In industrial manufacturing, where speed and durability matter most, laser engraving has proven itself as one of the most efficient and reliable solutions for high-quality part marking.
It's commonly used in demanding industries like automotive and aerospace, where aluminum parts must meet strict traceability and compliance requirements.
Whether you're working with bare aluminum, anodized aluminum, powder-coated aluminum or aluminum alloys, choosing the right laser engraving technology can make all the difference in achieving consistent, high-contrast marks that last.
In this article, we’ll walk through the key considerations for laser engraving aluminum, from understanding how it works to choosing the best machine for your specific needs.
Laser engraving is a type of laser marking that uses a focused, pulsed laser beam to remove material and create deep, permanent and precise marks, such as:
Data Matrix Codes (e.g., QR Codes)
Serial Numbers
Barcodes
Signage
Logos
Unlike other methods, such as ink printing, scribing or dot peen, laser engraving creates the desired engraved pattern without affecting its properties or removing excessive material.
These 2D or 3D marks can cover a metal's surface in a range of grays, from white to black.
In order to engrave aluminum using laser technology, we need to reach a minimum beam intensity threshold for the marking to be visible.
To ensure this, the laser beam’s focus position must be within a ±1.5 mm range from the material surface, outside of which the marking quality and contrast decrease.
The focus position determines the laser beam’s diameter and intensity on the metal’s surface. Engraving results vary at different focal lengths (in mm) within and outside that range.
A 2D laser head gives the best engraving results when the beam’s focal point is positioned either on the surface (zero focus), up to 1.5 mm above (positive focus), or slightly under (negative focus).
If the position varies from one part to another, a 3D laser head equipped with distance measurement sensors can measure each part’s surface position and compensate the focus dynamically. This additional step only adds a delay of less than 50 ms.
As its name implies, the 3D head can also mark three-dimensional shapes, where the distance between the focused laser beam and the metal’s surface varies on the same part.
Laser marked identifier on a 3D surface
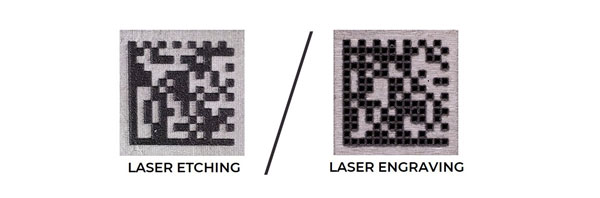
How Laser Engraving Differs from Other Types of Laser Marking
Laser Etching
Laser etching is faster than laser engraving and involves melting the metal surface to create raised marks, instead of vaporizing it for cavities.
In this case, the laser beam heats the surface, causing it to expand and create a textured pattern.
However, the resulting marks are generally less durable than the ones obtained through laser engraving, especially when exposed to abrasive surface treatments such as sandblasting.
For this reason, laser etching can be considered to mark aluminum if you don’t utilize abrasive treatments. It can also be combined with engraving to achieve higher-quality contrasts by etching the white marks and engraving the black marks.
Laser Annealing
Laser annealing is very different from etching and engraving in that it doesn’t remove material or change the metal’s surface roughness.
This marking technique uses a laser beam to heat specific metals (steel, stainless steel, and titanium). The localized heat causes oxygen to diffuse below the metal’s surface and alters the internal oxide layer’s thickness.
After the metal has cooled, you will notice a color change that doesn’t affect its properties or protective coating.
Laser annealing is ineffective on aluminum because, unlike steel and titanium, its oxide layer can't produce a visible color change under heat.
Why is Laser Engraving Good for Aluminum?
Laser engraving is ideal for marking aluminum parts because of its durability and high-contrast marking capacity, especially in harsh industrial environments. The resulting permanent marks can also resist heat, chemicals, abrasion and treatments such as sandblasting and shotblasting, contrary to non-laser marking methods.
Therefore, laser engraving can ensure optimal part traceability in manufacturing industries where various aluminum parts must be marked right from the production line’s start, including:
Stamping plates
Mold inserts
Die castings
Extrusions
Ingots
Sows
How Does Laser Engraving Aluminum Work?
Step 1: Laser Configuration
First, the laser operator (or integrated software) configures the laser parameters based on the part’s geometry and aluminum grade.
