Dans le domaine de la fabrication industrielle, où la vitesse et la durabilité sont primordiales, la gravure laser s'est imposée comme l'une des solutions les plus efficaces et les plus fiables pour le marquage de haute qualité des pièces.
Elle est couramment utilisée dans des industries exigeantes telles que l'automobile et l'aérospatiale, où les pièces en aluminium doivent répondre à des exigences strictes en matière de traçabilité et de conformité.
Que vous travailliez avec de l'aluminium nu, de l'aluminium anodisé, de l'aluminium thermolaqué ou des alliages d'aluminium, le choix de la technologie de gravure laser appropriée peut faire toute la différence pour obtenir des marques uniformes, contrastées et durables.
Dans cet article, nous passerons en revue les éléments clés à prendre en compte pour la gravure laser sur aluminium, de la compréhension de son fonctionnement au choix de la machine la mieux adaptée à vos besoins spécifiques.
La gravure laser est un type de marquage laser qui utilise un faisceau laser pulsé focalisé pour retirer de la matière et créer des marques profondes, permanentes et précises, telles que :
Code Datamatrix (par exemple, codes QR)
Numéros de série
Codes-barres
Signalisation
Logos
Contrairement à d'autres méthodes, telles que l'impression à l'encre, le marquage par rayage ou le marquage Dot Peen, la gravure laser crée le motif gravé souhaité sans affecter ses propriétés ni retirer de matière en excès.
Ces marques 2D ou 3D peuvent recouvrir la surface d'un métal dans une gamme de gris allant du blanc au noir.
Afin de graver l'aluminium à l'aide de la technologie laser, nous devons atteindre un seuil d'intensité minimale du faisceau pour que le marquage soit visible.
Pour cela, la position de focalisation du faisceau laser doit se situer dans une plage de ±1,5 mm par rapport à la surface du matériau, en dehors de laquelle la qualité et le contraste du marquage diminuent.
La position de focalisation détermine le diamètre et l'intensité du faisceau laser sur la surface du métal. Les résultats de gravure varient en fonction des différentes distances focales (en mm) à l'intérieur et à l'extérieur de cette plage.
Une tête laser 2D donne les meilleurs résultats de gravure lorsque le point focal du faisceau est positionné soit à la surface (focalisation zéro), soit jusqu’à 1,5 mm au-dessus (focalisation positive), soit légèrement en dessous (focalisation négative).
Si la position varie d'une pièce à l'autre, une tête laser 3D équipée de capteurs de mesure de distance peut mesurer la position de la surface de chaque pièce et compenser la mise au point de manière dynamique. Cette étape supplémentaire ajoute qu'un retard de seulement moins de 50 ms.
Comme son nom l'indique, la tête 3D peut également marquer des formes tridimensionnelles, où la distance entre le faisceau laser focalisé et la surface du métal varie sur une même pièce.
Laser marked identifier on a 3D surface
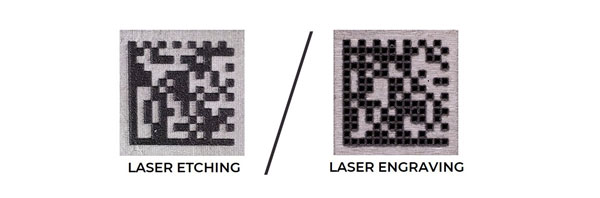
En quoi la gravure laser diffère-t-elle des autres types de marquage laser ?
Marquage laser par etching
Le marquage laser par etching est plus rapide que la gravure laser et consiste à faire fondre la surface métallique pour créer des marques en relief, au lieu de la vaporiser pour créer des cavités.
Dans ce cas, le faisceau laser chauffe la surface, la faisant se dilater et créant un motif texturé.
Cependant, les marques obtenues sont généralement moins durables que celles obtenues par gravure laser, en particulier lorsqu'elles sont exposées à des traitements de surface abrasifs tels que le sablage.
