Dans le cadre de mon travail, je suis toujours à la recherche de moyens d’améliorer la qualité et la rapidité des processus de fabrication à l’aide des lasers. La finition des surfaces est l’un de mes principaux domaines d’expertise.
La finition de surface est le processus consistant à modifier une surface pour améliorer certaines propriétés, telles que la résistance à la corrosion, la durabilité, l’adhérence ou l’apparence. Ce terme englobe une grande variété d’étapes, notamment l’ébavurage, le revêtement, le polissage et la texturation.
Dans cet article, j’aborderai les processus de finition de surface les plus utilisés et décrirai comment obtenir différentes textures. Je présenterai ensuite différentes textures de surfaces qui peuvent être créées sur des composants métalliques et expliquerai pourquoi certaines textures possèdent de meilleures propriétés que d’autres.
Les revêtements permettent d’améliorer différentes propriétés de surface, telles que la résistance à la corrosion, la résistance à l’usure et la conductivité électrique.
Avant l’application d’un revêtement, la surface doit être préparée afin que le revêtement forme une liaison solide avec la surface. Les étapes de préparation de surface consistent généralement à éliminer les contaminants, rendre la surface rugueuse, ainsi que modifier la composition chimique de la surface.
Les procédés suivants font partie des plus répandus dans l’industrie.
ÉLectrodéposition De Revêtements
L’électrodéposition de revêtements est un processus où des pièces sont plongées dans une solution électrolytique contenant une peinture ou un apprêt. Le matériau de revêtement et la pièce sont tous les deux chargés électriquement, ce qui a pour effet d’attirer la peinture et de la déposer sur la surface métallique.
L’électrodéposition de revêtements est largement reconnue pour ses propriétés de résistance à la corrosion, ce qui en fait un choix populaire dans l’industrie automobile. La finition obtenue est lisse et durable.
ÉLectroplacage
L’électroplacage est un processus où des pièces métalliques sont plongées dans une solution électrolytique contenant un revêtement métallique, tel que du chrome, du nickel ou du zinc. Un courant électrique traverse l’électrolyte à l’aide d’une cathode et d’une anode. La pièce métallique obtenue est qualifiée de nickelée, zinguée, chromée, etc.
L’électroplacage permet d’augmenter la résistance à la corrosion, de fournir une protection supplémentaire ou d’améliorer l’apparence de la pièce. La finition obtenue est plus lisse, car le revêtement métallique élimine les irrégularités du substrat.
Anodisation
L’anodisation est un procédé électrochimique qui emploie un bain rempli d’électrolyte acide. La pièce métallique (généralement de l’aluminium) est plongée dans l’électrolyte, et chaque pièce est électrifiée avec des charges opposées. Cette action entraîne l’oxydation du métal, ce qui génère une couche d’oxyde naturelle qui agit en tant que revêtement protecteur sur la surface.
La finition métallique obtenue est durable et considérée comme attractive. Le processus d’anodisation améliore également la résistance à l’usure et à la corrosion.
Peinture En Poudre
Les peintures en poudre sont appliquées à l’aide d’une électrode, d’un pistolet de pulvérisation, d’une poudre sèche et d’un four. L’électrode sert à charger électriquement la pièce. La poudre reçoit une charge opposée avant d’être pulvérisée sur la pièce. Les charges opposées font adhérer la poudre à la surface. La pièce est ensuite mise dans un four pour faire fondre la poudre sèche, ce qui lie cette dernière à la surface.
Les peintures en poudre permettent d’obtenir des finitions de surface plus résistantes que les revêtements liquides traditionnels.
Revêtement Par Projection Thermique
Les revêtements par projection thermique sont appliqués à l’aide d’une torche et d’une matière de base. La matière de base est un fil ou une poudre. La torche est utilisée pour faire fondre la matière de base et la pulvériser à grande vitesse sur la surface. La matière de base fondue adhère ensuite à la surface pour former le revêtement.
Il existe de nombreux types de revêtements par projection thermique. Tous permettent d’obtenir des propriétés supplémentaires comme une résistance thermique, une protection environnementale et une conductivité électrique.
Abrasifs mécaniques
Une gamme de processus de finition utilise les abrasifs pour éliminer les matériaux. Ils permettent d’augmenter la rugosité, éliminer les bavures et les contaminants de surface, etc.
