In der industriellen Fertigung, wo es vor allem auf Geschwindigkeit und Langlebigkeit ankommt, hat sich das Lasergravieren als eine der effizientesten und zuverlässigsten Lösungen für eine hochwertige Teilekennzeichnung bewährt.
Es wird häufig in anspruchsvollen Branchen wie der Automobilindustrie und der Luft- und Raumfahrt eingesetzt, wo Aluminiumteile strenge Anforderungen an Rückverfolgbarkeit und Compliance erfüllen müssen.
Ganz gleich, ob Sie mit blankem Aluminium, eloxiertem Aluminium, pulverbeschichtetem Aluminium oder Aluminiumlegierungen arbeiten – die Wahl der richtigen Lasergravurtechnik kann entscheidend sein, um konsistente, kontrastreiche und dauerhafte Markierungen zu erzielen.
In diesem Artikel gehen wir auf die wichtigsten Aspekte des Lasergravierens von Aluminium ein – von der Funktionsweise bis hin zur Auswahl des besten Geräts für Ihre spezifischen Anforderungen.
Das Lasergravieren ist eine Art der Laserbeschriftung, bei der ein fokussierter, gepulster Laserstrahl verwendet wird, um Material abzutragen und tiefe, dauerhafte und präzise Markierungen zu erzeugen, zum Beispiel:
Datenmatrix-Codes (z. B. QR-Codes)
Seriennummern
Barcodes
Kennzeichnungen
Logos
Im Gegensatz zu anderen Methoden wie dem Tintenstrahldruck, dem Ritzen oder der Nadelmarkierung erzeugt die Lasergravur das gewünschte Gravurmuster, ohne dessen Eigenschaften zu beeinträchtigen oder übermäßig viel Material abzutragen.
Diese 2D- oder 3D-Markierungen können die Oberfläche eines Metalls in einer breiten Palette von Grautönen von Weiß bis Schwarz abdecken.
Um Aluminium mittels Lasertechnologie zu gravieren, muss eine Mindeststrahlintensität erreicht werden, damit die Markierung sichtbar wird.
Um dies zu gewährleisten, muss die Fokusposition des Laserstrahls innerhalb eines Bereichs von ±1,5 mm von der Materialoberfläche liegen. Außerhalb dieses Bereichs nehmen die Beschriftungsqualität und der Kontrast ab.
Die Fokusposition bestimmt den Durchmesser und die Intensität des Laserstrahls auf der Oberfläche des Metalls. Die Gravurergebnisse variieren bei verschiedenen Brennweiten (in mm) innerhalb und außerhalb dieses Bereichs.
Ein 2D-Laserkopf liefert die besten Gravurergebnisse, wenn der Brennpunkt des Strahls entweder auf der Oberfläche (Nullfokus), bis zu 1,5 mm darüber (positiver Fokus) oder leicht darunter (negativer Fokus) positioniert ist.
Wenn die Position von einem Teil zum anderen variiert, kann ein 3D-Laserkopf, der mit Sensoren zur Abstandsmessung ausgestattet ist, die Oberflächenposition jedes Teils messen und den Fokus dynamisch ausgleichen. Dieser zusätzliche Schritt führt nur zu einer Verzögerung von weniger als 50 ms.
Wie der Name schon sagt, kann der 3D-Kopf auch dreidimensionale Formen kennzeichnen, bei denen der Abstand zwischen dem fokussierten Laserstrahl und der Metalloberfläche auf ein und demselben Teil variiert.
Laser marked identifier on a 3D surface
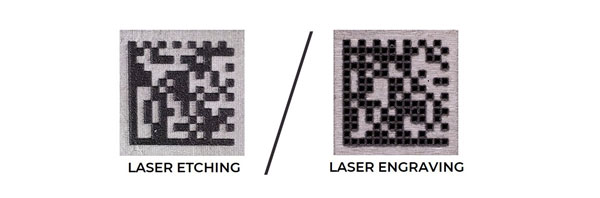
Wie unterscheidet sich das Lasergravieren von anderen Formen der Laserbeschriftung
Laserätzen
Das Laserätzen ist schneller als das Lasergravieren. Dabei wird die Metalloberfläche geschmolzen, um erhabene Markierungen zu erzeugen, anstatt sie zur Bildung von Hohlräumen zu verdampfen.
