Industrial laser welding of copper is in growing demand. One reason is the electrification of the automotive industry, where various electrical components are made of copper to improve electrical and thermal conductivity.
Lasers provide a fast and precise means to weld copper with minimal resistance in the welds. The high control over the heat input also produces a small heat affected zone and minimal heat distortion.
Today, fiber lasers are the most proven, reliable tools used for laser welding copper. However, we’re also seeing an increasing number of manufacturers offering blue and green lasers. The reason is that these lasers generate a wavelength that is better absorbed by copper.
To help you choose the right technology for your needs, we’re going to break down blue, green, and fiber lasers to understand the strengths and limitations of each.
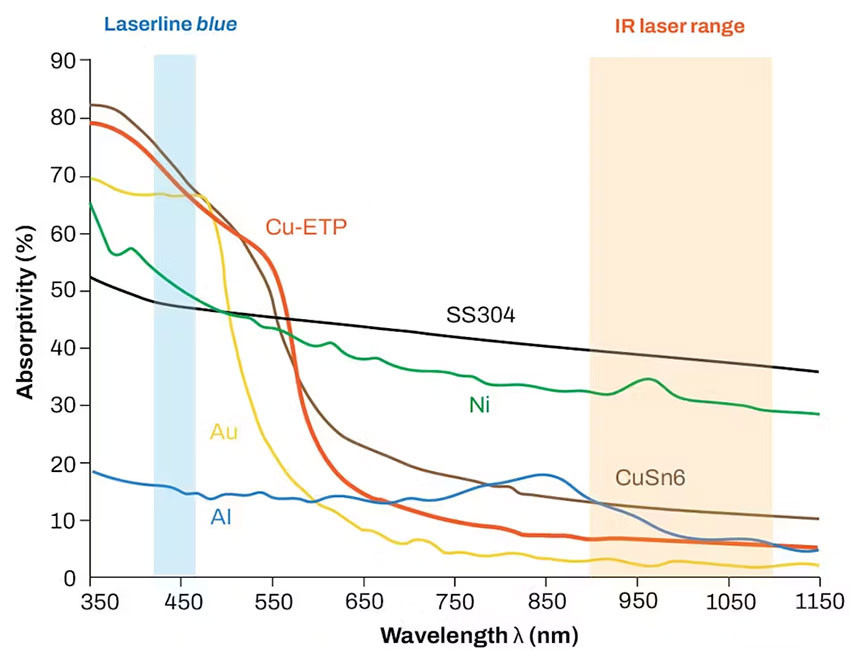
The absorption spectrum of pure copper (Cu-ETP), bronze (CuSn6, a strengthened copper alloy), and other metals (source).
When laser light hits the surface of copper, some of it is absorbed, some of it is reflected. The part that is absorbed is converted into heat that can be used for welding.
The percentage of light that is absorbed depends on the wavelength of the light. Copper is a highly reflective material in the infrared range, but it is less reflective in the blue and green range. For this reason, there is extensive research on green lasers and on blue lasers to develop laser welding solutions for copper.
Here is the absorptivity for each type of laser:
Fiber lasers produce near infrared light (≈1,070 nm) for an absorptivity of ≈5%.
Green lasers produce green light (≈532 nm) for an absorptivity of ≈35–40%.
Blue lasers produce blue light (≈450 nm) for an absorptivity of ≈60%.
Welding Copper with Blue & Green Lasers
Blue and green lasers used to weld copper are available as DPSS lasers (diode-pumped solid-state lasers) or as laser diodes. Each type offers inherent advantages and disadvantages.
DPSS lasers are more efficient but are limited in terms of laser power due to heat management issues.
Laser diodes are available with higher powers, but their beam quality and efficiency decrease as the laser power increases.
DPSS Lasers: Efficient but Low Power
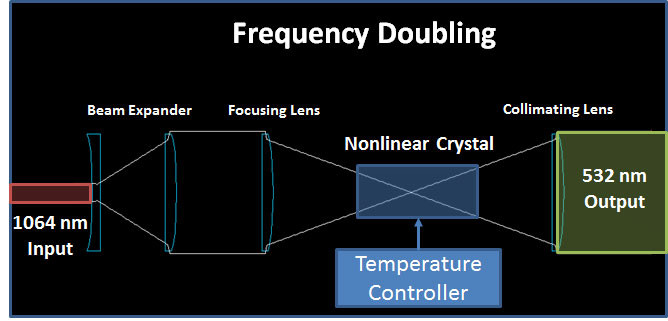
Blue and green DPSS lasers have important laser power limitations due to a manufacturing method called frequency doubling. Frequency doubling is a process where infrared light is converted into blue or green light. It is used to produce high-quality blue or green beams.
With this method, infrared lasers generate pump light that goes through a crystal that halves the length of the infrared light.
To produce green light for example, an ytterbium-doped fiber laser producing 1,064 nm infrared light can be frequency doubled to produce a green wavelength of 532 nm.
Likewise, to produce blue light, an Nd:YAG laser producing 946 nm infrared light can be frequency doubled to produce a blue wavelength of 473 nm.
A schema showing how green laser light is obtained through frequency doubling (source).
During frequency doubling, a significant part of the energy is loss as heat in the crystals. This represents ±50% in most cases, and ±20% in the best cases.
Because of their location, these crystals are more complex to cool than other components. This leads to heat management issues that put real limitations on the available laser power of these systems. Blue and green lasers that are frequency doubled can only generate a few watts of power in practical applications, or else they overheat.