Les abrasifs sont très populaires, car ils sont efficaces et abordables. Cependant, ils produisent une grande quantité de poussière, peuvent endommager les surfaces, requièrent beaucoup d’entretien et génèrent des coûts opérationnels importants.
Les processus abrasifs les plus courants sont le décapage au jet d’abrasif et le broyage.
Décapage Au Jet D’abrasif
Le décapage au jet d’abrasif est le processus consistant à projeter des abrasifs (sable, oxyde d’aluminium, grenaille d’acier, etc.) à grande vitesse sur des surfaces pour les nettoyer, les lisser ou les rendre rugueuses. Les processus de décapage courants comprennent le sablage, le décapage à l’abrasif et le grenaillage. Ces derniers sont souvent utilisés pour produire différents niveaux de rugosité pour des surfaces en acier inoxydable et en acier au carbone.
Le décapage est efficace et bon marché, mais entraîne plusieurs soucis et préoccupations : l’abrasif doit être remplacé régulièrement, un EPI et une cabine de décapage sont nécessaires, ainsi qu’un masquage pour protéger les zones sensibles de l’abrasion, et la surface finie est aléatoire. Vous pouvez uniquement contrôler la plage de la finition de rugosité en modifiant la taille et le type de l’agent d’abrasion.
Le décapage est idéal pour les grandes surfaces. Il est déconseillé pour les surfaces fines, les petites surfaces ou les surfaces exigeant une haute précision. Dans de tels cas, des méthodes plus contrôlées et précises sont préférables.
Meulage
Le meulage est un processus d’usinage qui emploie une roue, une courroie ou un autre outil recouvert de matériaux abrasifs. Ce processus est agressif et permet d’ébavurer, reformer, affiner ou éliminer l’excès de matériaux. La finition de surface obtenue est souvent granuleuse, mais l’utilisation du meulage pour le polissage peut également permettre de produire une finition de surface lisse. Cette étape est essentielle dans les industries aérospatiale et automobile pour obtenir une tolérance serrée.
Traitements de surface sans contact
Les traitements de surface de pointe tels que les lasers et les plasmas peuvent modifier les surfaces physiques sans entrer en contact avec celles-ci. Ces traitements sont parfaits pour préparer des surfaces métalliques à d’autres processus (tels que le revêtement, la soudure ou le collage) lorsque d’autres techniques de finition sont trop agressives ou imprécises. Les traitements sans contact sont également plus faciles à automatiser, car ils nécessitent moins d’entretien et génèrent moins de poussière.
Le laser concentre la lumière d’une longueur d’onde précise dans une toute petite surface pour générer des niveaux d’énergie très élevés. Chez Laserax, nous utilisons la longueur d’onde de 1 064 nm, car les métaux l’absorbent efficacement.
Le niveau d’énergie élevé du faisceau laser peut éliminer les contaminants de surface et modifier la rugosité de la surface. Ce processus génère également un nuage de plasma pouvant être utilisé pour modifier la composition chimique de la surface et ainsi augmenter ses propriétés d’adhérence.
Les lasers permettent un contrôle élevé sur la finition de surface. Vous pouvez trouver une large gamme de nos finitions produite au laser dans la section Exemple de finitions de surface au laser.
Traitement Par Plasma
Les traitements par plasma chauffent du gaz tel que de l’argon ou de l’oxygène jusqu’à le transformer en plasma. Le plasma est extrêmement chaud et peut servir à carboniser les contaminants, graver certains matériaux et modifier la composition chimique de la surface.
Bien qu’il soit moins cher que la technologie laser, il n’offre pas le même niveau de contrôle. Par exemple, la gravure au plasma nécessite qu’un masque soit appliqué à la surface pour contrôler le motif de gravure, tandis qu’une texturation par laser peut directement graver des motifs spécifiques sur la surface sans avoir besoin d’un masque.
Exemple de finitions de surface au laser
Au cours de mes recherches sur l’effet de la texturation par laser sur les surfaces métalliques, j’ai pu analyser comment les différents types de finitions de surface peuvent améliorer le collage par adhésif sur les surfaces métalliques.