In diesem Fall erhitzt der Laserstrahl die Oberfläche, wodurch sie sich ausdehnt und ein strukturiertes Muster entsteht.
Die daraus resultierenden Markierungen sind jedoch in der Regel weniger haltbar als die mittels Lasergravieren erzielten, insbesondere wenn sie abrasiven Oberflächenbehandlungen wie dem Sandstrahlen unterzogen werden.
Aus diesem Grund kann das Laserätzen zur Markierung von Aluminium verwendet werden, wenn Sie keine abrasiven Verfahren einsetzen. Es kann auch mit dem Lasergravieren kombiniert werden, um hochwertigere Kontraste zu erzielen. Dabei werden die weißen Markierungen geätzt und die schwarzen Markierungen graviert.
Laserglühen
Das Laserglühen unterscheidet sich deutlich vom Ätzen und Gravieren, da hierbei kein Material abgetragen oder die Oberflächenrauheit des Metalls verändert wird.
Bei dieser Beschriftungstechnik wird ein Laserstrahl eingesetzt, um bestimmte Metalle (Stahl, Edelstahl und Titan) zu erhitzen. Durch die örtlich begrenzte Hitze diffundiert Sauerstoff unter die Metalloberfläche und verändert die Dicke der inneren Oxidschicht.
Nachdem das Metall abgekühlt ist, werden Sie eine Farbveränderung feststellen, die weder die Eigenschaften noch die Schutzschicht des Metalls beeinträchtigt.
Das Laserglühen ist bei Aluminium wirkungslos, da seine Oxidschicht im Gegensatz zu Stahl und Titan unter Hitze keine sichtbare Farbänderung hervorruft.
Warum eignet sich das Lasergravieren für Aluminium?
Das Lasergravieren ist aufgrund seiner Haltbarkeit und seiner Fähigkeit zur kontrastreichen Markierung ideal für die Kennzeichnung von Aluminiumteilen, insbesondere in rauen industriellen Umgebungen. Im Gegensatz zu Markierungsmethoden ohne Laser können die daraus resultierenden dauerhaften Markierungen auch Hitze, Chemikalien, Abrieb und Behandlungen wie dem Sandstrahlen und Kugelstrahlen standhalten.
Daher gewährleistet das Lasergravieren eine optimale Rückverfolgbarkeit von Teilen in Fertigungsindustrien, in denen verschiedene Aluminiumteile gleich zu Beginn der Produktionslinie markiert werden müssen. Dazu zählen:
Prägeplatten
Formeinsätze
Druckgussteile
Strangpressprofile
Blöcke
Brammen
Wie funktioniert das Lasergravieren von Aluminium?
Schritt 1: Laserkonfiguration
Zunächst konfiguriert der Laserbediener (oder die integrierte Software) die Laserparameter basierend auf der Geometrie des Teils und der Aluminiumsorte.
Dazu zählen:
Laserleistung (W): Die durchschnittliche Energiemenge, die ein gepulster Laser pro Sekunde abgibt. Sie beeinflusst, wie viel Material während der Lasergravur von der Oberfläche des Teils abgetragen wird. Beim Gravieren von Aluminium ermöglicht eine höhere Laserleistung eine tiefere Gravur und eine schnellere Bearbeitung. Eine zu hohe Leistung kann jedoch zu Oberflächenschäden am Teil führen.
Pulsenergie (mJ): Die in jedem Laserpuls enthaltene Energiemenge, berechnet durch Division der durchschnittlichen Leistung durch die Pulsfrequenz. Eine höhere Pulsenergie ermöglicht ein schnelleres Gravieren von Aluminium, da die Anzahl der für eine bestimmte Tiefe erforderlichen Durchgänge reduziert wird. Eine niedrigere Pulsenergie ist besser für Aluminiumteile geeignet, die eine flachere Markierung erfordern.
