Laser marking is the process of marking parts or workpieces using laser technology. A laser beam hits the material, and its energy creates a reaction that leaves a permanent mark. The speed, power, and focus of the laser beam on the part will lead to different laser processes. You can mark using laser engraving, laser etching, laser annealing, or laser ablation.
Choosing the right laser technology and configuration is key to successfully mark your parts. To determine what you need, you must first define your application requirements. This includes information like:
your part material, size, and geometry
your available marking time
your production process
Keep reading to learn how these requirements will help determine the laser system, power, and process you need for laser marking.
1. All materials have an absorption spectrum
Wavelengths emitted by most industrial laser systems can’t be seen by the naked eye, so they’re hard to imagine. Yet, different materials react differently to different wavelengths.
Each material has a unique composition that absorbs certain wavelengths and not others. Since lasers produce a single wavelength, they’re highly specialized tools for marking very specific materials. Different materials thus have different laser requirements.
Depending on your material, you’ll either need a fiber laser system or a CO2 laser system.
2. Fiber and CO2 laser systems produce different wavelengths
The various types of lasers emit different wavelengths based on their gain medium—a component of the laser source. The material you’ll be marking will dictate which type of laser marking system you need.
Fiber laser systems are best for marking metals
Fiber laser systems are sometimes considered to be solid-state lasers. They have a laser source that includes an optical fiber that contains a rare-earth metal like ytterbium. They produce laser light on a wavelength of approximately 1 micrometer (1064 nm). Most metals react well with fiber laser marking.
Gas-state laser systems are best for marking organic materials
Gas-state laser systems have a laser source that includes gas. The most widely known gas lasers are CO2 lasers. These laser marking systems can produce laser light on wavelengths that range from 9 micrometers to 10.6 micrometers (9,000—10,600 nm). Most organic compounds react well with these wavelengths. But as opposed to fiber laser systems, metals react poorly with these wavelengths.
3. Each laser marking process offers different possibilities
Your application will dictate which laser marking process you need. For example, you may need to create highly resistant marks that cannot be erased. Or, you may need to fit the marking process within a specific cycle time.
To choose a laser process, you must understand your needs and your production process.
The laser engraving process is used to obtain resistant markings
Laser engraving engraves marks deep in the material by disintegrating part of the material into dust. For example, laser engraving machines can be used for VIN marking, which typically requires deep markings that ensure durability and prevent falsification. They can also be used for marks that need to be resistant to aggressive post treatments like shotblasting.
Laser etching is for high-speed and high-contrast markings
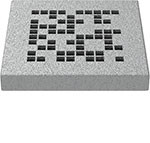
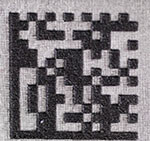
Laser etching is usually used when the laser marking process must be as fast as possible to integrate a production line. This technology melts the material surface nearly instantly, creating high and low bumps on the surface of the material. This creates, for example, high-contrast black and white marks.
Laser annealing is used to protect materials that must not be damaged
Laser annealing causes a chemical change under the material surface. Nothing is disintegrated, nothing is displaced, and nothing melts. It’s one of the only solutions for marking stainless steel, whose surface must remain unaffected by the mark. Laser annealing is also used for esthetic applications like logos. Although slower than other laser marking processes, it creates the most beautiful surface finish.
Laser ablation can be used to mark by removing coatings
Laser ablation creates a mark by removing from the surface something other than the material (typically paint). Part of the paint can be removed to mark an identifier like a barcode. Laser ablation is the same thing as laser cleaning. The only difference is the application: the goal is to mark, not clean. In certain cases, laser ablation is the fastest laser marking solution. For example, removing paint is faster than marking steel.
Different processes are possible depending on your material
Click your material to find out which laser processes you can use:
4. Pulsed laser beams have a higher energy density
If you increase laser power, you can achieve a higher energy density. Since different laser marking technologies need different energy densities, more laser power may be needed for certain applications. For example, laser engraving is the marking technology that requires the highest energy density.
But the higher the power, the higher the cost. Fortunately, if increasing laser power is key in increasing a laser beam’s energy density, it’s not the only way.
