
How Does Laser Cleaning Work in 5 Steps
Laser cleaning is an eco-friendly process used to remove rust, paint, oxide and other contaminants from metal surfaces. Because of its efficiency, it is being used in an increasing number of applications.

As part of my job, I’m always looking at how lasers can improve the quality and speed of manufacturing processes. One of my main areas of expertise is surface finishing.
Surface finishing is the process of modifying a surface to improve specific properties, such as corrosion resistance, durability, adhesion, or appearance. The term encompasses a wide variety of processes, including deburring, coating, polishing, and texturing.
In this article, I will go over the most common surface finishing processes and explain how they achieve different textures. Then, I will share different surface textures that can be created on metal components and explain why certain textures offer better properties than others.
Coatings are used to improve various surface properties, such as corrosion resistance, wear resistance, and electrical conductivity.
Before applying a coating, the surface needs to be prepared so that the coating forms a strong bond with the surface. Typical surface preparation steps include removing contaminants, roughening the surface, and altering the chemical composition of the surface.
Here are some of the most common industrial coating processes.
Electrocoating, or e-coating, is a process where parts are immersed in an electrolyte solution containing a paint or primer. Both the coating material and the part are electrically charged, which causes the paint to be attracted to and deposited on the metal surface.
E-coating is widely recognized for its ability to provide corrosion-resistance, making it a popular choice in the automotive industry. The resulting finish is smooth and durable.
Electroplating is a process in which metal parts are immersed in an electrolyte solution containing a metal coating, such as chromium, nickel, or zinc. An electric current is passed through the electrolyte using a cathode and an anode. The resulting metal part is said to be nicked-plated, zinc-plated, chrome-plated, etc.
Electroplating is used to increase corrosion resistance, provide additional protection, or improve the aesthetics of the part. The resulting finish is smoother because the metal coating fills in irregularities on the substrate.
Anodizing is an electrochemical process that uses a bath filled with acid electrolyte. The metal part (typically aluminum) is immersed in the electrolyte, and each is electrified with opposite charges. This causes the metal to oxidize, generating a natural oxide layer that acts as a protective coating on its surface.
The resulting metal finish is durable and considered attractive. The anodizing process also improves wear and corrosion-resistance.
Powder coatings are applied using an electrode, a spray gun, a dry powder, and an oven. The electrode is used to electrically charge the workpiece. The powder is given an opposite charge and sprayed onto the workpiece. The opposite charges cause the powder to stick to the surface. The workpiece is then placed in an oven to melt the dry powder, causing it to bond to the surface.
Powder coatings are used to create tougher surface finishes than traditional liquid coatings.
Thermal spray coatings are applied using a torch and a feedstock. The feedstock is either a wire or a powder. The torch is used to melt the feedstock and spray it at high velocity onto the surface. The melted feedstock then adheres to the surface to form the coating.
There are many types of thermal spray coatings. All of them are used to grant additional properties like thermal resistance, environmental protection, and electrical conductivity.
A range of surface finishing processes make use of abrasives to remove materials. They can be used to increase roughness, remove burrs, remove surface contaminants, and so on.
Abrasives are very popular because they are efficient and cheap to acquire. However, they also generate lots of dust, can damage surfaces, require heavy maintenance, and have high operational costs.
Here are the most common abrasive processes: abrasive blasting and grinding.
Abrasive blasting is the process of projecting abrasives (sand, aluminum oxide, steel grit, etc.) at high speed onto surfaces to clean, smooth or roughen them. Common blasting processes include sandblasting, grit blasting, and shotblasting. They are commonly used to achieve different levels of surface roughness on stainless steel and carbon steel surfaces.
Blasting is efficient and inexpensive, but it comes with several issues and considerations: the abrasive needs to be changed frequently, PPE and a blasting booth are required, the process requires masking to protect sensitive areas from abrasion, and the finished surface is random. You can only control the range of the roughness finish by changing the size and type of abrasive media.
Blasting is ideal for large surfaces. It is not recommended for thin surfaces, small areas, or high precision requirements. In those cases, more controlled and precise methods are preferable.
Grinding is a machining process that uses a wheel, a belt, or another tool coated with abrasive materials. The process is aggressive and is used for deburring, reshaping, sharpening, or removing excess material. The resulting surface finish is often coarse, but when grinding is used for polishing, it can also generate a smooth surface finish. It is crucial in the aerospace and automotive industries to achieve tight tolerances.