Pulsfrequenz (kHz): Die Pulsfrequenz wird auch als Wiederholrate bezeichnet und beschreibt die Anzahl der pro Sekunde emittierten Laserpulse. Höhere Frequenzen führen zu glatteren Aluminiumoberflächen und einem gleichmäßigeren Kontrast, verringern jedoch die Gravurtiefe, da jeder Impuls weniger Energie hat.
Pulsdauer (ns): Die Dauer jedes Laserpulses, die beeinflusst, wie die Energie mit dem Aluminium interagiert. Kürzere Pulse gehen mit einer höheren Spitzenleistung einher, was ein präzises Gravieren ermöglicht und gleichzeitig Aluminiumoxidation und Markierungsgrate verhindert.
Brennweite (mm): Der Abstand von der Fokussierlinse des Lasers zu dem Punkt, an dem der Strahl an seinem kleinsten Punkt auf der Oberfläche des Aluminiumteils konvergiert (dem Brennpunkt). Sie beeinflusst die Spotgröße und die Energiekonzentration auf dem Metall. Eine präzise Brennweite sorgt für scharfe Aluminiumgravuren und verhindert unscharfe oder ungleichmäßige Markierungen.
Spotgröße (um): Der Durchmesser des Laserstrahls am Brennpunkt. Eine kleinere Spotgröße konzentriert die Energie auf einen engeren Bereich, was zu einer höheren Energiedichte führt. Dies ermöglicht ein schnelleres und tieferes Gravieren auf Aluminium mit feineren Details. Im Gegensatz dazu verteilt eine größere Spotgröße die Energie, was für die Oberflächenmarkierung über größere Bereiche nützlich sein kann, aber eine geringere Auflösung und einen weniger effizienten Materialabtrag bietet.
Abtastgeschwindigkeit (mm/s): Die Geschwindigkeit, mit der sich der Laserstrahl über die Aluminiumoberfläche bewegt. Langsamere Geschwindigkeiten verlängern die Belichtungszeit, wodurch tiefere oder dunklere Markierungen auf Aluminiumteile graviert werden können. Schnellere Geschwindigkeiten sind ideal für flache oder schnelle Markierungen, können zulasten der Tiefe oder des Kontrasts gehen.
Linienabstand (mm): Das Lasergravieren erfolgt in mehreren linearen Durchgängen, bis die gewünschte Form erreicht ist (z. B. ein quadratischer Datenmatrix-Code). Der Linienabstand definiert den Abstand zwischen benachbarten Linien während der Laserbeschriftung und beeinflusst die Markierungsdauer und den Kontrast. Wie bei jedem anderen Material führt ein größerer Abstand zu einer schnelleren Gravur des Aluminiums, vermindert jedoch die Lesbarkeit.
Anzahl der Durchgänge: Gibt an, wie oft der Laserstrahl denselben Bereich abtastet. Das Gravieren von Aluminium erfordert oft mehrere Durchgänge (oder Abtastungen), um die gewünschte Tiefe oder den gewünschten Kontrast zu erreichen. Mehrere Durchgänge ermöglichen es dem Laser, das Material allmählich abzutragen, ohne dass es zu einer übermäßigen Wärmeentwicklung kommt. Dieser Ansatz hilft, die Kantenschärfe zu erhalten und Verzerrungen bei dünnen oder hitzeempfindlichen Aluminiumteilen zu vermeiden.
Schritt 2: Lasergravieren
Der gepulste Strahl, in der Regel von einem Faser- oder UV-Laser, wird mittels einem Galvo-Scankopf oder CNC-gesteuerter Optik auf die Aluminiumoberfläche gerichtet.
Bei der 3D-Beschriftung wird der Scanpfad des Systems streng kontrolliert, um die Gleichmäßigkeit komplexer Geometrien zu gewährleisten.
Die Laserpulse liefern kurze, intensive Energieschübe, die das Aluminium Schicht für Schicht verdampfen. Dieser Ablationsprozess kann gravierte Linien, Muster oder Datencodes erzeugen.