Pour cette raison, le marquage laser par etching peut être envisagé pour marquer l'aluminium si vous n'utilisez pas de traitements abrasifs. Il peut également être combiné à la gravure pour obtenir des contrastes de meilleure qualité en gravant les marques blanches et en gravant les marques noires.
Recuit laser
Le recuit laser est très différent du marquage laser par etching et de la gravure, car il n'enlève pas de matière et ne modifie pas la rugosité de la surface du métal.
Cette technique de marquage utilise un faisceau laser pour chauffer certains métaux (acier, acier inoxydable et titane). La chaleur localisée provoque la diffusion d'oxygène sous la surface du métal et modifie l’épaisseur de la couche d'oxyde interne.
Une fois le métal refroidi, vous remarquerez un changement de couleur qui n'affecte ni ses propriétés ni son revêtement protecteur.
Le recuit laser est inefficace sur l'aluminium, car, contrairement à l'acier et au titane, sa couche d'oxyde ne peut pas produire de changement de couleur visible sous l'effet de la chaleur.
Pourquoi la gravure laser est-elle adaptée à l'aluminium?
La gravure laser est idéale pour marquer les pièces en aluminium en raison de sa durabilité et de sa capacité de marquage à contraste élevé, en particulier dans les environnements industriels difficiles. Les marques permanentes obtenues résistent également à la chaleur, aux produits chimiques, à l'abrasion et aux traitements tels que le sablage et le grenaillage, contrairement aux méthodes de marquage non laser.
La gravure laser permet donc d'assurer une traçabilité optimale des pièces dans les industries manufacturières où diverses pièces en aluminium doivent être marquées dès le début de la chaîne de production, notamment :
Plaques d'estampage
Inserts de moules
Moulages sous pression
Extrusions
Lingots
Gueuses-mères
Comment fonctionne la gravure laser sur aluminium ?
Étape 1 : Configuration laser
Tout d'abord, l'opérateur laser (ou le logiciel intégré) configure les paramètres laser en fonction de la géométrie de la pièce et de la qualité de l'aluminium.
Ces paramètres comprennent :
Puissance laser (W) : quantité moyenne d’énergie délivrée par seconde par un laser à impulsions. Elle influence la quantité de matière retirée de la surface de la pièce pendant le processus de gravure laser. Pour la gravure sur aluminium, une puissance laser plus élevée permet une gravure plus profonde et un traitement plus rapide. Cependant, une puissance excessive peut endommager la surface de la pièce.
Énergie d'impulsion (mJ) : quantité d’énergie contenue dans chaque impulsion laser, calculée en divisant la puissance moyenne par la fréquence d'impulsion. Une énergie d'impulsion plus élevée permet une gravure plus rapide de l'aluminium en réduisant le nombre de passages nécessaires pour obtenir une profondeur donnée. Une énergie d'impulsion plus faible est mieux adaptée aux pièces en aluminium qui nécessitent un marquage moins profond.
Fréquence d'impulsion (kHz) : également appelée taux de répétition, la fréquence d'impulsion décrit le nombre d'impulsions laser émises par seconde. Des fréquences plus élevées permettent d'obtenir des finitions de surface en aluminium plus lisses et un contraste plus uniforme, mais réduisent la profondeur de gravure, car chaque impulsion a moins d’énergie.
Durée d'impulsion (ns) : durée de chaque impulsion laser, qui influe sur la manière dont l’énergie interagit avec l'aluminium. Les impulsions plus courtes ont des puissances maximales plus élevées, ce qui permet une gravure précise tout en empêchant l'oxydation de l'aluminium et la formation de bavures.
Distance focale (mm) : distance entre la lentille de focalisation du laser et le point où le faisceau converge vers son point le plus petit sur la surface de la pièce en aluminium (le point focal). Elle influence la taille du point et la concentration d’énergie sur le métal. Une distance focale précise garantit une gravure nette de l'aluminium et empêche les marques floues ou inégales.