High-tech surface treatments like lasers and plasmas can modify surfaces without physically touching them. These treatments are ideal to prepare metal surfaces for other processes (like coating, welding, or bonding) when other finishing techniques are too harsh or imprecise. Non-contact treatments are also easier to automate because they require lower maintenance and generate less dust.
Lasers focus light of a specific wavelength in a very small area to generate high energy levels. At Laserax, we use the 1,064 nm wavelength because metals absorb this wavelength efficiently.
The high energy of the laser beam is capable of removing surface contaminants and modifying the surface roughness. The process also generates a plasma plume that can be used to alter the chemical composition of the surface to increase adhesive properties.
Lasers offer a high control over the surface finish. You can find a wide range of finishes we’ve obtained with lasers in the Examples of Surface Finishes with Lasers section.
Plasma treatments heat up gas such as argon or oxygen until they become plasma. Plasma is extremely hot and can be used to carbonize contaminants, etch certain materials, and modify the chemical composition of the surface.
While plasma is less expensive than laser technology, it does not offer the same level of control. Plasma etching, for example, requires that a mask be applied on the surface to control the etching pattern, whereas laser texturing can directly etch specific patterns on the surface without the need for a mask.
During my research on the effect of laser texturing on metal surfaces, I was able to analyze how different types of surface finishes can improve adhesive bonding on metal surfaces.
Here are some of the patterns I looked at.
In most cases, linear patterns with a small overlap between each line offer the best and most efficient surface finish. First, lines are etched faster than other types of patterns. Second, they cover all the metal surface, ensuring that contaminants are removed everywhere and that roughness is improved over the complete surface.
Linear Finish on Steel 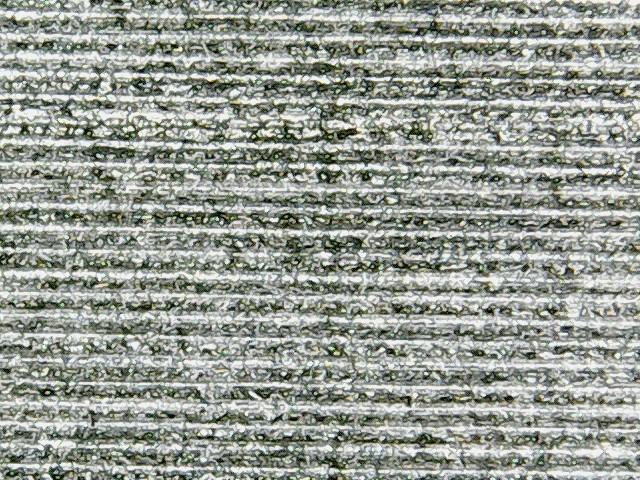 | Linear Finish on Molybdenum 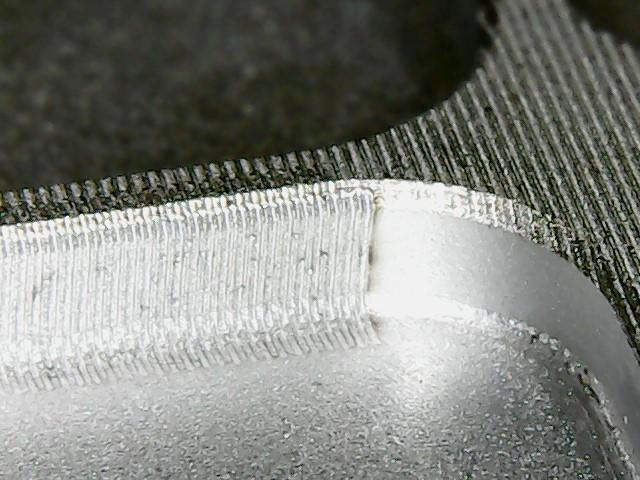 |
Random patterns provide a finish that covers the entire surface, offering great adhesive properties. However, creating random patterns with lasers takes more time (about 10 times longer than linear patterns).