Laser Diodes: High Power but Low Beam Quality
Blue and green laser diodes can directly emit the blue and green wavelengths. Multiple units can be arranged into arrays to reach high powers—something that is limited with frequency-doubled lasers. Some commercially available blue and green laser diodes even offer hundreds and thousands of watts.
Blue and green laser diodes, however, are less efficient at higher powers, as they produce a poor beam quality. The beam quality is a measure of how well-focused a laser beam is. A better focused beam has a higher power density and is easier to focus on a small spot size, making it more precise and efficient.
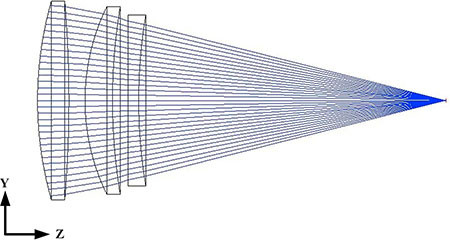
A schema demonstrating how an array of green laser diodes can be coupled into a single laser beam (source).
The low beam quality of these lasers is explained by the physical limitations of converging light from multiple beams into a single aperture:
Low-power laser diodes normally have a rather high beam quality, whereas high-power laser diodes basically always have a poor beam quality. Essentially, this is because high powers require large emitting apertures which make the used waveguides highly multimode. (The numerical aperture cannot be strongly reduced.)
As a result, high-power blue and green lasers are limited in terms of speed and precision. Some commercially available green lasers, for example, have a beam width between 2 mm and 6 mm.
Laser welding copper is possible with a low beam quality, but many applications require a small spot size and a fast welding speed. While it is possible to develop a laser welding process that works with a low beam quality, the welding speed will become a bottleneck if production needs to scale up.
Welding Copper with Fiber Lasers
With a low absorption of 5% of infrared light by copper, it’s tempting to assume that fiber lasers are not good for copper. But the truth is, you can simply compensate with more laser power. These lasers also offer a range of advantages compared to blue and green lasers.
They are the most proven laser welding tools in industrial environments, offering round-the-clock operation with minimal maintenance for more than 10 years.
With their excellent thermal management, they have access to limitless laser power, with laser welding machines offering 2,000W and more.
The high-quality of the laser beam offers increased precision.
The high energy density offers good penetration depth.
Fiber lasers are widely used to weld copper, and they have undergone important developments in recent years to address challenges specific to copper. Two important developments include adjustable ring modes and wobble optics.
Adjustable Ring Modes to Prevent Spatter
As the temperature of copper increases, its reflectivity tends to decrease. This change in reflectivity can cause a sudden rise in the heat input, resulting in small droplets of copper being expelled from the melt pool. This spatter can lead to serious defects and quality issues.
One of the best ways to prevent it is to use adjustable ring modes.
With adjustable ring modes, it is possible to preheat the copper’s surface before welding it by distributing some of the laser beam’s energy in a ring around the center spot. By preheating the surface, the heat input becomes more stable, resulting in a laser welding process with less spatter.
Different ring modes showing how the laser’s energy can be distributed in the spot and the ring (source).
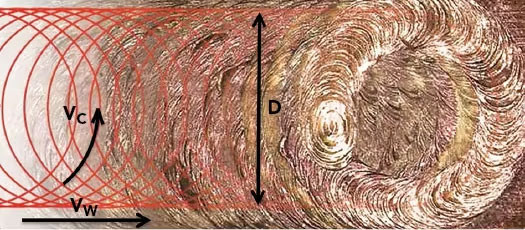
Wobble Optics to Stabilize the Process
Copper is a material whose molten, liquid form has a low viscosity and surface tension. As a result, it can lead to increased spatter and porosity in the form of “blowholes”, or gas pockets. These issues tend to happen when laser welding is performed at lower speeds.
Unfortunately, it is not always possible to increase the welding speed to address these issues. External factors such as robots can impose mechanical limitations.
In such cases, wobble optics can be used to navigate these limitations. With wobbling, the laser beam is dynamically moved in a pattern whose shape, frequency, and diameter can vary. It is no longer static as it usually is with standard optics.
Laser wobble parameters are ideal to compensate for slower welding speeds by offsetting the heat input, ensuring better fusion.
Examples of Copper Welding Applications Copper Tab-to-Busbar Laser Welding -->
Copper Hairpin Laser Welding
Discover the Power of Fiber Lasers
We hope this article helps you understand the different laser technologies available to weld copper. At Laserax, we offer industrial fiber lasers as well as laser welding studies to develop application-specific processes. If you are interested, contact us today.
Catherine holds a bachelor’s degree in Engineering Physics and a master's degree in Physics. She completed her master’s in partnership with Laserax to develop industrial solutions for the laser texturing of metallic surfaces. She is now the Applications Lab Supervisor at Laserax, where she oversees the team that tests and optimizes laser processes for clients.
Automated laser welding is a cutting-edge manufacturing process that merges the precision of laser technology with the consistency and speed of automation. At its core, it’s the use of a laser beam (typically guided by a scanning optic, robotic, or gantry systems) to fuse materials in a controlled, noncontact manner.
Laser welding is a highly precise and efficient welding technology used across various industries including automotive, aerospace, and medical manufacturing. It offers deep penetration, high welding speeds, and minimal thermal distortion, making it an ideal choice for applications requiring accuracy, speed and repeatability.
The integrity of a weld is highly dependent on surface preparation. Aluminum has a natural tendency to form oxide and even a thin layer can lead to weld defects. Oxide and potential contamination from oils, lubricants, paints, and particulate matter can create bubbles of air trapped inside the materials, impacting the bonding process.