Le processus de soudage le plus rapide
Pour les liaisons des cellules aux busbars, le câblage filaire par ultrasons prend généralement entre 500 et 1 000 ms par soudure. Le soudage laser est beaucoup plus rapide, car il implique moins de mouvements mécaniques et ceux-ci sont plus fluides : seuls les miroirs ultrarapides situés dans la tête laser doivent être déplacés pour positionner le faisceau laser. Cela réduit considérablement le temps de positionnement pour chaque soudure. Lorsqu’il est intégré à nos robots, le temps de soudage moyen, y compris les mouvements mécaniques entre les cellules, peut atteindre des valeurs inférieures à 100 ms par cellule.
| Type de cellule | Épaisseur de busbar | Épaisseur de cellule | Type de soudure | Dimension de soudure | Puissance de laser | Résistivité (µΩ) | Essai de cisaillement (N) | Temps (ms) | Profondeur de pénétration (µm) |
|---|
| Cylindrique 21700 | Al 1100 de 250 µm | Acier nickelé de 500 µm | Pôle positif | Spirale 2,4 mm | 450 W | 5 | 195 | 40 | 100-150 |
| Cylindrique 21700 | Al 1100 de 250 µm | Acier nickelé de 300 µm | Pôle négatif | Forme en S 3,6 x 0,5 mm | 450 W | 5 | 150 | 40 | 100-150 |
| Cylindrique 4680 | Al 1050 de 600 µm | Al 1100 de 0,8 mm | Pôle positif | Spirale 4 mm | 750 W | 4 | 650 | 85 | 100-150 |
| Cylindrique 4680 | Al 1050 de 600 µm | Acier nickelé de 0,8 µm | Pôle négatif | Spirale 4 mm | 750 W | 1,2 | 800 | 85 | 100-150 |
| Prismatique | Al de 2,32 mm | Al de 1,62 mm | Pôle positif | Spirale 7 x 5 mm | 2 000 W | 3,5 | 2200 | 283 | 300-500 |
| Prismatique | Al de 2,32 mm | Cuivre nickelé de 1,62 mm | Pôle négatif | Spirale 7 x 5 mm | 2 000 W | 4 | 2500 | 236 | 300-500 |
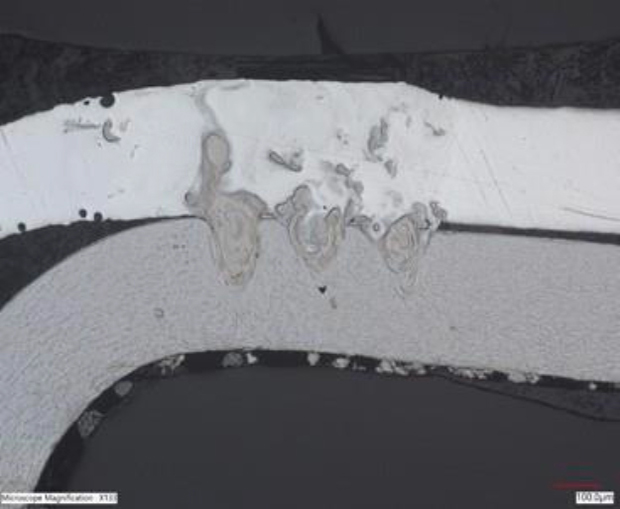
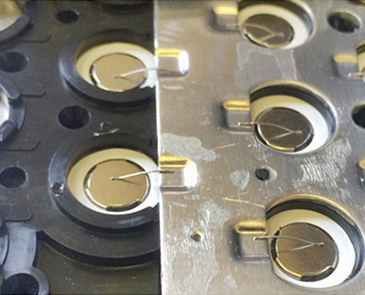
Vue en coupe transversale du soudage laser d’un busbar – Languette négative (image au microscope)
- 250 µm d’aluminium sur 300 µm d’acier nickelé
- Forme : forme en S
- Pas : 200 um
- Dimensions : 3,6 x 0,5 mm
- Vitesse : 500 mm/s
- Aucune assistance gaz
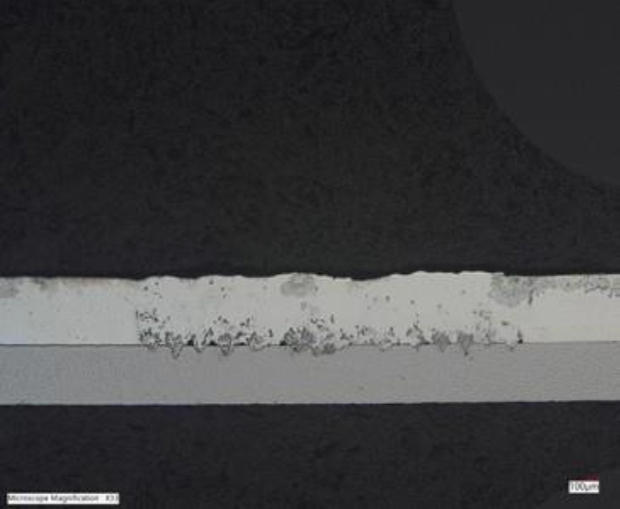
Vue en coupe transversale du soudage laser d’un busbar – Languette négative (image au microscope)
- 600 µm d’aluminium sur 500 µm d’acier nickelé
- Forme : spirale
- Pas : 200 um
- Dimensions : 4 mm
- Vitesse : 700 mm/s
- Aucune assistance gaz
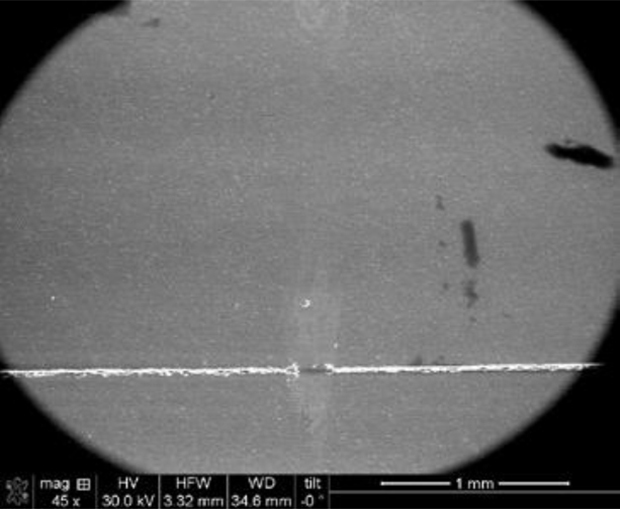
Vue en coupe transversale du soudage laser d’un busbar (image au microscope à balayage électronique)
- Al de 2,32 mm sur Al de 1,62 mm