Partikel und Dämpfe werden nach oder während des Graviervorgangs abgesaugt oder gereinigt, um eine Verunreinigung der bearbeiteten Teile und der Arbeitsumgebung zu verhindern.
Das Lasergravieren kann in einer sicheren Umgebung durchgeführt werden, die Lasersicherheit der Klasse 1 garantiert, sodass kein Bediener einer ernsthaften Gefahr ausgesetzt ist.
Hinsichtlich der Markierungstiefe können mittels Tiefenlasergravieren Abtragungstiefen von mehr als 300 µm erreicht werden. Das folgende Video zeigt, wie mittels Lasertechnologie dauerhafte Kennzeichnungen graviert und die anspruchsvollsten Zykluszeiten gewährleistet werden können:
Schritt 3: Qualitätskontrolle
Bei diesem Schritt werden drei wichtige Gravurkriterien überprüft: Tiefe, Kontrast und Lesbarkeit.
Je nach Art der Kennzeichnung (Seriennummer, Logo, Marke oder Datenmatrix-Code) und geltenden Normen können diese Attribute unterschiedlich wichtig sein. So können Sie diese Kriterien überprüfen:
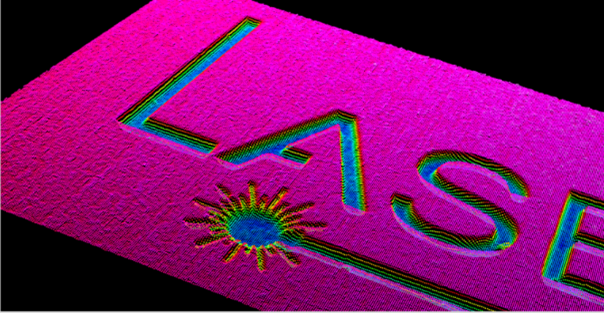
Tiefe
Die Messung der Gravurtiefe kann indirekt durch die Analyse der Schatten oder der Reflektivität bei verschiedenen Beleuchtungseinstellungen erfolgen.
Für präzisere topografische Daten kann auch eine 3D-Profiler-Software verwendet werden, wie in diesem Beispiel gezeigt.
Bei Aluminiumteilen, die widerstandsfähigere Markierungen erfordern (z. B. in rauen Umgebungen oder bei abrasiven Behandlungen), sollte die gemessene Tiefe einen bestimmten Schwellenwert erreichen, um dauerhafte Qualität zu gewährleisten.
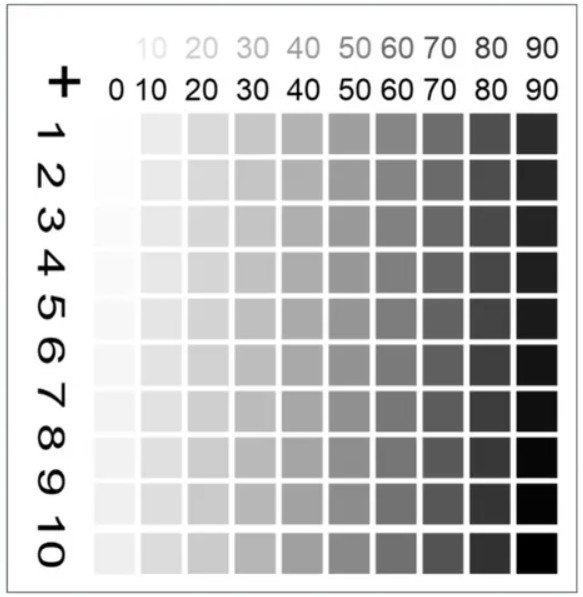
Kontrast
Der Gravurkontrast kann durch den Vergleich der Graustufenwerte der behandelten und unbehandelten Bereiche eines Aluminiumteils beurteilt werden.
Die markierte Oberfläche erscheint dunkler, während das unberührte Material heller ist, da es mehr Licht reflektiert.
Der sich daraus ergebende Kontrast zwischen den beiden Zonen, auch als Pixelintensitätsdifferenz bezeichnet, kann mit einer Graustufenmatrix berechnet werden, bei der jedes Pixel einen anderen Graustufenwert von Weiß bis Schwarz hat.
