La soudure laser industrielle du cuivre est en demande croissante. L’une des raisons est l’électrification de l’industrie automobile, dans laquelle plusieurs composants électriques sont faits en cuivre afin d’améliorer la conductivité électrique et thermique.
Les lasers constituent un moyen rapide et précis de souder le cuivre avec une résistance minime dans les soudures. Le contrôle élevé sur l’apport de chaleur produit également une petite zone affectée par la chaleur et une distorsion par la chaleur minime.
Aujourd’hui, les lasers à fibre optique sont les outils les plus éprouvés et les plus fiables utilisés pour la soudure laser du cuivre. Cependant, nous avons également constaté une augmentation du nombre de fabricants proposant des lasers bleus et verts. Cela est dû au fait que ces lasers émettent une longueur d’onde mieux absorbée par le cuivre.
Pour vous aider à choisir la bonne technologie pour vos besoins, nous allons décomposer les lasers bleus, verts et les lasers à fibre optique pour comprendre les forces et limites de chacun d’entre eux.
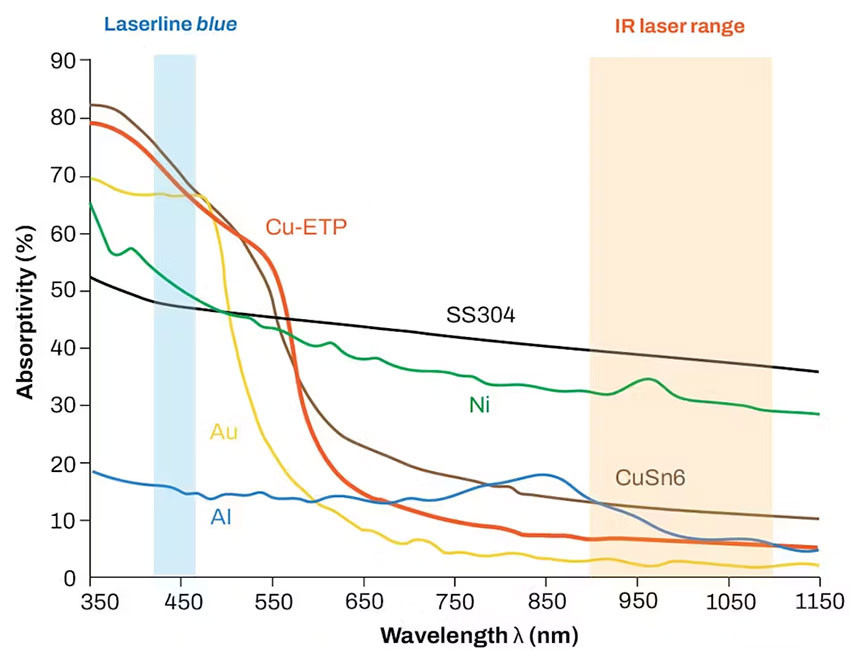
Spectre d’absorption du cuivre pur (Cu-ETP), du bronze (CuSn6, un alliage de cuivre renforcé) et d’autres métaux (source).
Lorsque la lumière laser frappe la surface du cuivre, une partie est absorbée, une partie est réfléchie. La partie absorbée est convertie en de la chaleur qui peut être utilisée pour la soudure.
Le pourcentage de la lumière qui est absorbée dépend de la longueur d’onde de la lumière. Le cuivre est un matériau hautement réfléchissant dans le domaine infrarouge, mais il est moins réfléchissant dans la zone verte et la zone bleue. Pour cette raison, des recherches approfondies portent sur les lasers verts et les lasers bleus afin de développer des solutions de soudure laser pour le cuivre.
Voici la capacité d’absorption pour chaque type de laser :
Les lasers à fibre optique émettent une lumière proche infrarouge (≈ 1 070 nm) pour une capacité d’absorption de ≈ 5 %.
Les lasers verts émettent une lumière verte (≈ 532 nm) pour une capacité d’absorption de ≈ 35 à 40 %.
Les lasers bleus émettent une lumière bleue (≈ 450 nm) pour une capacité d’absorption de ≈ 60 %.
Souder du cuivre avec des lasers bleus et verts
Les lasers bleus et verts utilisés pour la soudure du cuivre sont disponibles en tant que lasers DPSS (lasers à l’état solide à pompage par diode) ou en tant que diodes laser. Chaque type présente des avantages et des inconvénients intrinsèques.
Les lasers DPSS sont plus efficaces, mais sont limités en matière de puissance laser en raison de problèmes de gestion de la chaleur.
Les diodes laser sont disponibles avec des puissances plus élevées, mais la qualité et l’efficacité de leur faisceau diminue lorsque la puissance laser augmente.
