Le marquage laser est un processus où un laser marque vos pièces ou outils en utilisant la technologie laser. Un faisceau laser réagit avec la surface du matériel et crée une réaction qui laisse un marquage permanent et d'haute précision. Des paramètres tels que la vitesse du scanneur, la puissance et le focus du faisceau laser vont induire différentes réactions sur le matériel. En effet, il est possible de créer des marquages permanents en utilisant différents processus tels que : le marquage laser par etching, la gravure laser, le recuit laser et l’ablation laser.
Pour marquer efficacement ses pièces, il faut être judicieux dans sa sélection et sa configuration laser. Afin de bien déterminer quels laser ou configuration sont requis pour votre application il faut premièrement définir quelques informations telles que :
Le matériel dont est constituée la pièce à marquer, sa géométrie et sa taille
Le temps disponible pour l’opération de marquage
Le processus industriel où vos pièces devront être marquées
Le texte ci-bas démontre comment ses informations vous aideront à déterminer quel système laser, quelle puissance et quel processus de marquage laser est le mieux adapté à votre application.
1. Tous les matériaux ont un spectre d’absorption
La plupart des longueurs d’ondes émises par les lasers industriels ne sont pas visibles à l’œil nues donc ils peuvent être difficiles à imaginer. Pourtant, les matériaux réagissent différemment aux diverses longueurs d’onde.
Chaque matériau absorbe certaines longueurs d’onde et en réfléchit ou en transmet d’autres. Puisque le laser est un outil qui produit précisément une seule longueur d’onde, il est un outil hautement spécialisé en marquage industriel sur divers matériaux. Ainsi, différents matériaux vont avoir différentes exigences laser.
Tout dépendant de votre matériel, vous aurez besoin d’un laser à fibre ou d’un laser CO2.
2. Les lasers à fibre et à CO2 produisent différentes longueurs d’onde
La longueur d’onde produite par un laser est basée en grande partie sur son milieu de gain, une composante présente dans la source laser. Le matériel que vous voulez marquer va dicter quel type de laser est le mieux adapté à votre besoin.
Les lasers à fibre sont les meilleurs systèmes pour marquer les métaux
Le laser à fibre est souvent considéré comme un laser appartenant à la famille des lasers à état solide. Le laser est créé dans une fibre optique et son milieu de gain est dopé d’un matériel connu sous le nom d’ytterbium, un matériel de type terre rare. Le rayonnement produit par ce type de laser se situe autour de 1 micromètre (1064 nm pour être exacte). La plupart des métaux absorbent efficacement cette longueur d’onde.
Les lasers CO2 sont les meilleurs systèmes pour marquer les matériaux organiques
Certains lasers auront un milieu de gain sous forme gazeuse. En effet, le laser le plus populaire dans l’industrie est le laser à CO2. La longueur d’onde créer par ce laser se situe plutôt entre 9 micromètres et 10.6 micromètres (9 000 nm – 10 600 nm) tout dépendant des modèles. La plupart des matériaux organiques absorbent bien cette longueur d’onde. Cependant, un métal va avoir tendance à réfléchir cette longueur d’onde plutôt que de l’absorber.
3. Chaque procédé laser offre des possibilités différentes
Votre application dictera quel type de procédé laser vous aurez besoin. Par exemple, il est possible que votre application requière un marquage qui perdura dans le temps et survivra aux traitements abrasifs. En revanche, votre application peut plutôt exiger un marquage de surface qui est complété un en temps record.
Afin de choisir le meilleur procédé laser, vous devez comprendre vos requis ainsi que votre processus industriel.
La gravure laser est utilisée pour obtenir des marquages plus durables
La gravure laser crée des marquages qui sont creusés à l’intérieur de la pièce en désintégrant une partie de la microsurface et la transformant en poussière. Ce type de marquage peut être exigé pour un marquage d’identification unique de véhicule, qui, typiquement, demande que le marquage soit d’une profondeur définie pour qu’il puisse perdurer et prévenir la falsification du numéro. La gravure laser est également utilisée pour des applications où le marquage doit faire face à des procédés abrasifs tels que le grenaillage.