Diese Messung wird in der Regel manuell während der Tests oder durch Lesbarkeitstests durchgeführt, um sicherzustellen, dass der Kontrast hoch genug ist, um den Code lesbar zu machen.
Lesbarkeit
Dieses Kriterium ist insbesondere für Datenmatrix-Codes und Barcodes relevant.
Die gängigste Methode, um die Lesbarkeit zu beurteilen, ist die Verwendung eines tragbaren Codescanners. Wenn der Code nicht mit dem Scanner gelesen werden kann, sollte er zur Nachbearbeitung oder Zurückweisung markiert werden.
Einige Hersteller integrieren Inline-Bildverarbeitungssysteme (wie das unten dargestellte) in ihre Produktion, um Gravuren auf Lesbarkeit zu prüfen und die Qualität in Echtzeit zu beurteilen. Andernfalls sollten regelmäßig manuelle Inspektionen durchgeführt werden.
An inline barcode reader for quality control
Wenn nach dem Lasergravieren eine Schutzbeschichtung oder -behandlung durchgeführt wird, ist eine weitere Qualitätsprüfung erforderlich, um festzustellen, ob die Qualität der Markierung beeinträchtigt wurde.
Laserarten für verschiedene Arten von Aluminium
Die Wahl des besten Lasers für Ihre Anwendung sollte sich nach der Art des Aluminiums richten, mit dem Sie arbeiten.
Blankes Aluminium
Die meisten Standard-Aluminiumlegierungen haben ein hohes Reflexionsvermögen und eine hohe Wärmeleitfähigkeit, wodurch sie sich schwieriger gravieren lassen.
In solchen Fällen sollten Sie einen Faserlaserbeschrifter mit hoher Spitzenleistung und kurzen Impulsen verwenden, um eine effektive Verdampfung mit minimaler Wärmeeinflusszone (WEZ) zu erreichen.
Der Lasergraviervorgang für gängige Legierungen (wie 6061 und 5052) ist relativ schnell, wie Sie im Folgenden sehen können:
Laserleistung (W)
Graviergeschwindigkeit (mm3/s)
100
0,41–0,70
200
0,70–1,27
300
0,81–1,81
500
1,00–2,51
Eloxiertes Aluminium
Andererseits lässt sich eloxiertes Aluminium leichter gravieren.
Die poröse Eloxalschicht, die oft eingefärbt ist, ermöglicht es dem Laser, nur eine dünne Oberflächenschicht zu entfernen und das darunter liegende reflektierende Metall freizulegen. So erhalten Sie scharfe, kontrastreiche Markierungen.
Sowohl Faser- als auch CO2-Laser können für eloxiertes Aluminium verwendet werden. Faserlaser sind jedoch 2 bis 5 Mal schneller, da ihre kürzere Wellenlänge effektiver absorbiert wird.
Dieser Geschwindigkeitsvorteil nimmt jedoch mit der Gravurtiefe ab.
Lackiertes, E-beschichtetes und pulverbeschichtetes Aluminium
Beim Gravieren dieser Aluminiumarten wird ebenso die Farbe oder Beschichtung selektiv von der Oberfläche des Aluminiums entfernt, um das darunter liegende Grundmetall freizulegen und eine kontrastreiche Markierung zu erzeugen.
Obwohl CO2-Laser hervorragend geeignet sind, um Beschichtungen zu verdampfen, ohne das Metall direkt anzugreifen, können auch Faserlaser eingesetzt werden. In beiden Fällen ist eine angemessene Belüftung erforderlich, um alle Beschichtungsdämpfe abzusaugen.
Das folgende Video zeigt, wie das Lasergravieren bei phosphatbeschichteten Ritzeln und Zahnkränzen funktioniert. Dabei wird das Beschichtungsmaterial präzise abgetragen und die Teile werden markiert, ohne dass das Grundmaterial beeinträchtigt wird:
Wichtige industrielle Anwendungen
In der Automobil- und Elektrofahrzeugindustrie kann die permanente Lasergravur zur konsistenten Kennzeichnung von Teilen aus Aluminiumlegierungen, zur Rückverfolgbarkeit von Komponenten sowie zur Markenkennzeichnung und Beschriftung verwendet werden, um die Fahrzeugmontage zu erleichtern.
