La préparation de surface est essentielle au succès du collage par adhésif. Elle consiste à optimiser la surface du substrat pour un collage plus résistant avec l’adhésif.
Il existe trois aspects principaux à la préparation de surface : l’élimination des contaminants (poussière, graisse, huile, rouille, etc.), la rugosification de la surface et la modification de la composition chimique.
Dans cet article, vous découvrirez comment préparer des surfaces pour créer un collage puissant pour les adhésifs. Vous apprendrez également comment les lasers, les abrasifs, les produits chimiques et le plasma affectent les surfaces. Enfin, vous aurez un aperçu des tests réalisés pour valider la qualité de la préparation de surface.
Mais d’abord, examinons le concept de force de capillarité, qui est au cœur du collage de matériaux.
Pour optimiser la qualité du collage entre les adhésifs et les autres matériaux, il est important de comprendre comment fonctionne le collage.
Au niveau moléculaire, les matériaux sont collés par diverses forces cohésives. Lorsque les pièces sont fabriquées, ces forces cohésives sont perturbées à la surface du matériau, car il n’y a aucune autre molécule avec laquelle interagir au-dessus de la surface. Cette perturbation entraîne un surplus d’énergie à la surface. C’est ce qu’on appelle la force de capillarité.
La force de capillarité signifie que les molécules sont disponibles pour se lier à d’autres molécules. Plus l’énergie de la surface est élevée, plus le collage avec les autres matériaux est puissant.
La préparation de surface avant le collage par adhésif vise à augmenter la force de capillarité d’un matériau.
Les trois aspects de la préparation d’une surface au collage par adhésif
1. Élimination des contaminants
L’élimination des contaminants de surface est l’un des meilleurs moyens d’améliorer le collage par adhésif. Les contaminants tels que la poussière et les huiles interfèrent avec le processus de collage par adhésif, car ils se lient avec les molécules à la surface des matériaux. Ils réduisent la force de capillarité disponible pour le collage par adhésif et, par conséquent, la qualité de collage des adhésifs.
L’élimination de contaminants peut être réalisée avec des méthodes telles que le nettoyage laser, le décapage au jet d’abrasif, le nettoyage chimique et le dégraissage manuel.
2. Rugosification des surfaces
L’augmentation de la rugosité de la surface n’est pas toujours nécessaire à l’obtention d’un bon collage, mais peut aider à le renforcer. La rugosité de surface améliore le collage en augmentant la zone de contact à laquelle les adhésifs peuvent adhérer. Le matériau adhésif remplit les trous créés par la rugosité de surface, ce qui permet d’obtenir une meilleure force de collage.
Différents matériaux peuvent nécessiter ou non une rugosification. Par exemple, les métaux et matières plastiques ont généralement une force de capillarité plus faible que les autres matériaux. C’est pourquoi ils peuvent généralement bénéficier le plus d’une rugosification de surface.
La rugosification de surface peut être réalisée avec des méthodes telles que le nettoyage laser, le décapage au jet d’abrasif et la gravure chimique.
3. Modification de la composition chimique
La composition chimique d’une surface correspond aux éléments chimiques qui constituent la surface ainsi qu’à la qualité de la liaison des atomes. Il est possible de modifier la composition chimique d’une surface pour la rendre plus favorable aux liaisons chimiques.
Différents traitements peuvent introduire de nouveaux éléments sur une surface, en éliminer d’autres, ou séparer et réorganiser les liaisons chimiques entre les atomes. Les traitements par plasma, la texturation par laser et les traitements chimiques peuvent être utilisés pour modifier la composition chimique des surfaces.
Méthodes de préparation de surface avant collage par adhésif
Nettoyage laser et texturation par laserPour optimiser la qualité du collage entre les adhésifs et les autres matériaux, il est important de comprendre comment fonctionne le collage.
Au niveau moléculaire, les matériaux sont collés par diverses forces cohésives. Lorsque les pièces sont fabriquées, ces forces cohésives sont perturbées à la surface du matériau, car il n’y a aucune autre molécule avec laquelle interagir au-dessus de la surface. Cette perturbation entraîne un surplus d’énergie à la surface. C’est ce qu’on appelle la force de capillarité.
La force de capillarité signifie que les molécules sont disponibles pour se lier à d’autres molécules. Plus l’énergie de la surface est élevée, plus le collage avec les autres matériaux est puissant.
La préparation de surface avant le collage par adhésif vise à augmenter la force de capillarité d’un matériau.