Lasers DPSS : efficaces, mais à faible puissance
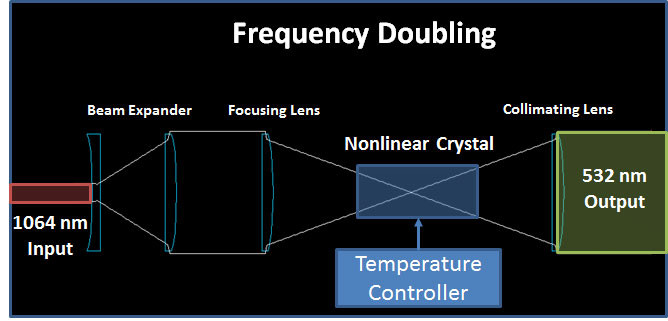
Les lasers DPSS verts et bleus possèdent d’importantes limites de puissance laser en raison d’une méthode de fabrication appelée doublage de fréquence. Le doublage de fréquence est un processus au cours duquel la lumière infrarouge est convertie en lumière bleue ou verte. Il sert à produire des faisceaux bleus ou verts de haute qualité.
Avec cette méthode, les lasers infrarouges émettent une lumière de pompage qui passe à travers un cristal réduisant de moitié la longueur de la lumière infrarouge.
Pour produire une lumière verte par exemple, il est possible de doubler la fréquence d’un laser à fibre dopée à l’ytterbium émettant une lumière infrarouge de 1 064 nm afin de produire une longueur d’onde verte de 532 nm.
De la même manière, pour produire une lumière bleue, il est possible de doubler la fréquence d’un laser Nd-YAG émettant une lumière infrarouge de 946 nm afin de produire une longueur d’onde bleue de 473 nm.
Schéma illustrant la façon dont une lumière laser verte est obtenue au moyen d’un doublage de fréquence (source).
Pendant le doublage de fréquence, une partie importante de l’énergie est perdue sous forme de chaleur dans les cristaux. Cela représente ± 50 % dans la plupart des cas, et ± 20 % dans le meilleur des cas.
En raison de leur emplacement, ces cristaux sont plus complexes à refroidir que d’autres composants. Cela entraîne des problèmes de gestion de la chaleur qui imposent de véritables limites à la puissance laser disponible de ces systèmes. Les lasers bleus et verts dont la fréquence est doublée peuvent uniquement générer une puissance de quelques watts dans les applications pratiques, sans quoi ils surchauffent.
Diodes laser : puissance élevée, mais mauvaise qualité de faisceau
Les diodes laser bleues et vertes peuvent émettre directement les longueurs d’onde bleues et vertes. Plusieurs unités peuvent être disposées en éventail pour atteindre des puissances élevées, mais ceci est parfois limité par les lasers à fréquence doublée. Certaines diodes laser bleues et vertes disponibles sur le marché fournissent même des centaines et des milliers de watts.
Les diodes laser bleues et vertes, cependant, sont moins efficaces à des puissances élevées, car elles produisent une qualité de faisceau très mauvaise. La qualité de faisceau est une mesure de la qualité de la focalisation d’un faisceau laser. Un faisceau laser mieux focalisé possède un flux énergique surfacique supérieur et est plus facile à focaliser sur une petite taille de point, ce qui le rend plus précis et efficace.
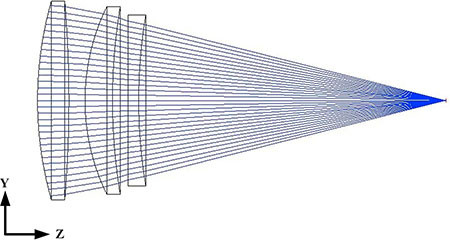
Schéma illustrant la façon dont un éventail de diodes laser vertes peut être couplé en un seul faisceau laser (source).
La mauvaise qualité de faisceau de ces lasers s’explique par les limites physiques de la convergence de lumière provenant de plusieurs faisceaux dans une seule ouverture :
Les diodes laser à faible puissance possèdent normalement une qualité de faisceau assez haute, tandis que les diodes laser de forte puissance possèdent presque toujours une mauvaise qualité de faisceau. Cela s’explique essentiellement par le fait que les puissances élevées nécessitent de grandes ouvertures d’émission qui rendent les guides d’ondes utilisés fortement multimodes. (Il est impossible de réduire fortement l’ouverture numérique.)
Extrait de l’article Beam Quality (Qualité de faisceau) de RP Photonics
Par conséquent, les lasers bleus et verts de forte puissance sont limités en matière de vitesse et de précision. Par exemple, certains lasers verts disponibles sur le marché disposent d’une largeur de faisceau comprise entre 2 mm et 6 mm.
La soudure laser de cuivre est possible avec une mauvaise qualité de faisceau, mais de nombreuses applications nécessitent une petite taille de point et une vitesse de soudure élevée. Bien qu’il soit possible de développer un processus de soudure laser qui fonctionne avec une mauvaise qualité de faisceau, la vitesse de soudure deviendra un goulet d’étranglement s’il faut mettre la production à l’échelle.
Souder du cuivre avec des lasers à fibre optique
Avec une faible absorption de 5 % de la lumière infrarouge par le cuivre, il est tentant de supposer que les lasers à fibre optique ne conviennent pas au cuivre. Mais en vérité, il suffit de compenser avec une plus grande puissance laser. Ces lasers présentent également un grand nombre d’avantages en comparaison avec les lasers bleus et verts.
