Das Ziel aller Hersteller von Elektrofahrzeugen ist es, Elektromotoren effizienter zu machen, d. h. weniger Energie für die Bewegung aufzuwenden und kleinere Batterien mit optimalem Wärmemanagement zu entwickeln.
Wenn es darum geht, die Energie von den Batterien auf die Räder eines Elektrofahrzeugs zu übertragen, ist der Rotor eines der Schlüsselelemente. Der Herstellungsprozess kann in mehrfacher Hinsicht optimiert werden, um einen effizienteren E-Motor zu erhalten.
Der Herstellungsprozess des Rotors kann in 6 Schritte unterteilt werden:
Die Konstruktion des Rotors hängt von den verwendeten Materialien und den technischen Anforderungen ab. Bei Induktionsmotoren beispielsweise erzeugt der Rotor zusammen mit dem Stator ein Magnetfeld. Aus diesem Grund werden magnetische Materialien wie Kobalt, Nickel und Eisen verwendet. Kosten, Festigkeit und Verfügbarkeit dieser Materialien haben großen Einfluss auf die Konstruktion.
Diese Anforderungen und Herausforderungen werden in der Entwurfs- und Prototypenphase berücksichtigt. Nehmen Sie zum Beispiel die Integration von Magneten im Inneren des Rotors (innere Permanentmagnete). Bei der Konstruktion der Rotorbleche muss berücksichtigt werden, dass ein gewisser Platzbedarf für die Magnete besteht und dass der Magnetfeldverlauf optimiert werden muss.
Sobald der Entwurf fertiggestellt und der Prototyp zusammengebaut ist, wird er auf einen Prüfstand gestellt. Dieses Gerät misst Leistungsindikatoren wie Drehmomentkurve, Drehzahl pro Volt, Widerstand und Impedanz, um sicherzustellen, dass sie den Anforderungen entsprechen, die an einen Wechselstrommotor gestellt werden. Auch die Auswuchtung des Rotors wird wie bei einer Endkontrolle vor der Montage des E-Motors überprüft (mehr zu diesem Schritt unter Imprägnieren und Auswuchten).
Hier ein Beispiel für einen Rotorprüfstandstest, der für Prototypen und Endprodukte verwendet werden kann.
2. Laminierung
Eine automatische Rotor- und Stator-Stanzmaschine.
Der Kern des Rotors besteht aus Hunderten von kleinen Scheiben aus metallischem Material, die als Lamellen bezeichnet werden. Sie werden gestanzt oder gelocht und anschließend dünn beschichtet (einige Mikrometer), um sie vor Korrosion zu schützen und eine bessere Isolierung zu gewährleisten.
Dieser als Laminierung bezeichnete Produktionsprozess beginnt damit, dass alle Bleche übereinander gestapelt und dann mit Hilfe einer hydraulischen Stanzpresse zum Kern des Rotors gestanzt werden. Diese Herstellungsmethode ist für den Bau eines effizienten Rotors unerlässlich: Die Lamellen reduzieren die Wirbelströme im Inneren des Rotors und erhöhen gleichzeitig seine Festigkeit und verbessern seine Auswuchtung.
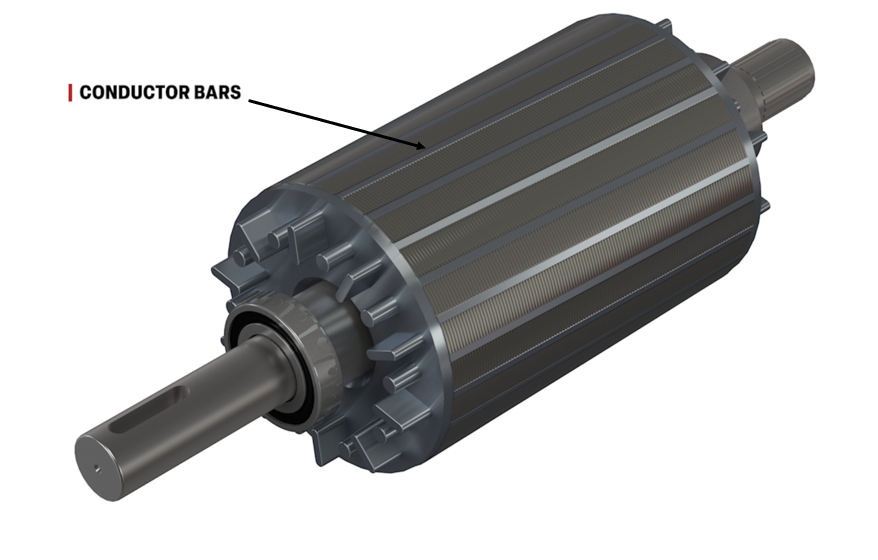
3. Einbringen von Magneten oder Stromschienen
Der Rotor trägt zusammen mit dem Stator zur Erzeugung eines Magnetfeldes bei. Dazu werden magnetische Elemente in den Rotor eingebaut. Das können Magnete, Stromschienen oder Kupferwicklungen sein.