Random Finish on Steel  | Random Finish on Aluminum 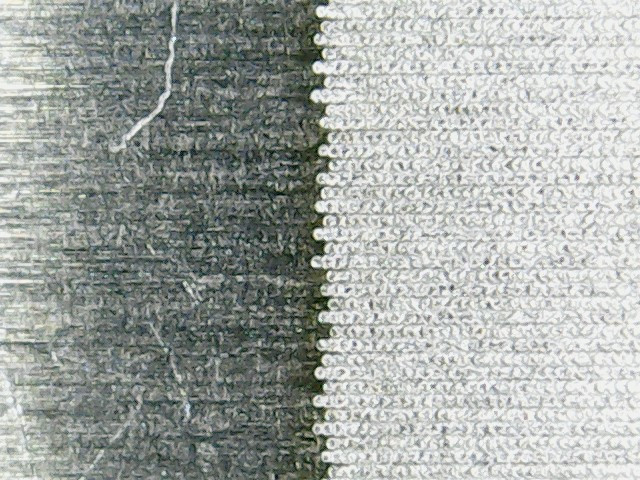 |
Grid patterns require less time to create than random patterns and offer good adhesive properties as well. However, they also require more time to create than linear patterns while offering similar adhesive properties. If your priority is efficiency, there is no reason to choose a grid finish over a linear finish.
Grid Finish on Steel 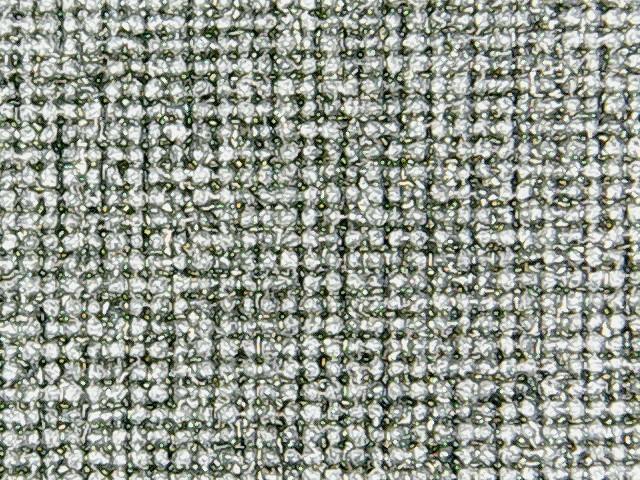 |
I found that in most cases, circular patterns do not provide good bonding properties. That’s because they do not cover the entire surface, often leaving contaminants on the surface as well as untextured areas (which leads to weaker bonds). You can easily see why when you look at this picture.
Circular Finish on Steel 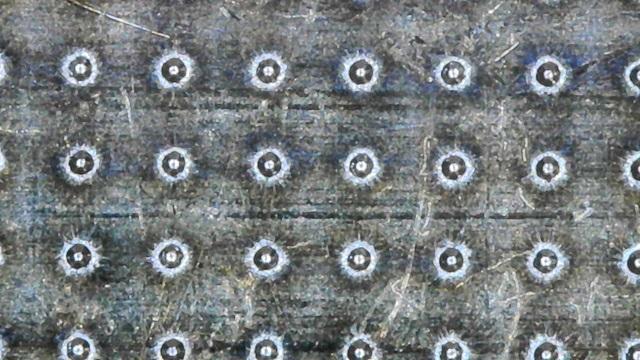 |
Whatever the finishing technique you are using, laser technology offers multiple possibilities to improve efficiency and quality. If you want to learn about how it can help you for your specific application, contact one of our experts.

Catherine holds a bachelor’s degree in Engineering Physics and a master's degree in Physics. She completed her master’s in partnership with Laserax to develop industrial solutions for the laser texturing of metallic surfaces. She is now the Applications Lab Supervisor at Laserax, where she oversees the team that tests and optimizes laser processes for clients.
Laser cleaning is an eco-friendly process used to remove rust, paint, oxide and other contaminants from metal surfaces. Because of its efficiency, it is being used in an increasing number of applications.
The e-coating process, also known as electrocoating, is a highly reliable method for protecting metal parts against corrosion, UV exposure and wear. By understanding how e-coating works and how to optimize it, you can ensure optimal throughput, reduce defects, and achieve high-quality coatings.
When bonding, coating, painting, printing or sealing, most manufacturers eventually experience adhesion failure, corrosion protection issues, or structural weaknesses. In this article, we will explain what surface treatment is and describe its benefits for various applications. We will also guide you in choosing among today’s 10 most common surface treatment methods.