Ce sont les outils de soudure les plus éprouvés au sein des environnements industriels, en offrant un fonctionnement ininterrompu avec un entretien minimal pendant plus de 10 ans.
Grâce à leur excellente gestion thermique, ils bénéficient d’un accès à une puissance laser illimitée, avec des machines de soudure laser fournissant 2 000 W et plus.
La haute qualité du faisceau laser offre une précision accrue.
La densité énergétique élevée assure une bonne profondeur de pénétration.
Les lasers à fibre optique sont très souvent utilisés pour souder le cuivre, et ils ont connu d’importants développements ces dernières années afin de venir à bout des difficultés concernant le cuivre. Les modes à anneaux ajustables et l’oscillation de l’optique constituent des développements importants.
Modes à anneaux ajustables pour prévenir les projections
Lorsque la température du cuivre augmente, son pouvoir réflecteur tend à diminuer. Cette modification du pouvoir réflecteur peut entraîner une augmentation soudaine de l’apport de chaleur, ce qui provoque l’expulsion de gouttelettes de cuivre provenant du bain de fusion. Ces projections peuvent engendrer des défauts et des problèmes de qualité graves.
Les modes à anneaux ajustables sont l’un des moyens les plus efficaces pour les empêcher.
Grâce aux modes à anneaux ajustables, il est possible de préchauffer la surface du cuivre avant de la souder en distribuant de l’énergie du faisceau laser dans un anneau autour du point central. En préchauffant la surface, l’apport de chaleur devient plus stable, et le processus de soudure laser engendre moins de projections.
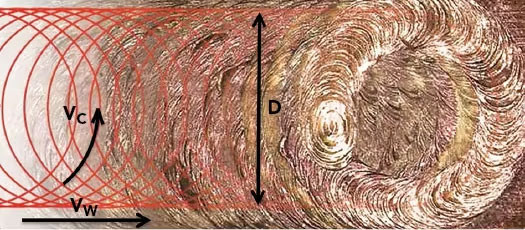
Différentes modes à anneaux illustrant la distribution de l’énergie du laser dans le point et l’anneau (source)
Oscillation de l’optique pour stabiliser le processus
Le cuivre est un matériau dont la forme en fusion et liquide possède une viscosité et une tension superficielle faibles. Il peut donc augmenter les projections et la porosité sous la forme de « soufflures », ou poches de gaz. Ces problèmes ont tendance à survenir lorsque la soudure laser est effectuée à des vitesses faibles.
Malheureusement, il n’est pas toujours possible d’augmenter la vitesse de soudure pour remédier à ces problèmes. Des facteurs externes, comme les robots, peuvent imposer des limites mécaniques.
Dans de tels cas, il est possible de recourir à l’oscillation de l’optique pour surmonter ces limites. Avec l’oscillation, le faisceau laser est déplacé dynamiquement selon un motif dont la forme, la fréquence et le diamètre peuvent varier. Il n’est plus statique comme c’est généralement le cas avec l’optique standard.
Les paramètres d’oscillation du laser sont idéaux pour compenser les vitesses de soudure plus faibles en décalant l’apport de chaleur, garantissant ainsi une meilleure fusion.
Nous espérons que cet article vous a aidé à comprendre les différentes technologies laser disponibles pour la soudure du cuivre. Chez Laserax, nous proposons des lasers à fibre optique industriels, ainsi que des études sur la soudure laser afin de développer des processus spécifiques aux applications. Si cela vous intéresse, contactez-nous dès aujourd’hui.
Catherine est titulaire d’un baccalauréat en génie physique et d’une maîtrise en physique. Elle a obtenu sa maîtrise en partenariat avec Laserax afin de développer des solutions industrielles pour la texturation laser de surfaces métalliques. Elle occupe aujourd’hui le poste de superviseur du laboratoire d’applications chez Laserax, où elle supervise l’équipe chargée de tester et d’optimiser les processus laser pour les clients.
Il n’y a pas si longtemps, les lasers CO2 étaient les seuls lasers disponibles pour la soudure laser, et ils présentaient d’importantes limitations en matière d’automatisation. L’arrivée de la technologie de laser à fibre optique a drastiquement modifié le paysage, en offrant une grande vitesse, une précision élevée, un entretien minimal et une stabilité à toute épreuve malgré les mouvements et les vibrations.
Le soudage laser est une technologie de soudage hautement précise et efficace utilisée dans diverses industries, notamment l’automobile, l’aérospatiale et la fabrication de matériel médical. Il offre une pénétration profonde, des vitesses de soudage élevées et une distorsion thermique minimale, ce qui en fait un choix idéal pour les applications nécessitant précision, rapidité et répétabilité.
L’intégrité d’une soudure dépend fortement de la préparation de la surface. L’aluminium a naturellement tendance à former de l’oxyde, et même une fine couche peut entraîner des défauts de soudure. L’oxyde et la contamination potentielle par des huiles, des lubrifiants, des peintures et des particules peuvent créer des bulles d’air emprisonnées à l’intérieur des matériaux, ce qui a un impact sur le processus de collage.