Voici certains des motifs que j’ai observés.
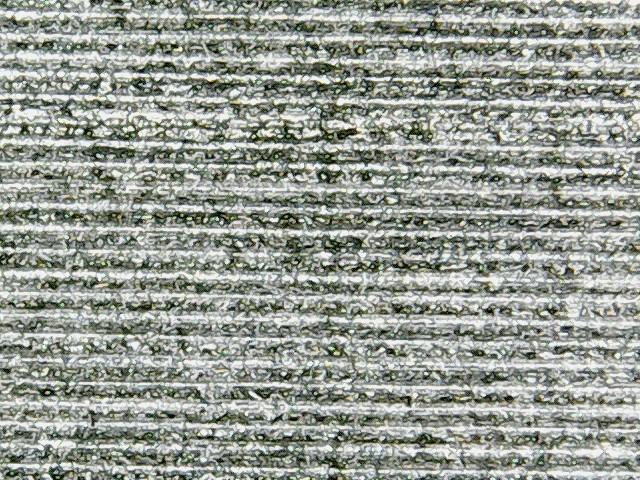
Finition linéaire
Dans la plupart des cas, les motifs linéaires avec un léger chevauchement entre chaque ligne offrent une finition de surface supérieure et la plus efficace. Premièrement, les lignes sont gravées plus rapidement que les autres types de motifs. Deuxièmement, elles recouvrent la totalité de la surface métallique, ce qui garantit une élimination complète des contaminants et une amélioration de la rugosité sur la surface totale.
Finition linéaire sur de l’acier
Finition linéaire sur du molybdène
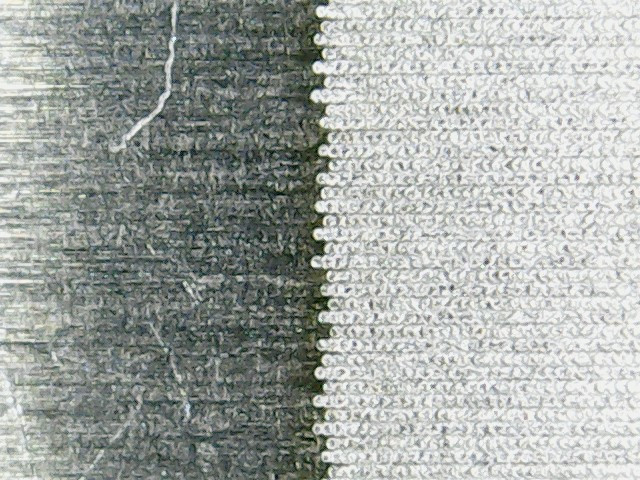
Finition aléatoire
Les motifs aléatoires offrent une finition qui recouvre toute la surface et présentent d’excellentes propriétés d’adhérence. Cependant, la création de motifs aléatoire prend plus de temps (environ 10 fois plus longtemps que les motifs linéaires).
Finition aléatoire sur de l’acier
Finition aléatoire sur de l’aluminium
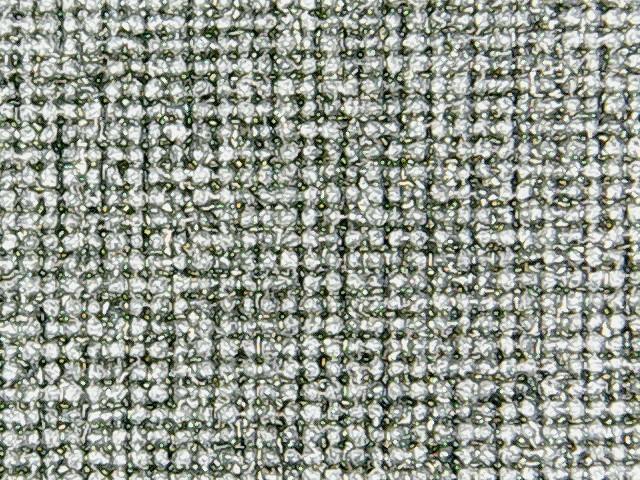
Finition en grille
Les motifs en grille sont créés en moins de temps que les motifs aléatoires et présentent également de bonnes propriétés d’adhérence. Ils demandent néanmoins plus de temps que les motifs linéaires tout en apportant des propriétés d’adhérence similaires. Si votre priorité est l’efficacité, il vaut mieux choisir une finition linéaire plutôt qu’une finition en grille.