Taille de point (um) : diamètre du faisceau laser au point focal. Une taille de point plus petite concentre l’énergie dans une zone plus restreinte, ce qui se traduit par une densité d’énergie plus élevée. Cela permet une gravure plus rapide et plus profonde sur l'aluminium, avec des détails plus fins. À l'inverse, une taille de point plus grande répartit l’énergie, ce qui peut être utile pour le marquage de surface sur des zones plus larges, mais offre une résolution plus faible et un enlèvement de matière moins efficace.
Vitesse de balayage (mm/s) : vitesse à laquelle le faisceau laser se déplace sur la surface de l'aluminium. Des vitesses plus lentes augmentent le temps d'exposition, ce qui permet de graver des marques plus profondes ou plus foncées sur les pièces en aluminium. Des vitesses plus élevées sont idéales pour un marquage peu profond ou à grande vitesse, mais peuvent sacrifier la profondeur ou le contraste.
Espacement des lignes (mm) : la gravure laser consiste en plusieurs passages linéaires jusqu’à obtenir la forme souhaitée (par exemple, un code Datamatrix de forme carrée). L'espacement des lignes définit la distance entre les lignes adjacentes pendant le marquage laser, ce qui influence le temps de marquage et le contraste. Comme pour tout autre matériau, un espacement plus large permet une gravure plus rapide de l'aluminium, mais réduit la lisibilité visuelle.
Nombre de passages : nombre de fois où le faisceau laser balaye la même zone. La gravure de l'aluminium nécessite souvent plusieurs passages (ou balayages) pour atteindre la profondeur ou le contraste souhaité. Un nombre plus important de passages permet au laser d'enlever progressivement la matière sans accumulation excessive de chaleur. Cette approche permet de conserver la définition des bords et d’éviter la déformation des pièces en aluminium fines ou sensibles à la chaleur.
Étape 2 : Gravure laser
Le faisceau pulsé, généralement issu d'un laser à fibre optique ou UV, est dirigé sur la surface en aluminium à l'aide d'une tête de balayage galvo ou d'une optique à commande numérique.
Pour le marquage 3D, le trajet de balayage du système est étroitement contrôlé afin de garantir l'uniformité sur des géométries complexes.
Les impulsions laser délivrent de courtes rafales d’énergie intense qui vaporisent l'aluminium couche par couche. Ce processus d'ablation permet de former des lignes, des motifs ou des codes de données gravés.
Les particules et les fumées sont extraites ou nettoyées après ou pendant le processus de gravure afin d’éviter toute contamination des pièces traitées et de l'environnement de travail.
La gravure laser peut être réalisée dans un environnement sûr qui garantit la sécurité laser de classe 1, assurant ainsi qu'aucun opérateur n'est exposé à un risque grave.
En matière de profondeur de marquage, la gravure laser profonde peut atteindre des niveaux d'ablation supérieurs à 300 µm. La vidéo suivante montre comment la technologie laser permet de graver des identifiants durables et de répondre aux cycles les plus exigeants :
Étape 3 : Contrôle qualité
Cette étape consiste à vérifier trois critères clés de gravure : la profondeur, le contraste et la lisibilité.
L'importance de chacun de ces attributs peut varier en fonction du type de marquage (numéro de série, logo, marque ou code Datamatrix) et des normes applicables. Voici comment vérifier ces critères :
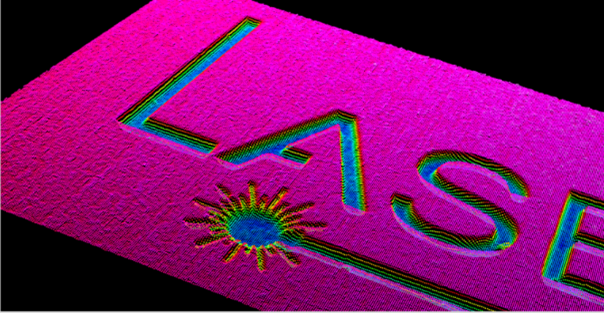
Profondeur
La mesure de la profondeur de gravure peut être effectuée indirectement en analysant les ombres ou la réflectivité avec différents réglages d’éclairage.