These include:
Laser power (W): The average amount of energy a pulsed laser delivers per second. It influences how much material is removed from the part’s surface during the laser engraving process. For aluminum engraving, higher laser power enables deeper engraving and faster processing. However, excessive power can cause surface damage on the part.
Pulse energy (mJ): The amount of energy contained in each laser pulse, calculated by dividing the average power by the pulse frequency. Higher pulse energy allows faster aluminum engraving by reducing the number of passes necessary for a given depth. Lower pulse energy is better suited for aluminum parts that require shallower marking.
Pulse frequency (kHz): Also known as repetition rate, the pulse frequency describes the number of laser pulses emitted per second. Higher frequencies lead to smoother aluminum surface finishes and more consistent contrast but reduce the engraving depth since each pulse has less energy.
Pulse duration (ns): The length of time each laser pulse lasts, affecting how the energy interacts with the aluminum. Shorter pulses come with higher peak powers, which allows precise engraving while preventing aluminum oxidation and marking burrs.
Focal distance (mm): The distance from the laser's focusing lens to where the beam converges to its smallest spot on the aluminum part’s surface (the focal point). It influences the spot size and energy concentration on the metal. A precise focal distance ensures sharp aluminum engraving and prevents blurry or uneven marks.
Spot size (um): The laser beam’s diameter at the focal point. A smaller spot size concentrates the energy into a tighter area, resulting in higher energy density. This allows for faster and deeper engraving on aluminum with finer detail. In contrast, a larger spot size spreads the energy out, which can be useful for surface marking over broader areas but offers lower resolution and less efficient material removal.
Scanning speed (mm/s): The rate at which the laser beam moves across the aluminum surface. Slower speeds increase exposure time, which helps engrave deeper or darker marks onto aluminum parts. Faster speeds are ideal for shallow or high-speed marking but may sacrifice depth or contrast.
Line spacing (mm): Laser engraving consists of multiple linear passes until the desired shape is achieved (e.g., a square-shaped data matrix code). Line spacing defines the distance between adjacent lines during laser marking, influencing marking time and contrast. As with any other material, wider spacing results in faster aluminum engraving but reduces visual legibility.
Number of passes: The number of times the laser beam scans over the same area. Engraving aluminum often requires multiple passes (or scans) to reach the desired depth or contrast. More passes allow the laser to gradually remove material without excessive heat buildup. This approach helps maintain edge definition and avoid distortion on thin or heat-sensitive aluminum parts.
Step 2: Laser Engraving
The pulsed beam, usually from a fiber or UV laser, is directed onto the aluminum surface using a galvo scanning head or CNC-controlled optics.
For 3D marking, the system’s scan path is tightly controlled to ensure uniformity across complex geometries.
The laser pulses deliver short bursts of intense energy that vaporize the aluminum layer by layer. This ablation process can form engraved lines, patterns or data codes.
Particles and fumes are extracted or cleaned after or during the engraving process to prevent contamination of the processed parts and the working environment.
Laser engraving can be achieved in a safe setting that guarantees Class-1 laser safety, ensuring no operator is exposed to any serious hazard risk.
In terms of marking depth, deep laser engraving can reach ablation levels deeper than 300 µm. The following video shows how laser technology can engrave durable identifiers and meet the most challenging cycle times:
Step 3: Quality Control
This step involves verifying three key engraving criteria: depth, contrast and readability.
The importance of each of these attributes may vary according to your marking type (serial number, logo, brand or data matrix code) and applicable standards. Here's how to verify these criteria:
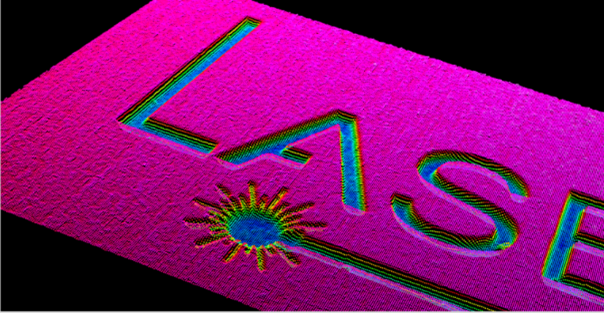
Depth
Measuring the engraving depth can be achieved indirectly by analyzing shadows or reflectivity with different lighting setups.