Les trois aspects de la préparation d’une surface au collage par adhésif
1. Élimination des contaminants
L’élimination des contaminants de surface est l’un des meilleurs moyens d’améliorer le collage par adhésif. Les contaminants tels que la poussière et les huiles interfèrent avec le processus de collage par adhésif, car ils se lient avec les molécules à la surface des matériaux. Ils réduisent la force de capillarité disponible pour le collage par adhésif et, par conséquent, la qualité de collage des adhésifs.
L’élimination de contaminants peut être réalisée avec des méthodes telles que le nettoyage laser, le décapage au jet d’abrasif, le nettoyage chimique et le dégraissage manuel.
2. Rugosification des surfaces
L’augmentation de la rugosité de la surface n’est pas toujours nécessaire à l’obtention d’un bon collage, mais peut aider à le renforcer. La rugosité de surface améliore le collage en augmentant la zone de contact à laquelle les adhésifs peuvent adhérer. Le matériau adhésif remplit les trous créés par la rugosité de surface, ce qui permet d’obtenir une meilleure force de collage.
Différents matériaux peuvent nécessiter ou non une rugosification. Par exemple, les métaux et matières plastiques ont généralement une force de capillarité plus faible que les autres matériaux. C’est pourquoi ils peuvent généralement bénéficier le plus d’une rugosification de surface.
La rugosification de surface peut être réalisée avec des méthodes telles que le nettoyage laser, le décapage au jet d’abrasif et la gravure chimique.
3. Modification de la composition chimique
La composition chimique d’une surface correspond aux éléments chimiques qui constituent la surface ainsi qu’à la qualité de la liaison des atomes. Il est possible de modifier la composition chimique d’une surface pour la rendre plus favorable aux liaisons chimiques.
Différents traitements peuvent introduire de nouveaux éléments sur une surface, en éliminer d’autres, ou séparer et réorganiser les liaisons chimiques entre les atomes. Les traitements par plasma, la texturation par laser et les traitements chimiques peuvent être utilisés pour modifier la composition chimique des surfaces.
Méthodes de préparation de surface avant collage par adhésif
Nettoyage laser et texturation par laser
Les traitements de surface au laser peuvent éliminer les contaminants de surface, modifier la rugosité et la structure de surface, et introduire des oxydes bénéfiques sur la surface. En favorisant un collage puissant sous divers angles, les lasers permettent une préparation de surface complète pour le collage par adhésif. Ils permettent aux fabricants de préparer les surfaces en une seule étape.
Pendant le traitement laser, le faisceau laser émet de grandes quantités d’énergie. Une partie de cette énergie est absorbée par la surface, ce qui la réchauffe. Ce changement peut être utilisé pour enlever les contaminants et les éjecter de la surface. Étant donné que les contaminants et métaux sont éjectés à différentes températures, les contaminants peuvent être éliminés sans endommager la surface métallique ou affecter sa texturation. Si nécessaire, les systèmes laser peuvent envoyer davantage d’énergie sur la surface pour la nettoyer et la texturer en même temps.
Les traitements laser ont obtenu d’excellents résultats lors de la préparation de surfaces pour des adhésifs structuraux tels que le Loctite EA 9640 (un adhésif à base d’époxy) et le Betamate 4601 (un adhésif à base de polyuréthane), qui sont très populaires pour les applications de collage par adhésif dans l’industrie automobile.
Oxydes de surface bénéfiques
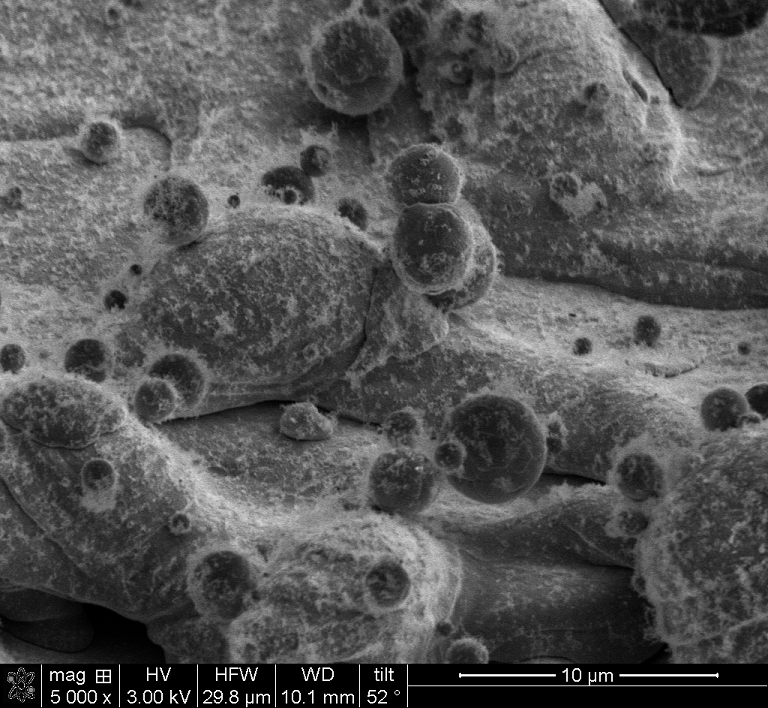
Pendant la texturation par laser, le nuage de plasma généré par la température élevée au niveau de la surface localisée entraîne une réaction chimique avec l’air ambiant. Cela forme une couche d’oxyde en surface qui est bénéfique au collage, en plus de la rugosité de surface qui aide à l’adhérence.