Elle peut également être effectuée à l'aide d'un logiciel de profilage 3D pour obtenir des données topographiques plus précises, comme le montre cet exemple.
Pour les pièces en aluminium qui nécessitent des marquages plus résistants (p. ex. environnements difficiles ou traitements abrasifs), la profondeur mesurée doit atteindre un seuil de profondeur déterminé afin de garantir une qualité durable.
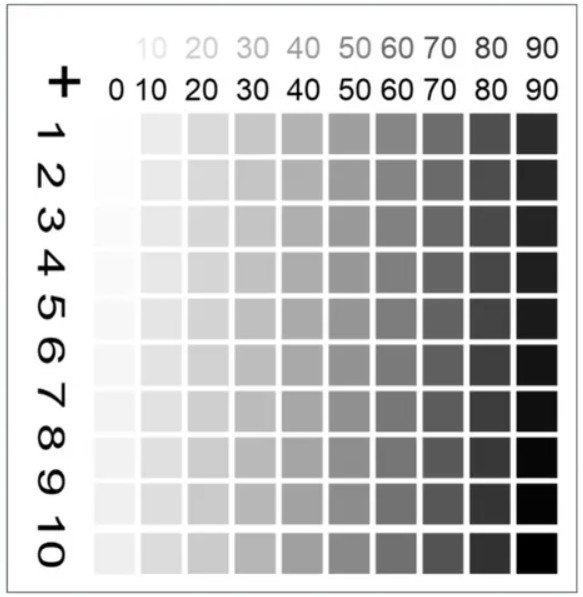
Contraste
Le contraste de la gravure peut être évalué en comparant les valeurs de gris des zones traitées et non traitées d'une pièce en aluminium.
La surface marquée apparaîtra plus sombre, et le matériau non traité sera plus clair, car il réfléchit davantage la lumière.
Le contraste résultant entre les deux zones, également appelé différence d'intensité des pixels, peut être calculé à l'aide d'une matrice de gris, où chaque pixel a une nuance de gris différente allant du blanc au noir.
Cette mesure est généralement effectuée manuellement lors des tests ou par le biais de tests de lisibilité afin de confirmer que le contraste est suffisamment élevé pour rendre le code lisible.
Lisibilité
Ce critère est particulièrement pertinent pour les codes Datamatrix et les codes-barres.
La méthode la plus courante pour évaluer la lisibilité consiste à utiliser un lecteur de code portable. Si le code ne peut pas être lu par le lecteur, il doit être signalé pour être retravaillé ou rejeté.
Certains fabricants intègrent des systèmes de vision en ligne (comme celui ci-dessous) dans leur production afin de contrôler la lisibilité des gravures et d’évaluer la qualité en temps réel. Sinon, des inspections manuelles doivent être effectuées régulièrement.
Lecteur de codes-barres en ligne pour le contrôle qualité
Si un revêtement ou un traitement protecteur est appliqué après l’étape de gravure laser, un autre contrôle qualité est nécessaire pour vérifier si la qualité du marquage a été affectée.
Types de lasers pour différents types d'aluminium
Le choix du laser le mieux adapté à votre application doit être basé sur le type d'aluminium que vous utilisez.
Aluminium nu
La plupart des alliages d'aluminium standard ont une réflectivité et une conductivité thermique élevées, ce qui les rend plus difficiles à graver.
Dans ce cas, vous devez utiliser un marqueur laser à fibre optique avec une puissance maximale élevée et des impulsions courtes pour obtenir une vaporisation efficace avec une zone affectée par la chaleur (ZAC) minimale.
Le processus de gravure laser est relativement rapide pour les alliages courants (tels que le 6061 et le 5052), comme vous pouvez le voir ci-dessous :
Puissance laser (W)
Vitesse de gravure (mm3/s)
100
0.41–0.70
200
0.70–1.27
300
0.81–1.81
500
1.00–2.51
Aluminium anodisé
En revanche, l'aluminium anodisé est plus facile à graver.