It can also be done with a 3D profiler software for more precise topographic data, as shown in this example.
For aluminum parts that require more resistant markings (e.g., harsh environments or abrasive treatments), the measured depth should reach a determined depth threshold to ensure durable quality.
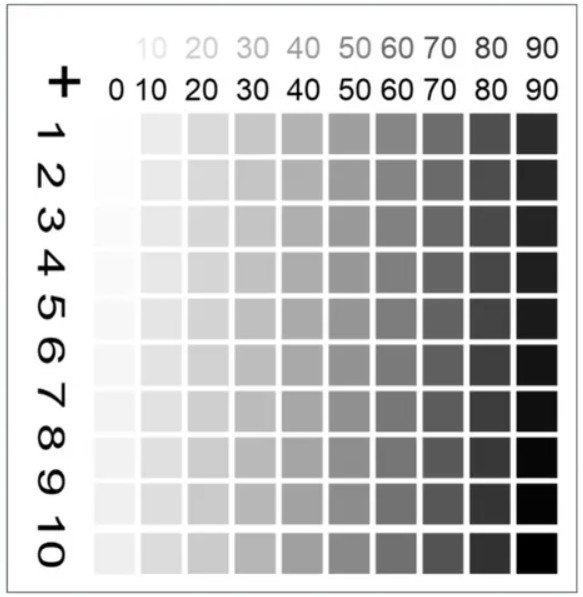
Contrast
Engraving contrast can be assessed by comparing the grayscale values of an aluminum part’s treated and untreated areas.
The marked surface will appear darker, and the untouched material will be brighter because it reflects more light.
The resulting contrast between the two zones, also called pixel intensity difference, can be calculated with a grayscale matrix, where each pixel has a different grayscale value that ranges from white to black.
This measurement is usually achieved manually during tests or through legibility testing to confirm the contrast is high enough to make the code readable.
Readability
This criterion is relevant especially for data matrix codes and barcodes.
The most common way to assess readability is using a hand-held code scanner. If the code can’t be read by the scanner, it should be flagged for rework or rejection.
Some manufacturers include inline vision systems (like the one below) in their production to inspect engravings for readability and assess quality in real time. Otherwise, manual inspections should be performed regularly.
An inline barcode reader for quality control
If a protective coating or treatment is applied after the laser engraving step, another quality check is required to see if the marking quality was impacted.
Types of Lasers for Different Types of Aluminum
Choosing the best laser for your application should be based on the type of aluminum you’re working with.
Bare aluminum
Most standard aluminum alloys have high reflectivity and thermal conductivity, making them harder to engrave.
In such cases, you should use a fiber laser marker with high peak power and short pulses to achieve effective vaporization with minimal heat-affected zone (HAZ).
The laser engraving process is relatively fast for common alloys (such as 6061 and 5052), as you can see below:
Laser power (W)
Engraving speed (mm3/s)
100
0.41–0.70
200
0.70–1.27
300
0.81–1.81
500
1.00–2.51
Anodized Aluminum
On the other hand, anodized aluminum is easier to engrave.
Its porous anodized layer, often dyed for color, allows the laser to remove only a thin surface layer and reveal the reflective metal underneath. Doing so results in crisp, high-contrast markings.
Both fiber and CO2 lasers can be used with anodized aluminum, but fiber lasers remain 2 to 5 times faster due to their shorter wavelength being more effectively absorbed.
However, this speed advantage decreases with engraving depth.
Painted, E-Coated & Powder-Coated Aluminum
Similarly, engraving these types of aluminum consists of selectively removing the paint or coating from the aluminum’s surface to reveal the base metal beneath and create a high-contrast mark.
Although CO2 lasers excel at vaporizing coatings without directly affecting the metal, fiber lasers can also be used. In both cases, proper ventilation is required to extract all coating fumes.
The video below shows how laser engraving works on phosphate-coated pinions and ring gears, by precisely removing the coating material and marking the parts without affecting the base material:
Key Industrial Applications
In the automotive & EV industry, permanent laser engraving can be used for consistent aluminum alloy part identification, component traceability, branding and labeling to facilitate vehicle assembly.