Une croyance populaire veut que les oxydes soient mauvais pour l’adhérence, mais les recherches démontrent que ce n’est pas toujours vrai. Par exemple, ceux qui sont fabriqués par texturation par laser augmentent la force de capillarité. Même s’ils peuvent être éliminés par nettoyage laser, les études démontrent que cela n’apporte aucun avantage.
Les petites sphères noires sont des molécules d’oxydes générées au cours de la texturation par laser. Elles aident à l’adhérence en augmentant la force de capillarité.
Abrasifs mécaniques
Les abrasifs mécaniques sont des matériaux solides utilisés pour rendre des surfaces rugueuses par ponçage, meulage ou décapage. Ils peuvent également éliminer les contaminants, y compris la poussière, la saleté et la corrosion. Même s’ils aident à éliminer la graisse et l’huile, des étapes de dégraissage chimique supplémentaires sont généralement nécessaires pour éliminer la totalité des contaminants.
Il est également important de noter que les abrasifs mécaniques génèrent de la poussière. Celle-ci provient de la surface abrasée et des agents d’abrasion. C’est la raison pour laquelle de nombreux fabricants délaissent les abrasifs mécaniques tels que le décapage à l’abrasif ; la poussière peut contaminer les surfaces avant la liaison ou s’introduire dans les pièces.
Une étape de dégraissage est généralement nécessaire avant de procéder à l’abrasion de la surface. Des solvants tels que l’isopropanol ou l’acétone permettent d’éliminer l’huile, la poussière et les résidus de graisse. Ensuite, le sablage, des outils à brosser ou d’autres abrasifs sont utilisés pour éliminer les dépôts de surface et augmenter la zone de la surface (les opérateurs manuels utilisent souvent du papier abrasif). Enfin, une étape de dégraissage est nécessaire pour éliminer les particules.
Traitements chimiques
Les traitements chimiques peuvent augmenter la rugosité de surface en gravant des motifs aléatoires et éliminent une grande variété de contaminants de surface. Ils peuvent également modifier la composition chimique de la surface en introduisant des éléments qui favorisent le collage, ou en séparant et réorganisant les liaisons chimiques entre les atomes.
Les traitements chimiques, tels que l’anodisation à l’acide phosphorique et l’anodisation à l’acide sulfurique borique, peuvent former des films d’oxyde sur les surfaces qui améliorent l’adhérence. Ces traitements sont principalement utilisés dans les industries aéronautiques et aérospatiales pour préparer les pièces au collage.
Traitement par plasma
Par l’intermédiaire d’une décharge de plasma, de flamme ou électrique, les traitements par plasma peuvent nettoyer, graver et fonctionnaliser les surfaces pour augmenter la force de capillarité et obtenir des liaisons résistantes.
Les traitements par plasma peuvent éliminer une grande variété de contaminants de surfaces tels que l’huile, la poussière, les électrolytes et la peinture. Toutefois, les oxydes métalliques sont généralement plus résistants au plasma et peuvent laisser des résidus carbonisés qui adhèrent à la surface et sont difficiles à retirer.
Pendant les traitements par plasma, de nouveaux groupes chimiques sont introduits dans la surface. Ce processus s’appelle la fonctionnalisation de surface, et créée de nouveaux sites de collage pour l’adhésif.