Le marquage par etching est utilisé pour sa rapidité et son haut contraste
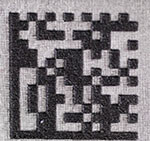
Le marquage laser par etching est utilisé quand le processus de marquage doit être extrêmement rapide pour que celui-ci puisse s’intégrer facilement dans les lignes de production. Ce processus consiste en la modification de la microsurface du matériel en la fondant et la refroidissant quasi instantanément. Cela créera de bosses à hauteur variable à la surface du matériel qui absorberont ou diffuseront la lumière visible créant ainsi un marquage noir ou blanc.
Le recuit laser est utilisé pour des matériaux dont la surface doit rester intacte
Le recuit laser crée une réaction chimique à l’intérieur même du matériel. Ainsi, il n’y a aucune désintégration, de fonte ou de déplacement à la surface du matériel. C’est la méthode privilégiée pour le marquage direct sur d’acier inoxydable, matériel qui doit avoir gardé sa surface intacte pour en assurer ses qualités d’anti-oxydation. Le recuit laser est également utilisé pour des applications esthétiques comme les logos. Même si ce processus est plus lent que les autres méthodes de marquage laser, elle crée les plus beaux finis de surface.
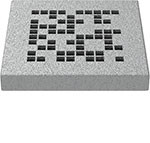
L’ablation laser crée un marquage en éliminant un revêtement de surface.
L’ablation laser crée un marquage en éliminant seulement le revêtement à la surface d’un matériel, typiquement de la peinture. Une partie de la peinture peut être éliminée pour ainsi créer un code-barre. Le processus d’ablation laser est utilisé couramment pour les applications de nettoyage laser. En effet, la seule différence entre le marquage et le nettoyage réside en son objectif final étant respectivement de créer un marquage permanent et de nettoyer la pièce en son entièreté. Dans certains cas, la vitesse de marquage sera plus rapide pour l’ablation laser que pour le processus de marquage laser, comme il en est le cas pour de l’acier peint.
Différents processus sont possibles tous dépendant du matériel
Cliquez sur votre matériel ci bas pour découvrir quel procédé laser vous pouvez utiliser :
4. Les faisceaux pulsés ont une plus grande densité d’énergie
En augmentant la puissance de votre laser, il sera possible d’obtenir une plus grande densité d’énergie en un temps plus court. Puisque différentes technologies de marquage requièrent différentes densités d’énergie, une plus grande puissance peut être requise pour certaines applications. Par exemple, le processus de gravure laser demande une densité d’énergie des plus grandes pour vaporiser le matériel sous-jacent.
En augmentant la puissance de vos systèmes laser, vous augmentez également le coût du laser. Heureusement, ce n’est pas la seule méthode disponible.
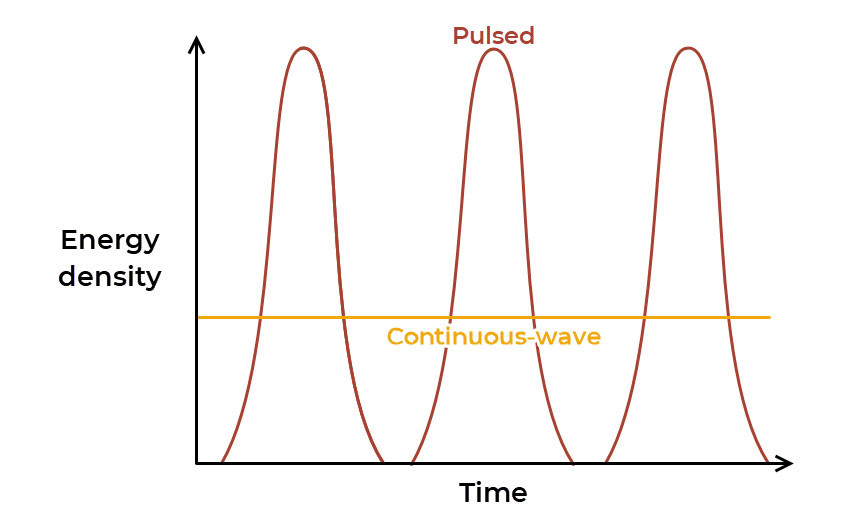
Un faisceau laser peut-être pulsé ou continu. Les lasers continus émettent un rayonnement à un taux continu alors que les lasers pulsés peuvent varier leur taux de répétition.