Finition en grille sur de l’acier
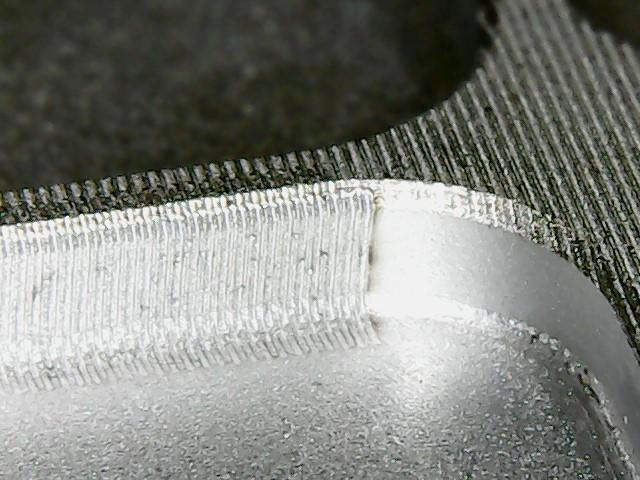
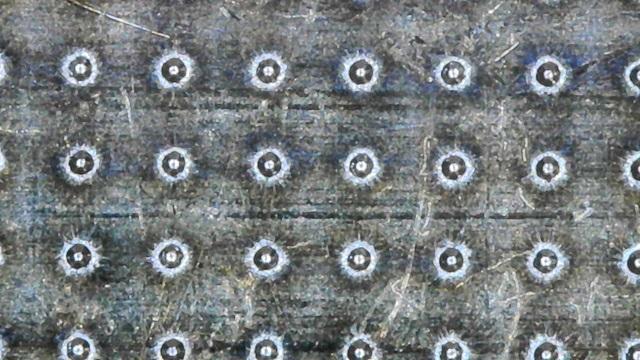
Finition circulaire
Il semblerait que, dans la plupart des cas, les motifs circulaires ne présentent pas de bonnes propriétés de collage. La raison est qu’ils ne recouvrent pas la totalité de la surface et y laissent des contaminants ainsi que des zones non structurées (ce qui entraîne des liaisons plus faibles). Ce problème est évident en regardant cette image.
Finition circulaire sur de l’acier
Finition avec des lasers
Peu importe votre technique de finition, la technologie laser offre de nombreuses possibilités pour améliorer l’efficacité et la qualité. Si vous souhaitez en savoir plus pour votre application spécifique, contactez l’un de nos experts.
Catherine est titulaire d’un baccalauréat en génie physique et d’une maîtrise en physique. Elle a obtenu sa maîtrise en partenariat avec Laserax afin de développer des solutions industrielles pour la texturation laser de surfaces métalliques. Elle occupe aujourd’hui le poste de superviseur du laboratoire d’applications chez Laserax, où elle supervise l’équipe chargée de tester et d’optimiser les processus laser pour les clients.
Le nettoyage laser est un procédé écologique utilisé pour éliminer la rouille, la peinture, l’oxyde et tous autres contaminants des surfaces métalliques. Cette méthode est de plus en plus utilisée pour de nombreuses applications dues à son efficacité.
Le procédé d’électrodéposition de revêtements, également appelé électrolaquage, est une méthode très fiable pour protéger les pièces métalliques contre la corrosion, l’exposition aux UV et l’usure. En comprenant le fonctionnement de l’électrodéposition de revêtements et comment l’optimiser, vous pouvez garantir un rendement optimal, réduire les défauts et obtenir des revêtements de haute qualité.
Lorsqu’ils procèdent à des opérations de collage, de revêtement, de peinture, d’impression ou de scellage, la plupart des fabricants sont tôt ou tard confrontés à des problèmes d’adhérence, de protection contre la corrosion ou de faiblesses structurelles. Dans cet article, nous allons expliquer ce qu’est le traitement de surface et décrire ses avantages pour diverses applications. Nous vous aiderons également à choisir parmi les 10 méthodes de traitement de surface les plus courantes aujourd’hui.