Der gängigste Ansatz in neueren Elektrofahrzeugen ist die Verwendung von Permanentmagneten (IPM) im Inneren der Bleche. Dieser Rotortyp kann mit einer höheren Drehzahl laufen, ohne die Zentrifugalkraft zu erhöhen, ist weiter von Wärmequellen entfernt und erzeugt ein konzentrierteres Magnetfeld für eine bessere Leistung. Bei Hochleistungs-Elektromotoren wird eine Karbonhülle um den Rotor gelegt, um seine Festigkeit zu verbessern und die maximale Drehzahl und Leistung zu erhöhen.
Im folgenden Video sehen Sie Magnete im Inneren eines Rotorkerns.
Die Stromschienen werden an der Außenseite des Rotors in den Zwischenräumen der Lamellenkonstruktion installiert. Sie können manuell oder mit Hilfe automatischer Einbringungsgeräte installiert werden.
Das Wickeln von Kupferdrähten um den Rotorkern ist eine bekannte Technik, die in vielen verschiedenen E-Motor-Anwendungen eingesetzt wird. Aufgrund der höheren Effizienz von IPM- und Stromschienenkonstruktionen wird sie in der jüngsten Vergangenheit in der Automobilindustrie weniger verwendet.
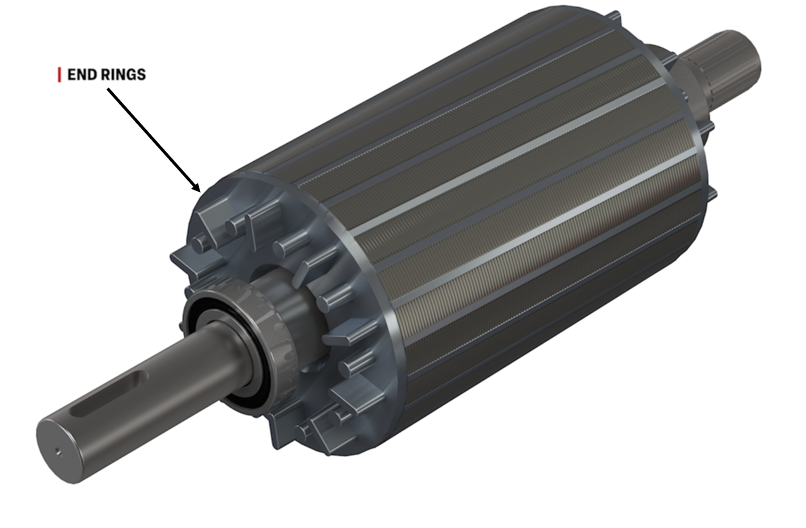
4. Zerspanung und Laserbeschriftung
Sobald der Kern der Rotorbaugruppe erstellt ist, wird er bearbeitet, um überschüssiges Material von den Endringen zu entfernen und, falls erforderlich, externe Designmerkmale zu schaffen. Da einige Rotoren mit mehr als 10.000 Umdrehungen pro Minute laufen, muss die Bearbeitung sehr präzise sein, um mit einer CNC-Maschine sehr hohe mechanische Toleranzen zu erreichen.
In diesem Stadium ist die Herstellung des Rotorkerns abgeschlossen. Dies ist der ideale Zeitpunkt für die Laserbeschriftung der Laminiereinheit (oder des Käfigs). Datenmatrix-Codes (DMCs) oder Seriennummern werden markiert, um Produktionsdaten zu erfassen und die Qualitätskontrolle zu verbessern.
Im folgenden Video sehen Sie die Laserbeschriftung eines Hochtemperaturrotors.
5. Wellenlaserreinigung und Einpressen
Die Rotorwelle ist das einzige Teil, das jetzt noch fehlt. Die Welle sorgt für eine effiziente mechanische Übertragung, die die Kraft auf die Räder des EV bringt. Die separat gefertigte Welle kann mit einem Laser gereinigt werden, um Öl, Staub oder andere Verunreinigungen aus der Fertigung zu entfernen. Es kann auch mit einer Lasermarkierung versehen werden, um die Rückverfolgbarkeit oder Rückverfolgung zu ermöglichen.