- Vitesse : 230 mm/s
- Gaz d’assistance argon 51/min
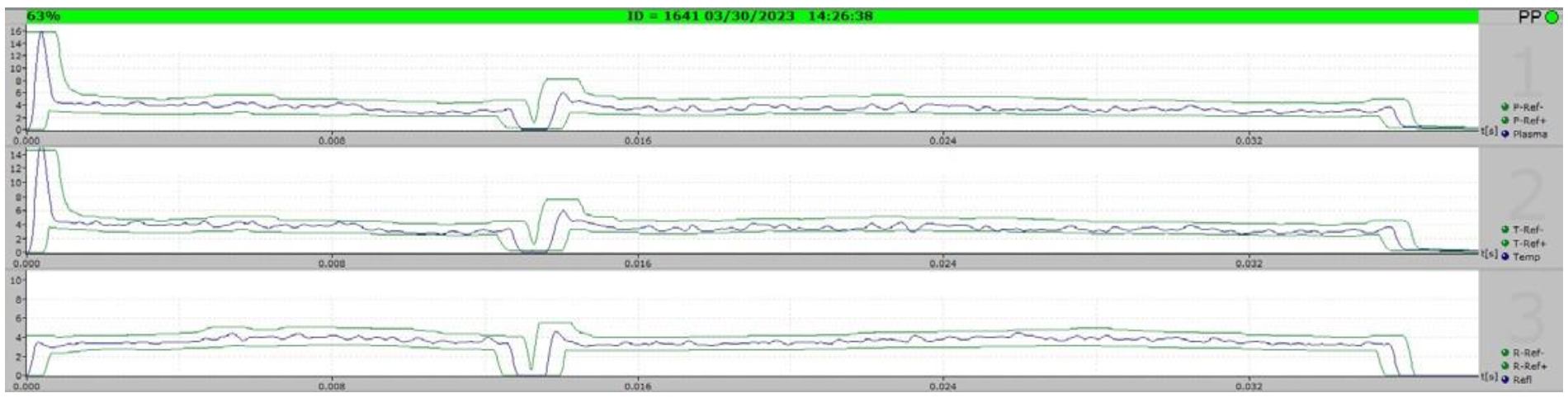
Monitoring en temps réel des soudures pour détecter celles qui sont défectueuses
Les dispositifs de monitoring des soudures laser peuvent être utilisés pour détecter en temps réel les soudures défectueuses pendant le soudage laser. Cela permet de garantir la qualité de chaque soudure de la batterie et de retravailler immédiatement celles qui sont défectueuses.
Les capteurs optiques installés dans le laser utilisent le rayonnement réfléchi et émis par la soudure pour déterminer si celle-ci est de bonne qualité. Ils peuvent détecter différents types de défauts de soudure, tels que des espaces ou des contaminations.
- Chaque ligne représente une longueur d’onde suivie par le monitoring des soudures laser (plasma, chaleur, réflexion arrière du laser)
- La ligne bleue dans chaque ligne représente les signaux lumineux réfléchis et rayonnés, détectés en temps réel pour la soudure en cours
- Les deux lignes vertes dans chaque ligne représentent les limites d’acceptation ± pour la longueur d’onde à un moment donné
- Les lignes bleues qui dépassent les limites d’acceptation vertes pendant une certaine période peuvent être associées à des défauts de soudure
Une révolution en matière d’efficacité
Grâce à notre vitesse de soudage plus rapide, une seule machine de soudage laser peut facilement fonctionner comme 10 microsoudeuses de fils ultrasoniques. Cela réduit au minimum le nombre de machines nécessaires dans les installations de production, ce qui vous permet de :
- Gagner de l’espace
- Réaliser des économies d’énergie
- Réduire la maintenance

Cellules cylindriques : De 4 à 2 soudures
Alors que le câblage filaire par ultrasons nécessite généralement 4 soudures par cellule, le soudage laser n’en nécessite que 2. Cela présente plusieurs avantages :
- Une plus grande surface de contact
- Deux fois moins de points de défaillance potentiels
- Une seule soudure achemine tout le courant (courant plus élevé par soudure)
- Moins de contraintes mécaniques transférées au module
- Une résistance plus faible (moins de chaleur et de pertes électriques)
- Une meilleure distribution du courant
- Un meilleur transfert thermique des cellules vers les conducteurs de busbar

2 soudures par cellule (modèle de soudure personnalisable)
Câblage filaire par ultrasons avec 2 fils par cellule (au-dessus et en dessous) et 2 petites soudures