De nombreux fabricants ne connaissent pas la différence entre le plasma et le laser. Le plasma est un gaz ionisé, mais un faisceau laser est un faisceau de lumière concentré. Les lasers sont plus efficaces pour graver les métaux et favorisent une meilleure force de cisaillement. Les lasers présentent également moins de limites mécaniques, ce qui leur permet de respecter des durées de cycle plus courtes dans les chaînes de production à grand volume.
Tests de validation de la préparation de la surface au collage par adhésif
Quand nous développons des processus laser pour nos clients, nous utilisons une gamme de tests et de mesures pour valider la qualité de la préparation de surface. Ce procédé permet de satisfaire leur cahier des charges et de sélectionner les meilleurs paramètres laser pour une qualité optimale.
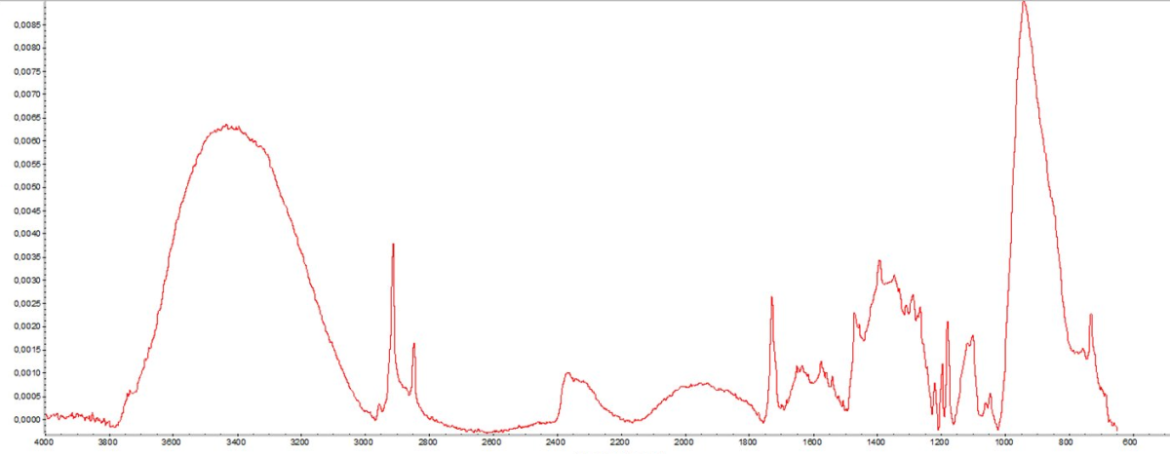
Analyse de la composition chimique
Une mesure FTIR d’une surface, affichant la longueur d’onde IR sur l’axe X et son absorbance sur l’axe Z. L’absorbance de chaque longueur d’onde fournit des informations sur les molécules présentes à la surface.
Des spectromètres peuvent être utilisés pour analyser la composition chimique de la surface. Ils permettent d’obtenir des informations précises, par exemple pour déterminer quels contaminants sont encore présents sur la surface et en quelle quantité, ou quels éléments ont été introduits sur ou éliminés de la surface.
Chez Laserax, nous utilisons deux types de spectromètres pour analyser la composition chimique de la surface et comprendre l’efficacité de nos processus laser :
FTIR : les spectromètres infrarouges à transformée de Fourier dirigent les faisceaux infrarouges vers la surface et détectent l’absorption de ces longueurs d’onde. Étant donné que chaque molécule possède son propre spectre d’absorption, il est possible de déterminer lesquelles sont présentes à la surface.
XPS : les spectromètres de photoélectrons XPS dirigent des rayons X vers la surface et détectent les émissions de photoélectrons obtenues. Étant donné que chaque élément émet des photoélectrons spécifiques, il est possible de déterminer quels éléments sont présents à la surface.
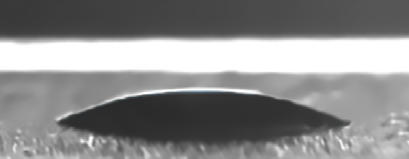
Test de mouillabilité (angle de contact de l’eau)
La mouillabilité est la mesure de la capacité d’un liquide à s’étaler ou à perler sur la surface.
Surface propre : l’absence de contaminants permet une capillarité élevée. Par conséquent, l’eau et les adhésifs sont attirés par la surface et s’y répandent.
Surface contaminée : les contaminants qui sont collés à la surface créent une faible capillarité. Comme ils sont repoussés, les liquides et les adhésifs s’accumulent donc sur la surface.
La mouillabilité est un facteur crucial pour le collage par adhésif. La capacité d’un liquide à mouiller ou non une surface peut influencer de manière significative la qualité du collage. La préparation de surface est essentielle pour contrôler et doser la mouillabilité.