Im folgenden Video sehen Sie die Laserreinigung der Rotorwelle.
Nach der Reinigung wird die Welle mit einer pneumatischen Einpressmaschine in den Kern des Rotors eingesetzt. Für eine erfolgreiche Presspassung muss das Loch in der Mitte des Rotorkerns etwas kleiner sein als die Welle, damit die beiden Teile richtig ineinander greifen und an ihrem Platz bleiben. Dies wird erreicht, indem der Kern des Rotors einige Sekunden vor dem Einpressen erhitzt wird. Dieser Prozess ist in der Regel automatisiert.
Im folgenden Video sehen Sie das Einsetzen der Rotorwelle.
6. Imprägnieren und Auswuchten
Nachdem der Rotor vollständig montiert ist, wird er in einem Harzbad imprägniert, um seine mechanische Festigkeit zu verbessern und ihn vor äußeren Einflüssen zu schützen.
Um Drehzahlen von bis zu 10.000 U/min aufrechtzuerhalten, ist ein präzises Auswuchten erforderlich, um einen ruhigen Lauf ohne Vibrationen zu gewährleisten. Die Masseverteilung wird gemessen, indem der Rotor auf eine horizontale oder vertikale Halterung gestellt wird, die mit Messgeräten wie Beschleunigungsmessern, Tachymetern und Waagen ausgestattet ist. Diese Instrumente überwachen die Beschleunigung, die Rotationsgeschwindigkeit und das Gewicht, während sich der Rotor dreht. Es werden Anpassungen bis zum ausgewuchteten Zustand vorgenommen.
Im folgenden Video können Sie das Auswuchten des Rotors im Detail sehen.
Der Weg zu effizienten Elektromotoren
Der Produktionsprozess eines Rotors umfasst viele entscheidende Schritte, und in jedem dieser Schritte können entscheidende Leistungssteigerungen erzielt werden. Intelligente Designentscheidungen werden zu einer effizienteren Produktion und Qualitätskontrolle am Ende der Fertigung führen.
Der Einsatz von Laserverfahren zur Rückverfolgbarkeit und Oberflächenvorbereitung gewährleistet eine kontinuierliche Prozessverbesserung und maximiert die Leistung der Teile.
In einer wettbewerbsintensiven Automobilbranche ist jeder Effizienzgewinn bei Elektromotoren ein Gewinn an Geschwindigkeit, Zuverlässigkeit und Energieeinsparung. Der Einsatz von Automatisierung und einer umweltfreundlichen Technologie wie dem Laser bei der Rotorherstellung ist heute für die Produktionssteigerung und die Reduzierung der Umweltbelastung unerlässlich.
Als technischer Experte und Berater für Batterien und elektrische Antriebssysteme verfügt Stéphane über einen Abschluss in Physik mit den Schwerpunkten Photonik, Optik, Elektronik, Robotik und Akustik. Im Rahmen seines Engagements für den Umstieg auf Elektrofahrzeuge hat er industrielle Akkupacks für E-Bikes entwickelt. Nebenbei betreibt er einen YouTube-Kanal rund um das Thema Elektrotechnik.
In den letzten Jahren haben Rechenzentren ein beispielloses Wachstum erlebt, das vor allem durch die rasante Entwicklung der künstlichen Intelligenz (KI) angetrieben wurde. Dieser Anstieg geht mit einem enormen Energiebedarf einher, da immer mehr Rechenzentren gebaut werden und die Rechenlasten immer energieintensiver werden.
Lithium-Ionen-Batterien stellen seit Jahren eine zuverlässige Stromversorgung für eine Vielzahl von Geräten und Elektrofahrzeugen dar. Doch nun kündigt sich mit den Festkörperbatterien eine neue Generation von Stromspeichern an, die das Potenzial hat, die Branche zu revolutionieren. Es stellt sich jedoch die Frage, inwiefern diese Behauptung zutrifft.
Die Batterie ist das teuerste Teil in einem Elektroauto, daher ist ein zuverlässiger Herstellungsprozess wichtig, um kostspielige Defekte zu vermeiden. Zudem ist die Nachfrage nach Batterien für Elektrofahrzeuge hoch, was die Hersteller unter Druck setzt, die Produktion zu maximieren, ohne Kompromisse bei der Qualität einzugehen. Daher ist Roboterautomatisierung fast überall bei der Herstellung von Batterien zu finden.