Ein Faserlaser-Graviersystem kann zum Beispiel zur präzisen Markierung von Aluminiumbatteriezellen, Elektrodenfolien (Jelly Rolls), Gehäusen, Modulen und Packs verwendet werden, um die Rückverfolgbarkeit in rauen Umgebungen und bei weiteren Prozessen zu gewährleisten.
Battery laser engraving
Die Luft- und Raumfahrt ist eine weitere wichtige Industrie, in der das Lasergravieren auf Teilen, Komponenten und Baugruppen auf Legierungsbasis eingesetzt werden kann, um kontrastreiche Markierungen zu erzeugen, die extremen Bedingungen standhalten.
Auch in der Solar- und Photovoltaikindustrie halten verschiedene Laseranwendungen Einzug. Die Lasergravur kann zur Bezeichnung, Markenkennzeichnung oder Beschriftung von Aluminiumrahmen für Solarmodule sowie von Montage- und Trägersystemen verwendet werden.
Im Gegensatz zu Aufklebern oder tintenbasierten Methoden können die eingravierten Markierungen auf den Solarmodulkomponenten während der Lebensdauer des Systems, die bis zu 40 Jahre betragen kann, weder verblassen noch sich lösen oder abnutzen.
5 Experten-Tipps
Ganz gleich, ob Sie eine Hochgeschwindigkeits-Produktionslinie optimieren oder einmalige Prototyp-Gravuren anfertigen – diese Expertentipps helfen Ihnen, die Markierungsqualität, Systemzuverlässigkeit und die Prozesseffizienz zu verbessern.
Wenn Sie diese Lasereinstellungen und Materialüberlegungen auf Ihre spezifische Anwendung übertragen, können Sie eine optimale Laserbeschriftungsleistung auf Aluminium sicherstellen.
Laserleistung und Linsenauswahl
Wir empfehlen, für das Gravieren von Aluminium einen Faserlaser mit mindestens 100 W zu verwenden. Auf diese Weise erreichen Sie die gewünschte Gravurtiefe und können gleichzeitig die Zykluszeit einhalten.
Außerdem kann eine kleinere Linse mit einer Brennweite von 254 mm Aluminium doppelt so schnell gravieren (bis zu 0,70 mm3/s) wie eine größere Linse mit einer Brennweite von 420 mm (bis zu 0,36 mm3/s).
Auswirkungen von Aluminiumarten
Legierungselemente wie Silizium oder Magnesium können das Reflexionsvermögen und die Wärmeleitfähigkeit verändern, was Einfluss darauf hat, wie tief oder dunkel eine Markierung erscheint.
Um dem entgegenzuwirken, können höhere Pulsenergien oder mehr Durchgänge helfen, bei anspruchsvolleren Legierungen die gleiche Tiefe zu erreichen.
Eloxiertes Aluminium erfordert auch eine andere Abtastgeschwindigkeit, Pulsfrequenz und Brennweite als blankes Aluminium.
Stellen Sie in jedem Fall sicher, die Laserparameter an die Aluminiumart anzupassen, mit der Sie arbeiten.
Indem Sie die spezifischen Eigenschaften berücksichtigen und Ihr Lasersystem entsprechend konfigurieren, gewährleisten Sie eine optimale und gleichbleibende Qualität der Markierung.
Materialtemperatur
Im Allgemeinen können wärmere Materialien schneller graviert werden. Das Vorwärmen verringert den Abstand zwischen der Temperatur des Materials und seiner Laserablationsschwelle.
Bei Aluminium 6061 wird dieser Schwellenwert beispielsweise bei 585 °C (1.085 °F) erreicht.
Wenn Sie mit kurzen Zykluszeiten arbeiten, kann das Vorwärmen des Aluminiums vor dem Markierungsprozess die Geschwindigkeit und Tiefe der Gravur um bis zu 40 % erhöhen.
