei der Reinigung von Mikrostrukturen oder bei der Bearbeitung empfindlicher Materialien wie Halbleitern, Batteriematerialien für Elektrofahrzeuge oder medizinischen Implantaten.
Excimerlaser kommen zum Einsatz, wenn eine schnelle Abdeckung großer Bereiche erforderlich ist.
UV-Laserreinigung – Anwendungsübersicht
Anwendung
Verwendete Laser
Eigenschaften
Vorteile gegenüber anderen Methoden
Halbleiterwafer
DPSS
Ultrakurzpuls
Entfernt organische Stoffe, Oxide und Rückstände ohne Beschädigung des Substrats
Nassreinigung birgt Kontaminationsrisiken; Plasmaätzen ist weniger selektiv
Spritzgusswerkzeuge
DPSS
Berührungslose Abtragung von dünnen Schichten und Rückständen von Werkzeugoberflächen
Sterile Entfernung von organischen Stoffen und Biofilmen von empfindlichen Oberflächen
Mechanische oder chemische Reinigung kann Geräte beschädigen oder verunreinigen
Dünnschichten und Displays
Ultrakurzpuls
Selektive Entfernung von leitfähigen oder organischen Schichten von Glas
Nassätzen unterätzt Strukturen; mechanischer Kontakt kann Glas zerkratzen
CFK (kohlenstofffaserverstärkter Kunststoff)
DPSS
Excimer
Abdeckung großer Flächen mit präziser Tiefenkontrolle. Excimer schneller
Schneller und sauberer als mechanisches Abschleifen oder Sandstrahlen und einfacher als Abreißgewebe
UV-Lasertexturierung
Bei der Präzisionstexturierung werden feine Muster, Mikrorauheiten oder andere lokalisierte Strukturen auf einer Oberfläche erzeugt, um deren Eigenschaften zu verändern, ohne das darunterliegende Material zu beeinträchtigen.
Typische Anwendungsbereiche sind die Verbesserung der Haftung (bei Beschichtungen, Klebstoffen oder Folien), die Erzeugung funktionaler Texturen (wie hydrophobe oder hydrophile Oberflächen) oder die Verbesserung optischer oder ästhetischer Eigenschaften.
Die Lasertexturierung bietet gegenüber der mechanischen Abtragung oder dem chemischen Ätzen mehrere Vorteile. Insbesondere ist die Lasertexturierung ein umweltfreundlicheres Verfahren, das ohne Lösungsmittel oder Chemikalien auskommt, keine großen Partikel erzeugt und eine Beschädigung der Bauteile durch mechanischen Druck oder Erhitzung vermeidet.
Die höhere Absorption von UV-Lasern ermöglicht eine engere Prozesskontrolle und bessere Ergebnisse bei Polymeren, Verbundwerkstoffen und Dünnschichten, bei denen die tiefere Wärmedurchdringung längerer Wellenlängen das Bauteil beschädigen würde.
DPSS-Laser werden häufig zur Texturierung von Polymeren und Beschichtungen eingesetzt. Ultrakurzpulslaser werden bevorzugt für die Herstellung extrem feiner Strukturen oder die beschädigungsfreie Bearbeitung empfindlicher Substrate wie Glas, Keramik oder medizinische Geräte eingesetzt. Excimerlaser werden auch für die maskenbasierte Abtragung verwendet, wenn eine großflächige, flache und gleichmäßige Texturierung erforderlich ist.
UV-Lasertexturierung – Anwendungsübersicht
Anwendung
Verwendete Laser
Eigenschaften
Vorteile gegenüber anderen Methoden
Montage von Polymer- und Verbundbauteilen
DPSS
Ultrakurzpuls
Erzeugt Mikrorauheit zur Verbesserung der Haftfestigkeit
Erzeugt präzise Mikro-/Nanostrukturen zur Veränderung des Oberflächenverhaltens
Chemischen Texturierung ist nicht präzise und gleichmäßig genug
Oberflächenvorbereitung von Medizinprodukten
DPSS
Ultrakurzpuls
Erzeugt eine kontrollierte Textur auf Implantaten oder Werkzeugen ohne Verunreinigung
Sandstrahlen oder Ätzen kann Rückstände hinterlassen oder Oberflächen beschädigen
Texturierung von Displays und optischen Komponenten
DPSS
Ultrakurzpuls
Wird auf Glas, Folien oder Beschichtungen eingesetzt, um das Erscheinungsbild oder die Funktionalität zu verändern
Mechanische Methoden können optische Oberflächen zerkratzen oder verziehen
Großflächige Polymere oder CFK
Excimer
Maskenbasierte, gleichmäßige, flache Texturierung großer flexibler Oberflächen oder Verbundstoffe
Mechanische Abtragung beschädigt die Fasern; chemische Methoden hinterlassen Rückstände oder sind inkonsistent
Fazit
UV-Laser bieten eine außergewöhnliche Präzision und Vielseitigkeit sowie eine breite Materialverträglichkeit für eine wachsende Zahl von industriellen Materialbearbeitungsanwendungen. Vom Schneiden über die Beschriftung und Reinigung bis hin zur Texturierung ermöglichen sie Prozesse, zu denen andere Technologien nicht imstande sind.
Laserax und DPSS-Laser unterstützen Hersteller dabei, die Vorteile der UV-Lasertechnologie in vollem Umfang zu nutzen, indem sie maßgeschneiderte Lösungen selbst für die komplexesten Herausforderungen der Materialbearbeitung bieten.
Alex Laymon became President and Director of DPSS Lasers (now a Laserax company) in 1998. He previously served as the Vice President of Engineering at LiCONiX, following a series of technical positions that included Engineering Manager and Senior Laser Engineer. Mr. Laymon received his B.S. in Engineering Physics and his M.B.A. at Santa Clara University. His decades of expertise in UV lasers now contribute to Laserax's mission to shape the future of high-precision laser solutions.
Die Laserbeschriftung ist allgegenwärtig – von Seriennummern auf Autoteilen über Logos auf Elektronik bis hin zu Rückverfolgbarkeitscodes auf medizinischen Geräten. Doch nicht alle Laser sind gleich, und die Wahl des richtigen Typs hängt vom Material und den Beschriftungsanforderungen ab.
Laserablationsgeräte werden zunehmend in der Fertigungs- und Automobilindustrie eingesetzt. Sie sind eine beliebte Option, wenn es darum geht, kurze Zykluszeiten einzuhalten, Prozesse zu automatisieren, die Betriebskosten zu senken und die Präzision zu erhöhen, um qualitativ hochwertige Ergebnisse zu gewährleisten.
In der Fertigungsindustrie entwickeln die Ingenieure ständig Lösungen, die durch Hochleistungslaser ermöglicht werden. Sie werden hauptsächlich zum Markieren, Reinigen, Texturieren, Schweißen und Schneiden von Materialien eingesetzt, um kurze Taktzeiten in Produktionsstraßen einzuhalten.