Lorsqu’un faisceau est pulsé, il peut atteindre des pics d’énergie beaucoup plus élevés que sa puissance moyenne. En effet, c’est comme frapper un clou en utilisant un marteau. Plus vous frappez rapidement, moins d’énergie sera nécessaire à chaque coup pour enfoncer le clou.
Les systèmes laser pulsés peuvent donc être utilisés pour des applications de marquages qui exigent une densité d’énergie plus grande qu’un laser continue. Ils peuvent également performer ses tâches à plus grandes vitesses.
Laserax utilise les deux types de laser, pulsé et continu. Puisque les applications avec les métaux demandent une plus grande densité d’énergie que les matériaux organiques, nos systèmes de laser à fibre sont pulsés alors que nos lasers CO2 sont continus.
Écoutez le vidéo ci-bas pour voir en action les machines de marquage au laser à fibre.
5. Le marquage laser est une solution pour tout type d’industrie manufacturière
De plus en plus d’industries manufacturières choisissent le laser comme solution de marquage. Et il y a de bonnes raisons pour cela.
Le marquage laser offre une traçabilité complète
Avec les solutions de marquage laser, vous pouvez marquer directement vos pièces de façon permanente. Contrairement aux autres méthodes de marquage, le processus de marquage peut être fait au tout début de la ligne de production.
Même si le marquage est effectué avant des traitements tels que le grenaillage ou la cataphorèse, vous pouvez conserver un marquage de haute qualité durant la durée de vie complète de votre pièce. Pas besoin de s’inquiéter de la préservation de la qualité de votre code data matrix, du codes-barres ou des numéros de série alpha numérique.
Il n’y a pas de consommables
N’avoir aucun consommable simplifie l’opération de marquage et contribue à améliorer la santé et sécurité dans le milieu de travail en remplaçant des technologies utilisant de l’encre ou des produits chimiques. Se débarrasser des consommables est également rentable puisque vous vous débarrassez d’un coût d’opération annuel.
Vous avez à peine besoin de maintenance
Les machines et systèmes de marquage au laser n’ont pas de pièces mobiles, ce qui signifie que les composantes auront moins tendance à briser. Les machines laser exigent donc moins de maintenance et gaspillent moins que les machines qu’ils remplacent. Nos sources laser sont très fiables puisqu’ils ont un temps moyen sans incident (MTBF) de 100 000 heures, ce qui représente au-delà de 10 ans d’opération tout dépendant de votre utilisation quotidienne.
Jerome has been working in the high tech industry for at least 10 years, with a background in physics and physical engineering. He has hands-on experience with laser processes, their interaction with materials, and industrial traceability standards.
Dans le domaine de la fabrication industrielle, où la vitesse et la durabilité sont primordiales, la gravure laser s’est imposée comme l’une des solutions les plus efficaces et les plus fiables pour le marquage de haute qualité des pièces. Dans cet article, nous passerons en revue les éléments clés à prendre en compte pour la gravure laser sur aluminium, de la compréhension de son fonctionnement au choix de la machine la mieux adaptée à vos besoins spécifiques.
Le marquage permanent des pièces va des logos et numéros de série aux codes-barres et marques de certification. Il s’agit d’une étape cruciale dans le processus de fabrication pour maintenir le contrôle de la qualité, se conformer aux exigences réglementaires et garantir la traçabilité des produits.
Pour le marquage laser industriel, les lasers à grande vitesse sont essentiels pour respecter des calendriers de production serrés tout en maintenant des normes de qualité élevées. Mais avec autant d’options disponibles, le choix peut être difficile. Après tout, vous voulez une machine qui non seulement fonctionne à grande vitesse, mais qui soit également rentable.