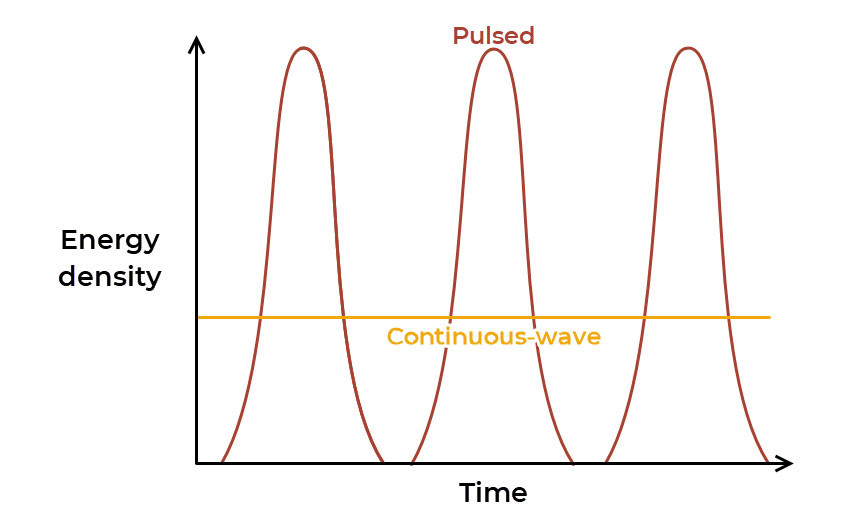
Laser beams can either be pulsed or continuous. Continuous-wave lasers emit laser beams at a continuous rate. Pulsed lasers emit laser beams at a set repetition rate.
When a laser beam is pulsed, it can achieve higher peaks of energy for the same laser power. This is like hitting a nail with a hammer. The faster you hit it, the less power you have for each blow.
Pulsed laser systems can thus be used for marking applications that demand a higher power density than continuous-wave laser systems. They can also perform tasks at a higher speed.
Laser engraving systems manufactured by Laserax either emit pulsed or continuous laser beams. Since metals demand a higher energy density than organic materials, laser beams are pulsed for fiber laser systems and continuous for CO2 systems.
Watch the following video to see a fiber laser marking machine in action.
5. Laser is a marking solution for all types of manufacturing industries
More and more manufacturing industries are choosing lasers as their marking solution. And there are good reasons for it.
Laser marking offers complete traceability
With laser marking, you get to mark directly and permanently on the part. And unlike other marking methods, the marking process can be performed at the beginning of the production line.
Even if the marking is performed before treatments like shotblasting and e-coating, you keep high-quality marks throughout the part’s entire lifetime. You don’t need to worry about preserving the quality of data matrix codes, barcodes, or alphanumeric serial numbers.
There are no consumables
Having no consumables simplifies the marking operation, and it contributes to improving health and safety in the workplace by replacing technologies that use chemicals or ink. Getting rid of consumables is also cost effective since you reduce yearly operation costs.
You barely need maintenance
Laser marking machines and systems have no moving parts, which means that their components are less likely to break. Laser machines thus require less maintenance and are less wasteful than the machines they replace. Their laser source is highly reliable, having a mean time before failure of 100,000 hours, which can represent over 10 years of operation depending on the daily use.
Jerome has been working in the high tech industry for at least 10 years, with a background in physics and physical engineering. He has hands-on experience with laser processes, their interaction with materials, and industrial traceability standards.
When precision marking is required on delicate or heat-sensitive materials, ultraviolet (UV) laser technology offers a distinct advantage.
By minimizing thermal impact, UV laser marking creates high-contrast, permanent marks while preserving material integrity and meeting demanding traceability requirements.
Walk into any Hospital and you'll see it immediately. Every single tool, implant, and device has some kind of marking on it. Serial numbers, logos, barcodes. When you're putting something inside someone's body, or even just touching their skin, you need to know exactly what it is, where it came from, and when it was made.
In an industry shaped by strict regulations, globalized manufacturing, and increasing patient expectations, the ability to know exactly where a device has been, how it was made, and where it is going has become essential.