For example, a fiber laser engraving system can precisely mark aluminum battery cells, electrode foil sheets (jelly rolls), cases, modules, and packs to maintain traceability through harsh environments and further processes.
Battery laser engraving
Aerospace is another key industry where laser engraving can be used on alloy-based parts, components, and assemblies to create high-contrast markings that resist extreme conditions.
Several laser applications are also emerging in solar photovoltaics. Laser engraving can be used to identify, brand, or label aluminum solar panel frames, mounting & racking systems.
Unlike stickers or ink-based methods, engraved markings on solar panel components won’t fade, peel or degrade throughout the system’s lifespan, which can extend up to 40 years.
5 Expert Tips
Whether you're fine-tuning a high-speed production line or running one-off prototype engravings, these expert tips can help you improve mark quality, system reliability, and process efficiency.
Applying these laser settings and material considerations to your specific application can help ensure optimal laser marking performance on aluminum.
Laser Power and Lens Choice
We recommend using at least a 100W fiber laser for engraving aluminum. Doing so will ensure you reach the desired engraving depth while respecting your cycle time.
Additionally, a smaller lens with a focal length of 254 mm can engrave aluminum twice as fast (up to 0.70 mm3/s) as a larger lens with a focal length of 420 mm (up to 0.36 mm3/s).
Impact of Aluminum Types
Alloying elements like silicon or magnesium may alter reflectivity and heat conductivity, impacting how deep or dark a mark will appear.
To resolve this, higher pulse energy or more passes can help reach the same depth with more challenging alloys.
Anodized aluminum also requires a different scanning speed, pulse frequency and focal distance from bare aluminum.
In all cases, make sure to adjust your laser parameters based on the aluminum type you work with.
By respecting its specific characteristics and configuring your laser system accordingly, you will ensure optimal and consistent marking quality.
Material Temperature
In general, warmer materials can be engraved faster. Preheating reduces the gap between the material’s temperature and its laser ablation threshold.
In the case of aluminum 6061, for example, this threshold is reached at 585 °C/1,085 °F.
If you’re working with short cycle times, preheating your aluminum before the marking process can increase engraving speed and depth by up to 40%.
Surface Finish
The focused energy of a laser beam is either absorbed or reflected by the metal.
Remember that an aluminum surface’s finish—whether brushed, polished or textured—affects how the laser beam interacts with the material.
Highly polished aluminum surfaces reflect a substantial portion of the laser energy, reducing absorption efficiency. This high reflectivity can lead to inconsistent engraving results and may require higher laser power or multiple passes to achieve the desired mark.
Brushed or textured finishes scatter the laser beam, causing multiple reflections within the engraved microstructures, which enhances energy absorption and leads to more efficient engraving.
Adjust your laser power, scanning speed, pulse frequency and duration based on your aluminum’s surface finish to ensure proper absorption and high-quality engravings.
Importance of Testing
Always perform preliminary test marks to validate your laser parameters and avoid production errors.
All the previously discussed variables—from aluminum types to the number of characters you need to engrave—can affect the overall marking quality.
Thorough testing with different parameters is the best way to find the perfect laser recipe for your application. Such tests can be performed through our laser marking service.
Need Laser Engraving?
As you now know, laser engraving can benefit your production line in many ways and help you meet the most challenging requirements.
Would you like to discuss your application with one of our experts?
Catherine holds a bachelor’s degree in Engineering Physics and a master's degree in Physics. She completed her master’s in partnership with Laserax to develop industrial solutions for the laser texturing of metallic surfaces. She is now the Applications Lab Supervisor at Laserax, where she oversees the team that tests and optimizes laser processes for clients.
When precision marking is required on delicate or heat-sensitive materials, ultraviolet (UV) laser technology offers a distinct advantage.
By minimizing thermal impact, UV laser marking creates high-contrast, permanent marks while preserving material integrity and meeting demanding traceability requirements.
Walk into any Hospital and you'll see it immediately. Every single tool, implant, and device has some kind of marking on it. Serial numbers, logos, barcodes. When you're putting something inside someone's body, or even just touching their skin, you need to know exactly what it is, where it came from, and when it was made.
In an industry shaped by strict regulations, globalized manufacturing, and increasing patient expectations, the ability to know exactly where a device has been, how it was made, and where it is going has become essential.