Sa couche anodisée poreuse, souvent teintée pour lui donner de la couleur, permet au laser d'enlever uniquement une fine couche superficielle et de révéler le métal réfléchissant qui se trouve en dessous. Cela permet d'obtenir des marquages nets et très contrastés.
Les lasers à fibre optique et les lasers CO₂ peuvent tous deux être utilisés avec l'aluminium anodisé, mais les lasers à fibre optique restent 2 à 5 fois plus rapides en raison de leur longueur d'onde plus courte qui est absorbée plus efficacement.
Cependant, cet avantage en matière de vitesse diminue avec la profondeur de gravure.
Aluminium peint, revêtu par électrodéposition et thermolaqué
De même, la gravure de ces types d'aluminium consiste à retirer sélectivement la peinture ou le revêtement de la surface de l'aluminium afin de révéler le métal de base sous-jacent et de créer une marque très contrastée.
Bien que les lasers CO₂ excellent dans la vaporisation des revêtements sans affecter directement le métal, les lasers à fibre optique peuvent également être utilisés. Dans les deux cas, une ventilation adéquate est nécessaire pour extraire toutes les fumées de revêtement.
La vidéo ci-dessous montre comment fonctionne la gravure laser sur des pignons et des couronnes dentées revêtus de phosphate, en retirant avec précision le matériau de revêtement et en marquant les pièces sans affecter le matériau de base :
Principales applications industrielles
Dans l'industrie automobile et des véhicules électriques, la gravure laser permanente peut être utilisée pour l'identification cohérente des pièces en alliage d'aluminium, la traçabilité des composants, la valorisation de la marque et l’étiquetage afin de faciliter l'assemblage des véhicules.
Par exemple, un système de gravure laser à fibre optique peut marquer avec précision les cellules de batterie en aluminium, les feuilles d’électrodes (jelly rolls), les boîtiers, les modules et les packs afin de maintenir la traçabilité dans des environnements difficiles et lors des processus ultérieurs.
Gravure laser sur batterie
L'aérospatiale est une autre industrie clé où la gravure laser peut être utilisée sur des pièces, des composants et des assemblages à base d'alliages afin de créer des marquages à contraste élevé qui résistent à des conditions extrêmes.
Plusieurs applications laser font également leur apparition dans le domaine de l’énergie solaire photovoltaïque. La gravure laser peut être utilisée pour identifier, marquer ou étiqueter les cadres de panneaux solaires en aluminium, les systèmes de montage et les supports.
Contrairement aux autocollants ou aux méthodes à base d'encre, les marquages gravés sur les composants des panneaux solaires ne s'estompent pas, ne se décollent pas et ne se dégradent pas pendant toute la durée de vie du système, qui peut atteindre 40 ans.
5 conseils d'experts
Que vous affiniez une ligne de production à grande vitesse ou que vous réalisiez des gravures-prototypes uniques, ces conseils d'experts peuvent vous aider à améliorer la qualité de la marque, la fiabilité du système et l'efficacité du processus.
L'application de ces réglages laser et de ces considérations relatives aux matériaux à votre application spécifique peut vous aider à garantir des performances de marquage laser optimales sur l'aluminium.
Puissance laser et choix de lentilles
Nous recommandons d'utiliser au moins un laser à fibre de 100 W pour graver l'aluminium. Cela vous permettra d'atteindre la profondeur de gravure souhaitée tout en respectant votre temps de cycle.
De plus, une lentille plus petite avec une distance focale de 254 mm permet de graver l'aluminium deux fois plus vite (jusqu’à 0,70 mm³/s) qu'une lentille plus grande avec une distance focale de 420 mm (jusqu’à 0,36 mm³/s).
Impact des types d'aluminium
Les éléments d'alliage tels que le silicium ou le magnésium peuvent modifier la réflectivité et la conductivité thermique, ce qui a un impact sur la profondeur ou la couleur d'une marque.
Pour résoudre ce problème, une énergie d'impulsion plus élevée ou un plus grand nombre de passages peut aider à atteindre la même profondeur avec des alliages plus difficiles.