Surface propre – angle de contact faible
Surface contaminée – angle de contact élevé
Calculer l’angle de contact de l’eau (WCA) est l’un des moyens les plus rapides et faciles de vérifier si votre surface est propre. En disposant des gouttelettes de trois liquides différents sur une surface (nous utilisons de l’eau, du diiodométhane et du formadide), vous pouvez déterminer leurs angles de contact et calculer la force de capillarité. Un angle de contact faible indique une préparation de surface réussie, tandis qu’un angle de contact élevé révèle une surface contaminée.
Études de vieillissement
Les études de vieillissement évaluent les performances et la durabilité au long terme du collage par adhésif dans diverses conditions environnementales. Les tests de vieillissement permettent de simuler les effets du temps, de la température, de l’humidité et d’autres facteurs environnementaux sur le collage adhésif.
Par exemple, le test de cataplasme Jaguar JNS 30.03.35 évalue la compatibilité de l’adhésif avec le substrat en simulation des changements de températures extrêmes. Pour réaliser la simulation, des jointures collées sont enveloppées dans de la ouate hydrophile imbibée d’eau nanopure. Les échantillons sont placés dans un sac étanchéifié puis disposés dans une chambre de chaleur à 70 °C (158 °F) pendant 7 jours. Au septième jour, ils sont transférés dans une chambre froide à -20 °C (-4 °F) pendant 16 heures. Enfin, ils sont décongelés à température ambiante, et un test de cisaillement est réalisé pour évaluer la résistance du collage.
Une grande variété de tests de vieillissement peut être menée pour évaluer les performances du collage dans différentes conditions environnementales. Le résultat de ces tests peut être déterminant pour choisir entre différentes méthodes de préparation de surface.
Plus rapide qu’on ne le pense
Si vous songez à utiliser la préparation de surface au laser pour le collage par adhésif, nous vous conseillons de lire cette histoire :
Nous avons travaillé avec un fabricant qui avait besoin de préparer des boîtiers de batterie de voiture électrique pour un collage par adhésif. Il nous a dit vouloir uniquement nettoyer le boîtier. Même si cela avait augmenté la résistance d’adhésion, il ne souhaitait pas effectuer de texturation, car, par expérience, la texturation par laser était trop longue pour sa durée de cycle.
Nous l’avons convaincu du contraire.
Les tests sur ses échantillons ont démontré que notre vitesse de traitement par laser était bien plus rapide que celle à laquelle il était habitué. Cela lui a permis d’effectuer un nettoyage et une texturation de la surface ainsi que d’améliorer la résistance d’adhésion sans affecter la durée de cycle.
Comme vous l’avez probablement compris, tous les lasers ne sont pas égaux. Son choix de composants et de paramètres laser peut être optimisé pour atteindre des vitesses de traitement plus rapides. Parfois cela suffit à faire la différence.
Catherine est titulaire d’un baccalauréat en génie physique et d’une maîtrise en physique. Elle a obtenu sa maîtrise en partenariat avec Laserax afin de développer des solutions industrielles pour la texturation laser de surfaces métalliques. Elle occupe aujourd’hui le poste de superviseur du laboratoire d’applications chez Laserax, où elle supervise l’équipe chargée de tester et d’optimiser les processus laser pour les clients.
Le nettoyage laser est un procédé écologique utilisé pour éliminer la rouille, la peinture, l’oxyde et tous autres contaminants des surfaces métalliques. Cette méthode est de plus en plus utilisée pour de nombreuses applications dues à son efficacité.
Le procédé d’électrodéposition de revêtements, également appelé électrolaquage, est une méthode très fiable pour protéger les pièces métalliques contre la corrosion, l’exposition aux UV et l’usure. En comprenant le fonctionnement de l’électrodéposition de revêtements et comment l’optimiser, vous pouvez garantir un rendement optimal, réduire les défauts et obtenir des revêtements de haute qualité.
Lorsqu’ils procèdent à des opérations de collage, de revêtement, de peinture, d’impression ou de scellage, la plupart des fabricants sont tôt ou tard confrontés à des problèmes d’adhérence, de protection contre la corrosion ou de faiblesses structurelles. Dans cet article, nous allons expliquer ce qu’est le traitement de surface et décrire ses avantages pour diverses applications. Nous vous aiderons également à choisir parmi les 10 méthodes de traitement de surface les plus courantes aujourd’hui.