Oberflächenfinish
Die fokussierte Energie eines Laserstrahls wird vom Metall entweder absorbiert oder reflektiert.
Beachten Sie, dass das Finish einer Aluminiumoberfläche – ob gebürstet, poliert oder texturiert – die Interaktion des Laserstrahls mit dem Material beeinflusst.
Hochglanzpolierte Aluminiumoberflächen reflektieren einen erheblichen Teil der Laserenergie und verringern so die Absorptionseffizienz. Diese hohe Reflektivität kann zu inkonsistenten Gravurergebnissen führen und erfordert möglicherweise eine höhere Laserleistung oder mehrere Durchgänge, um die gewünschte Markierung zu erzielen.
Gebürstete oder texturierte Oberflächen streuen den Laserstrahl und verursachen Mehrfachreflexionen innerhalb der gravierten Mikrostrukturen, was die Energieabsorption verbessert und zu einer effizienteren Gravur führt.
Passen Sie die Laserleistung, die Abtastgeschwindigkeit, die Pulsfrequenz und die Pulsdauer an das Finish der Aluminiumoberfläche an, um eine gute Absorption und hochwertige Gravuren zu gewährleisten.
Die Bedeutung von Tests
Führen Sie immer Testmarkierungen durch, um Ihre Laserparameter zu validieren und Produktionsfehler zu vermeiden.
Alle zuvor besprochenen Variablen, von der Art des Aluminiums bis hin zur Anzahl der zu gravierenden Zeichen, können die Gesamtqualität der Markierung beeinflussen.
Eingehende Tests mit unterschiedlichen Parametern sind der beste Weg, um die perfekte Lasereinstellung für Ihre Anwendung zu finden. Solche Tests können über unseren Laserbeschriftungsservice durchgeführt werden.
Benötigen Sie eine Lasergravur?
Wie Sie jetzt wissen, kann das Lasergravieren Ihrer Produktionslinie in vielerlei Hinsicht zugutekommen und Ihnen helfen, auch die anspruchsvollsten Anforderungen zu erfüllen.
Möchten Sie Ihre Anwendung mit einem unserer Experten besprechen?
Catherine hat einen Bachelor-Abschluss in Technischer Physik und einen Master-Abschluss in Physik. Ihren Master-Abschluss absolvierte sie in Zusammenarbeit mit Laserax, um industrielle Lösungen für die Lasertexturierung metallischer Oberflächen zu entwickeln. Heute ist sie als Leiterin des Anwendungslabors bei Laserax tätig und leitet dort das Team, das Laserprozesse für Kunden testet und optimiert.
Die Halbleiterfertigung erfordert unglaubliche Präzision. In einer Branche, in der ein Mikrometer als groß gilt, können selbst kleine Prozessabweichungen die Ausbeute oder Leistung beeinträchtigen. Die Laserbeschriftung von Wafern ist oft die beste Lösung, da sie eine berührungslose Verarbeitung mit hoher Wiederholbarkeit und Integration in automatisierte Arbeitsabläufe bietet.
Für die industrielle Laserbeschriftung sind Hochgeschwindigkeitslaser unerlässlich, um straffe Produktionspläne einzuhalten und gleichzeitig hohe Qualitätsstandards zu erfüllen. Doch bei so vielen Angeboten kann die Auswahl schwierig sein. Schließlich wollen Sie eine Maschine, die nicht nur schnell, sondern auch wirtschaftlich arbeitet.
Glasfaser-Laser, CO2-Laser und Diodenlaser können zwar alle zum Gravieren von Metall verwendet werden, welche Art von Lasergravierer Sie jedoch benötigen, hängt von der Verwendungsweise ab. Wenn Sie eine Produktionsstraße betreiben, benötigen Sie einen Faserlaser. Wenn Sie ein kleines Unternehmen haben oder als Anfänger einfach nur Heimwerkerprojekte durchführen möchten, ist ein CO2-Laser oder ein Diodenlaser möglicherweise ausreichend.