L'aluminium anodisé nécessite également une vitesse de balayage, une fréquence d'impulsion et une distance focale différentes de celles de l'aluminium nu.
Dans tous les cas, veillez à ajuster les paramètres de votre laser en fonction du type d'aluminium avec lequel vous travaillez.
En respectant ses caractéristiques spécifiques et en configurant votre système laser en conséquence, vous garantirez une qualité de marquage optimale et constante.
Température du matériau
En général, les matériaux plus chauds peuvent être gravés plus rapidement. Le préchauffage réduit l’écart entre la température du matériau et son seuil d'ablation laser.
Dans le cas de l'aluminium 6061, par exemple, ce seuil est atteint à 585 °C/1 085 °F.
Si vous travaillez avec des cycles courts, le préchauffage de votre aluminium avant le processus de marquage peut augmenter la vitesse et la profondeur de gravure jusqu’à 40 %.
Finition de surface
L’énergie concentrée d'un faisceau laser est soit absorbée, soit réfléchie par le métal.
N'oubliez pas que la finition d'une surface en aluminium, qu'elle soit brossée, polie ou texturée, influe sur la manière dont le faisceau laser interagit avec le matériau.
Les surfaces en aluminium hautement polies réfléchissent une partie importante de l’énergie laser, ce qui réduit l'efficacité de l'absorption. Cette réflectivité élevée peut entraîner des résultats de gravure irréguliers et nécessiter une puissance laser plus élevée ou plusieurs passages pour obtenir la marque souhaitée.
Les finitions brossées ou texturées dispersent le faisceau laser, provoquant de multiples réflexions au sein des microstructures gravées, ce qui améliore l'absorption d’énergie et rend la gravure plus efficace.
Ajustez la puissance laser, la vitesse de balayage, la fréquence et la durée des impulsions en fonction de la finition de la surface de votre aluminium afin de garantir une absorption adéquate et des gravures de haute qualité.
Importance des tests
Effectuez toujours des tests préliminaires pour valider vos paramètres laser et éviter les erreurs de production.
Toutes les variables évoquées précédemment, du type d'aluminium au nombre de caractères à graver, peuvent affecter la qualité globale du marquage.
Des tests approfondis avec différents paramètres sont le meilleur moyen de trouver la recette laser parfaite pour votre application. Ces tests peuvent être effectués grâce à notre service de marquage laser.
Besoin d'une gravure laser ?
Comme vous le savez maintenant, la gravure laser peut profiter à votre chaîne de production de nombreuses façons et vous aider à répondre aux exigences les plus strictes.
Souhaitez-vous discuter de votre application avec l'un de nos experts ?
Catherine est titulaire d’un baccalauréat en génie physique et d’une maîtrise en physique. Elle a obtenu sa maîtrise en partenariat avec Laserax afin de développer des solutions industrielles pour la texturation laser de surfaces métalliques. Elle occupe aujourd’hui le poste de superviseur du laboratoire d’applications chez Laserax, où elle supervise l’équipe chargée de tester et d’optimiser les processus laser pour les clients.
Le marquage permanent des pièces va des logos et numéros de série aux codes-barres et marques de certification. Il s’agit d’une étape cruciale dans le processus de fabrication pour maintenir le contrôle de la qualité, se conformer aux exigences réglementaires et garantir la traçabilité des produits.
Pour le marquage laser industriel, les lasers à grande vitesse sont essentiels pour respecter des calendriers de production serrés tout en maintenant des normes de qualité élevées. Mais avec autant d’options disponibles, le choix peut être difficile. Après tout, vous voulez une machine qui non seulement fonctionne à grande vitesse, mais qui soit également rentable.
Le marquage laser est le premier choix des fabricants qui souhaitent améliorer leurs capacités de traçabilité. La technologie laser à fibre optique est reconnue comme la meilleure option en matière de marquage direct, de codes à contraste élevé, de résistance post-traitement et de facilité d’intégration.